TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025161354
公報種別
公開特許公報(A)
公開日
2025-10-24
出願番号
2024064468
出願日
2024-04-12
発明の名称
貼り合わせウェーハの加工方法
出願人
株式会社ディスコ
代理人
個人
主分類
B24B
49/04 20060101AFI20251017BHJP(研削;研磨)
要約
【課題】 研削対象となる被研削ウェーハと支持基板を貼り合わせてなる貼り合わせウェーハにおいて、被研削ウェーハの厚みを正確に測定するための新規な技術を提案する。
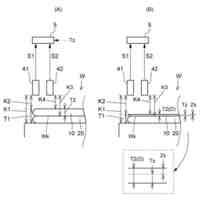
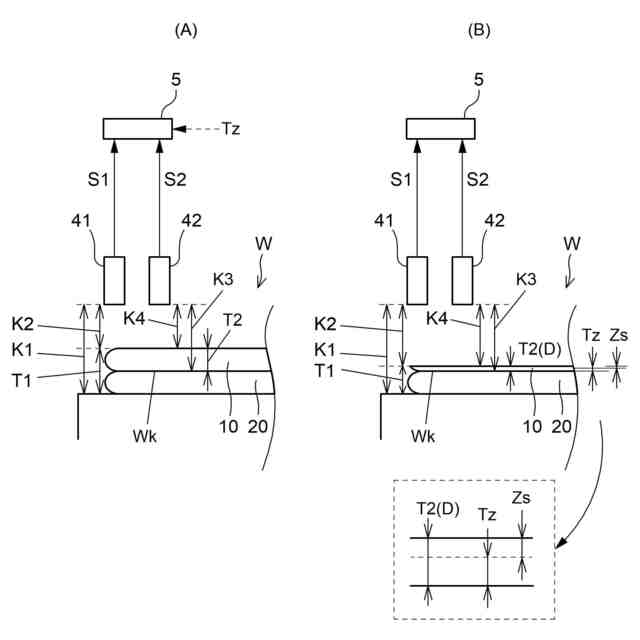
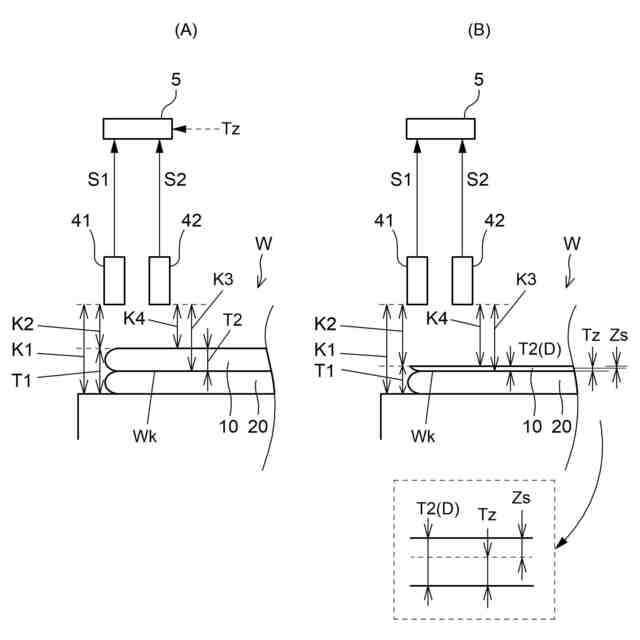
【解決手段】被研削ウェーハと、支持基板と、を貼り合わせてなる貼り合わせウェーハについて、被研削ウェーハを仕上げ厚みまで薄化する加工方法であって、第1測定器で貼り合わせウェーハの全厚を測定し、第2測定器で被研削ウェーハの厚みを測定することとし、第2測定器による測定ができない厚みまで被研削ウェーハが薄化されたタイミングにおいて、タイミングにおける被研削ウェーハの厚みから仕上げ厚みまでに必要な残りの研削を、第1測定器により全厚を測定しながら行う、貼り合わせウェーハの加工方法とする。
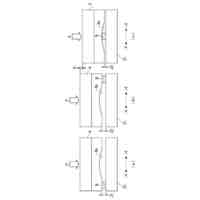
【選択図】図5
特許請求の範囲
【請求項1】
被研削ウェーハと、支持基板と、を貼り合わせてなる貼り合わせウェーハについて、該被研削ウェーハを仕上げ厚みまで薄化する加工方法であって、
第1測定器で該貼り合わせウェーハの全厚を測定すること、及び、
第2測定器で該被研削ウェーハの厚みを測定すること、
ことを含む、貼り合わせウェーハの加工方法。
続きを表示(約 800 文字)
【請求項2】
該第2測定器による測定ができない厚みまで該被研削ウェーハが薄化されたタイミングにおいて、
当該タイミングにおける該被研削ウェーハの厚みから該仕上げ厚みまでに必要な残りの研削を、該第1測定器により該全厚を測定しながら行う、
ことを特徴とする、請求項1に記載の貼り合わせウェーハの加工方法。
【請求項3】
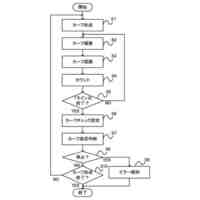
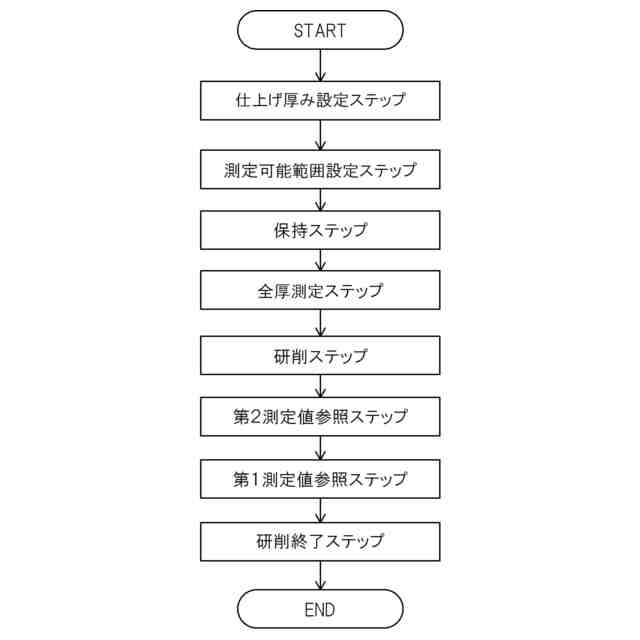
該被研削ウェーハの仕上げ厚みを設定する仕上げ厚み設定ステップと、
第2測定器で測定可能な該被研削ウェーハの厚みの範囲を設定する測定可能範囲設定ステップと、
貼り合わせウェーハの支持基板を保持テーブルで保持し、該被研削ウェーハの裏面を露出する保持ステップと、
貼り合わせウェーハの全厚を該第1測定器にて測定する全厚測定ステップと、
該被研削ウェーハを研削する研削ステップと、
研削ステップにおいて、該第2測定器による第2測定値を被研削ウェーハの厚みとして参照するステップと、
研削ステップにおいて、該第2測定値が測定可能範囲の下限値を下回った時点で該第1測定器による第1測定値を参照する第1測定値参照ステップと、
第1測定値参照ステップ後に、該下限値と該仕上げ厚みの差分だけ研削が進んだ際に、研削を終了させる研削終了ステップと、を含む、
ことを特徴とする、請求項2に記載の貼り合わせウェーハの加工方法。
【請求項4】
該第1測定器、及び、該第2測定器は、非接触により厚みを測定可能とする、
ことを特徴とする、請求項3に記載の貼り合わせウェーハの加工方法。
【請求項5】
該第1測定器は、白色共焦点測定器であり、
該第2測定器は、赤外分光干渉測定器である、
ことを特徴とする、請求項4に記載の貼り合わせウェーハの加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被研削ウェーハと、支持基板と、を貼り合わせてなる貼り合わせウェーハについて、被研削ウェーハを仕上げ厚みまで薄化する加工方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
半導体デバイスの製造工程においては、ウェーハ表面に格子状にストリートが形成され、ストリートによって区画された領域にIC、LSI等のデバイスが形成される。これらのウェーハは裏面が研削されて所定の厚みへと薄化された後、ストリートに沿って切削装置等によって分割されることで個々の半導体デバイスチップが製造される。
【0003】
上記したウェーハを薄化する程程にてウェーハを薄化すると、その厚さは100μm以下になることがあり、取扱いには慎重さが要求される。そこで、薄化した後の該ウェーハに対して、プラズマエッチング工程、電極形成工程、スパッタリングによる金属膜被覆工程等、種々の工程が施される際の補強として、あるいは、各工程に該ウェーハを搬送する際の該ウェーハの取り扱いを容易化するため、該ウェーハを薄化工程する工程の前に、薄化されるウェーハよりも剛性が高い支持基板に貼り合わせ、ウェーハの全面を支持基板にて支持させることが知られている。
【0004】
例えば、特許文献1,2では、薄化対象となるウェーハの裏面研削に際し、表面を保護する目的や、研削中及び研削して薄化した後のハンドリングを容易にするために、ウェーハの表面側に支持基板(キャリアウェーハ)を貼着することについて開示している。
【先行技術文献】
【特許文献】
【0005】
特開2013-149877号公報
特開2021-190642号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ウェーハを薄化する裏面研削加工によっては、ウェーハの仕上げ厚みが2μm以下のように極薄に設定されることがあり、このような場合には、仕上げ厚みを制御することが困難になる。例えば、裏面研削の際には、ウェーハと支持基板を合わせた総厚をリアルタイむ、で測定しながら研削することが考えられるが、ウェーハの厚みを1.0μmとするように薄化する場合には、総厚をより正確に測定し、モニタリングすることが求められる。
【0007】
他方、ウェーハと支持基板を合わせた総厚をリアルタイむ、で測定したとしても、支持基板の厚みばらつきにより、実際のウェーハの厚みは仕上げ厚みにならないことも懸念される。
【0008】
本発明は以上の問題に鑑み、研削対象となる被研削ウェーハと支持基板を貼り合わせてなる貼り合わせウェーハにおいて、被研削ウェーハの厚みを正確に測定するための新規な技術を提案するものである。
【課題を解決するための手段】
【0009】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0010】
本発明の一態様によれば、被研削ウェーハと、支持基板と、を貼り合わせてなる貼り合わせウェーハについて、該被研削ウェーハを仕上げ厚みまで薄化する加工方法であって、第1測定器で該貼り合わせウェーハの全厚を測定すること、及び、第2測定器で該被研削ウェーハの厚みを測定すること、ことを含む、貼り合わせウェーハの加工方法とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
11日前
株式会社ディスコ
加工装置
13日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
切削装置
21日前
株式会社ディスコ
加工装置
今日
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
処理装置
11日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
切削装置
6日前
株式会社ディスコ
研削装置
11日前
株式会社ディスコ
加工方法
18日前
株式会社ディスコ
搬送システム
11日前
株式会社ディスコ
搬送システム
18日前
株式会社ディスコ
搬送システム
19日前
株式会社ディスコ
抗折強度測定装置
11日前
株式会社ディスコ
液状樹脂供給装置
19日前
株式会社ディスコ
保護部材形成装置
18日前
株式会社ディスコ
配線引き抜き治具
11日前
株式会社ディスコ
加工室の洗浄方法
8日前
株式会社ディスコ
保護部材形成装置
20日前
株式会社ディスコ
ウエーハの加工装置
18日前
株式会社ディスコ
被加工物の処理装置
20日前
株式会社ディスコ
カーフチェック方法
12日前
株式会社ディスコ
被加工物の加工方法
5日前
株式会社ディスコ
ウェーハの分割方法
12日前
株式会社ディスコ
ウエーハの加工方法
12日前
株式会社ディスコ
加工装置及び支持柱
12日前
株式会社ディスコ
搬出装置及び切削装置
25日前
株式会社ディスコ
処理装置及び検知方法
6日前
株式会社ディスコ
研削装置および研削方法
6日前
株式会社ディスコ
伸縮防水カバー、処理装置
21日前
株式会社ディスコ
走査光学系及び光学処理装置
5日前
株式会社ディスコ
切削方法及びチップの製造方法
14日前
株式会社ディスコ
貼り合わせウェーハの加工方法
11日前
株式会社ディスコ
ウェーハの加工方法及び切削装置
5日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ