TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025159771
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2024062509
出願日
2024-04-09
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
49/08 20060101AFI20251015BHJP(研削;研磨)
要約
【課題】不適切な加工を防止することが可能な加工装置を提供する。
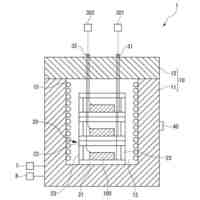
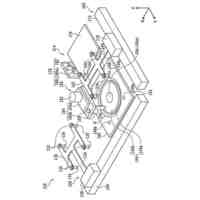
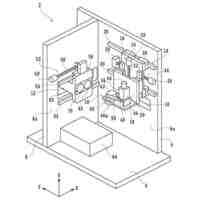
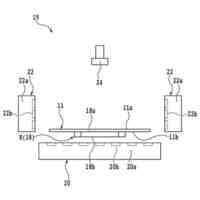
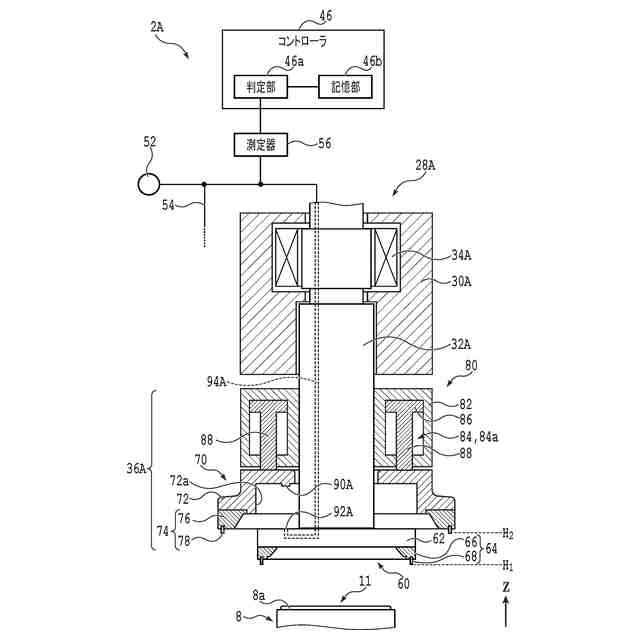
【解決手段】被加工物を加工する加工装置であって、被加工物を保持するチャックテーブルと、チャックテーブルによって保持された被加工物を加工する加工ユニットと、コントローラと、を備え、加工ユニットは、スピンドルと、スピンドルに連結され被加工物に加工を施す加工部と、流体供給源又は吸引源に接続された流体路と、を備え、加工部は、加工工具が装着されるマウント部を備え、マウント部は、マウント部に装着される加工工具が接触する被接触部を備え、流体路は、被接触部で開口し、コントローラは、流体路を流れる流体の流量又は流体路の圧力に基づいて、被接触部と加工工具との接触状態の判定を実行する。
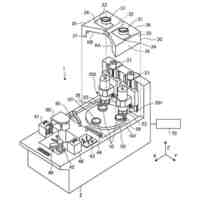
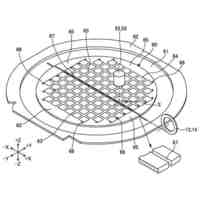
【選択図】図1
特許請求の範囲
【請求項1】
被加工物を加工する加工装置であって、
該被加工物を保持するチャックテーブルと、
該チャックテーブルによって保持された該被加工物を加工する加工ユニットと、
コントローラと、を備え、
該加工ユニットは、スピンドルと、該スピンドルに連結され該被加工物に加工を施す加工部と、流体供給源又は吸引源に接続された流体路と、を備え、
該加工部は、加工工具が装着されるマウント部を備え、
該マウント部は、該マウント部に装着される該加工工具が接触する被接触部を備え、
該流体路は、該被接触部で開口し、
該コントローラは、該流体路を流れる流体の流量又は該流体路の圧力に基づいて、該被接触部と該加工工具との接触状態の判定を実行する加工装置。
続きを表示(約 2,300 文字)
【請求項2】
被加工物を加工する加工装置であって、
該被加工物を保持するチャックテーブルと、
該チャックテーブルによって保持された該被加工物を加工する加工ユニットと、
コントローラと、を備え、
該加工ユニットは、スピンドルと、該スピンドルに連結され該被加工物に加工を施す加工部と、流体供給源又は吸引源に接続された流体路と、を備え、
該加工部は、第1加工工具が装着される第1マウント部を有する第1加工部と、第2加工工具が装着される第2マウント部を有する第2加工部と、該第2加工部を該第1加工部に対して相対的に移動させる移動ユニットと、該第2加工部が接触する被接触部と、を備え、
該流体路は、該被接触部で開口し、
該移動ユニットは、該第2加工部を、該第2加工工具が該第1加工工具よりも該チャックテーブルに近い位置に配置される加工位置と、該第2加工工具が該第1加工工具よりも該チャックテーブルから離れた位置に配置される退避位置と、に位置付けることが可能であり、
該第2加工部は、該加工位置又は該退避位置に位置付けられると該被接触部に接触して該流体路を閉塞し、
該コントローラは、該流体路を流れる流体の流量又は該流体路の圧力に基づいて、該第2加工部が該加工位置又は該退避位置に位置付けられているか否かの判定を実行する加工装置。
【請求項3】
被加工物を加工する加工装置であって、
該被加工物を保持するチャックテーブルと、
該チャックテーブルによって保持された該被加工物を加工する加工ユニットと、
コントローラと、を備え、
該加工ユニットは、スピンドルと、該スピンドルに連結され該被加工物に加工を施す加工部と、流体供給源又は吸引源に接続された第1流体路及び第2流体路と、を備え、
該加工部は、第1加工工具が装着される第1マウント部を有する第1加工部と、第2加工工具が装着される第2マウント部を有する第2加工部と、該第2加工部を該第1加工部に対して相対的に移動させる移動ユニットと、該第2加工部が接触する第1被接触部及び第2被接触部と、を備え、
該第1流体路は、該第1被接触部で開口し、
該第2流体路は、該第2被接触部で開口し、
該移動ユニットは、該第2加工部を、該第2加工工具が該第1加工工具よりも該チャックテーブルに近い位置に配置される加工位置と、該第2加工工具が該第1加工工具よりも該チャックテーブルから離れた位置に配置される退避位置と、に位置付けることが可能であり、
該第2加工部は、該加工位置に位置付けられると該第1被接触部に接触して該第1流体路を閉塞し、該退避位置に位置付けられると該第2被接触部に接触して該第2流体路を閉塞し、
該コントローラは、該第1流体路を流れる流体の流量又は該第1流体路の圧力に基づいて該第2加工部が該加工位置に位置付けられているか否かの判定を実行し、該第2流体路を流れる流体の流量又は該第2流体路の圧力に基づいて該第2加工部が該退避位置に位置付けられているか否かの判定を実行する加工装置。
【請求項4】
該加工ユニットは、該流体供給源又は該吸引源に接続された第3流体路及び第4流体路をさらに備え、
該第1マウント部は、該第1マウント部に装着される該第1加工工具が接触する第3被接触部を備え、
該第2マウント部は、該第2マウント部に装着される該第2加工工具が接触する第4被接触部を備え、
該第3流体路は、該第3被接触部で開口し、
該第4流体路は、該第4被接触部で開口し、
該コントローラは、該第3流体路を流れる流体の流量又は該第3流体路の圧力に基づいて該第3被接触部と該第1加工工具との接触状態の判定を実行し、該第4流体路を流れる流体の流量又は該第4流体路の圧力に基づいて該第4被接触部と該第2加工工具との接触状態の判定を実行する、請求項3に記載の加工装置。
【請求項5】
該流体路を流れる流体の流量又は該流体路の圧力を測定する測定器をさらに備え、
該コントローラは、該測定器によって測定された測定値に基づいて該判定を実行する、請求項1又は2に記載の加工装置。
【請求項6】
該第1流体路を流れる流体の流量又は該第1流体路の圧力と、該第2流体路を流れる流体の流量又は該第2流体路の圧力と、を測定する測定器をさらに備え、
該コントローラは、該測定器によって測定された測定値に基づいて該判定を実行する、請求項3に記載の加工装置。
【請求項7】
該第1流体路を流れる流体の流量又は該第1流体路の圧力を測定する第1測定器と、該第2流体路を流れる流体の流量又は該第2流体路の圧力を測定する第2測定器と、をさらに備え、
該コントローラは、該第1測定器及び該第2測定器によって測定された測定値に基づいて該判定を実行する、請求項3に記載の加工装置。
【請求項8】
該流体路の圧力を調整する圧力調整部をさらに備える、請求項1又は2に記載の加工装置。
【請求項9】
該第1流体路及び該第2流体路の圧力を調整する圧力調整部をさらに備える、請求項3に記載の加工装置。
【請求項10】
該加工工具は、環状の基台と、該基台に固定された砥石と、を備える加工ホイールである、請求項1に記載の加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を加工する加工装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
デバイスチップの製造プロセスでは、格子状に配列された複数のストリート(分割予定ライン)によって区画された複数の領域にそれぞれデバイスが形成されたウェーハが用いられる。このウェーハをストリートに沿って分割することにより、デバイスを備えるデバイスチップが得られる。デバイスチップは、携帯電話、パーソナルコンピュータ等の様々な電子機器に組み込まれる。
【0003】
ウェーハからデバイスチップを製造する際には、ウェーハに各種の加工が施される。ウェーハの加工には、加工工具で被加工物を加工する加工装置が用いられる。例えばウェーハは、環状の切削ブレードでウェーハを切削する切削装置によって加工され、複数のデバイスチップに分割される。また、ウェーハの分割前には、研削装置によるウェーハの研削や研磨装置によるウェーハの研磨が実施されることがある。例えば研削装置は、粗研削用の加工ホイールと仕上げ研削用の研削ホイールとでウェーハを研削することにより、ウェーハを薄化する。また、研磨装置は、円盤状の研磨パッドでウェーハを研磨することにより、ウェーハを平坦化する。
【0004】
上記のようにウェーハ等の被加工物に各種の加工が施される場合、各加工を異なる加工装置で実施すると加工効率が低下する。そこで、被加工物に対して2種類の加工を施すことが可能な加工装置が提案されている。例えば特許文献1には、スピンドルに2種類の加工工具を装着可能な加工装置が開示されている。このような加工装置を用いることにより、被加工物に対して異なる種類の加工を連続的に施すことが可能になり、加工効率が向上する。また、加工装置の構成要素(スピンドル等)を2種類の加工で共用できるため、加工装置の小型化を図ることができる。
【先行技術文献】
【特許文献】
【0005】
特開2018-1290号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
加工装置で被加工物を加工する際には、被加工物と加工工具との位置関係が厳密に調節された状態で、被加工物が加工工具によって加工される。しかしながら、加工工具の装着不備や加工装置の動作不良等が原因で、被加工物の加工時に加工工具が適切な位置に配置されないことがある。
【0007】
具体的には、加工工具は、加工装置に備えられた加工ユニットのマウント部に装着される。このとき、マウント部と加工工具との間に意図せず異物が入り込むと、加工工具が正しく装着されず、マウント部に対する加工工具の位置ずれや傾きが生じることがある。また、加工工具が適切に装着されていても、加工工具を移動させる移動機構に異常(異物の入り込み等)が発生すると、加工工具を所望の位置に配置することが困難になる場合がある。
【0008】
上記のような加工工具の装着又は配置の不備が看過されると、加工工具が適切な位置に配置されていない状態で被加工物の加工が続行されてしまう。その結果、被加工物が意図した通りに加工されず再加工が必要となったり、被加工物に異常な加工が施されて加工不良が発生したりするおそれがある。
【0009】
本発明は、かかる問題に鑑みてなされたものであり、不適切な加工を防止することが可能な加工装置の提供を目的とする。
【課題を解決するための手段】
【0010】
本発明の一態様によれば、被加工物を加工する加工装置であって、該被加工物を保持するチャックテーブルと、該チャックテーブルによって保持された該被加工物を加工する加工ユニットと、コントローラと、を備え、該加工ユニットは、スピンドルと、該スピンドルに連結され該被加工物に加工を施す加工部と、流体供給源又は吸引源に接続された流体路と、を備え、該加工部は、加工工具が装着されるマウント部を備え、該マウント部は、該マウント部に装着される該加工工具が接触する被接触部を備え、該流体路は、該被接触部で開口し、該コントローラは、該流体路を流れる流体の流量又は該流体路の圧力に基づいて、該被接触部と該加工工具との接触状態の判定を実行する加工装置が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
13日前
株式会社ディスコ
切削装置
8日前
株式会社ディスコ
研削装置
13日前
株式会社ディスコ
加工装置
7日前
株式会社ディスコ
処理装置
13日前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
搬送システム
13日前
株式会社ディスコ
シート固着装置
1日前
株式会社ディスコ
抗折強度測定装置
13日前
株式会社ディスコ
レーザー加工装置
1日前
株式会社ディスコ
配線引き抜き治具
13日前
株式会社ディスコ
加工室の洗浄方法
10日前
株式会社ディスコ
被加工物の加工方法
7日前
株式会社ディスコ
キャリア板の除去方法
1日前
株式会社ディスコ
処理装置及び検知方法
8日前
株式会社ディスコ
研削装置および研削方法
8日前
株式会社ディスコ
加工方法、及び研磨装置
1日前
株式会社ディスコ
走査光学系及び光学処理装置
7日前
株式会社ディスコ
貼り合わせウェーハの加工方法
13日前
株式会社ディスコ
ウェーハの研削方法及び研削装置
14日前
株式会社ディスコ
ウェーハの加工方法及び切削装置
7日前
株式会社ディスコ
ウェーハの加工方法及び加工装置
7日前
株式会社ディスコ
カーフチェック方法及び加工装置
1日前
株式会社ディスコ
バイト工具、およびバイト工具の製造方法
10日前
株式会社ディスコ
ウェーハ洗浄装置と加工装置及び加工方法
1日前
株式会社ディスコ
ノズル、切削装置及び被加工物の加工方法
今日
株式会社ディスコ
砥石、研削ホイール、及び、砥石の製造方法
8日前
株式会社ディスコ
保護部材形成装置、保護部材形成方法及びウェーハの製造方法
1日前
株式会社ディスコ
複合ウェーハの研削方法、および、チップオンウェーハの研削方法
13日前
株式会社ディスコ
レーザ加工装置、被加工物の面取り方法、及びウエーハの製造方法
2日前
株式会社ディスコ
シート固着装置及びシートが固着されている被固着物を製造する方法
1日前
株式会社ディスコ
シート固着装置及びシートが固着されている被固着物を製造する方法
1日前
個人
包丁研ぎ器具
3か月前
株式会社松風
研磨用ゴム砥石
27日前
株式会社東京精密
研削装置
23日前
株式会社クボタ
管研削装置
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ