TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034709
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023141257
出願日
2023-08-31
発明の名称
転がり軸受及びその製造方法
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
F16C
33/62 20060101AFI20250306BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】環境への負荷や製造コストの上昇につながる浸炭や浸炭窒化処理を実施することなく、白色組織はく離の発生及び表面起点型はく離の発生のいずれをも抑制することができる、転がり軸受を提供する。
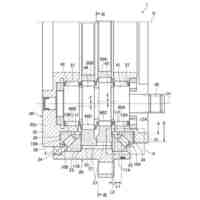
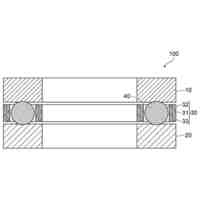
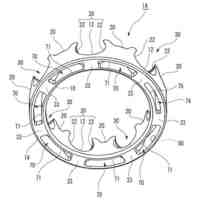
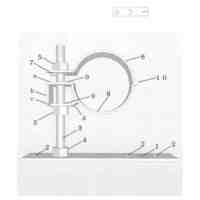
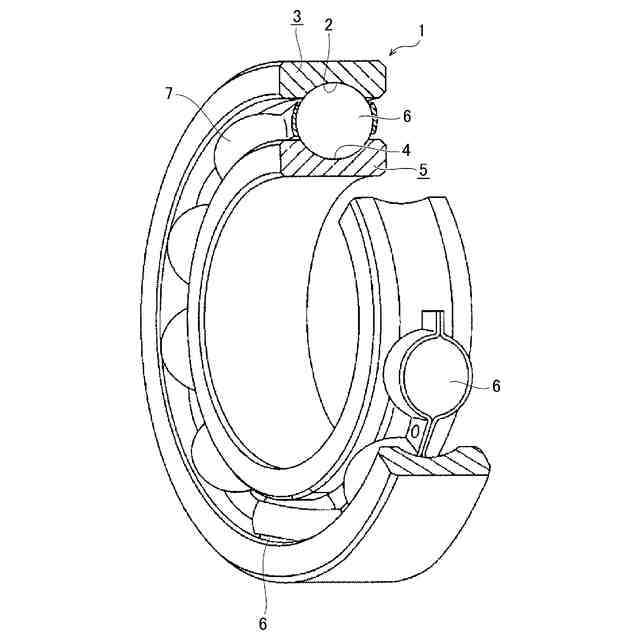
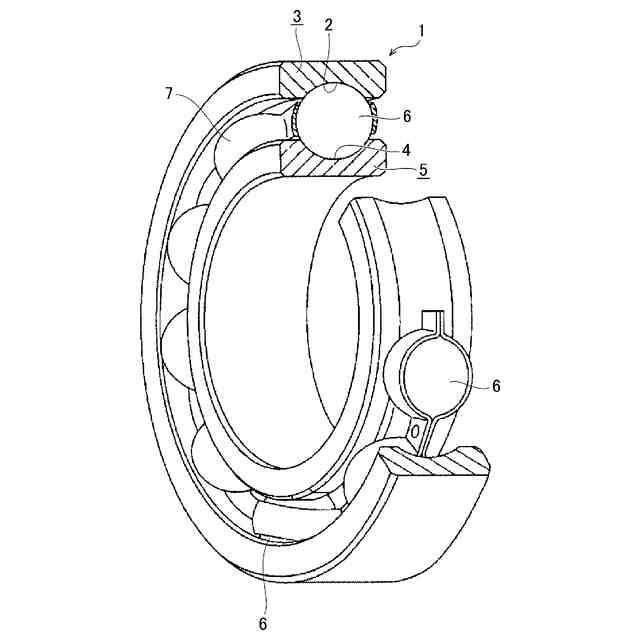
【解決手段】転がり軸受(ラジアル玉軸受1)は、一対の鋼製の軌道輪(外輪3及び内輪5)と、一対の軌道輪の間で転動自在に保持される複数の転動体(玉6)と、を備える。軌道輪における鋼中の下部ベイナイト組織の比率は、35%以上90%以下であり、残留オーステナイト組織の比率は、5%以上40%以下であり、残部がマルテンサイト組織及び炭化物である。
【選択図】図1
特許請求の範囲
【請求項1】
一対の鋼製の軌道輪と、前記一対の軌道輪の間で転動自在に保持される複数の転動体と、を備える転がり軸受であって、
前記軌道輪における前記鋼中の下部ベイナイト組織の比率は、35%以上90%以下であり、残留オーステナイト組織の比率は、5%以上40%以下であり、残部がマルテンサイト組織及び炭化物であることを特徴とする、転がり軸受。
続きを表示(約 290 文字)
【請求項2】
残留応力が-50MPa以下であることを特徴とする、請求項1に記載の転がり軸受。
【請求項3】
請求項1又は2に記載の転がり軸受を製造する、転がり軸受の製造方法であって、
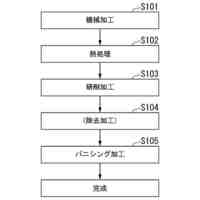
軌道輪素材を820℃以上950℃以下の温度まで加熱し、オーステナイト化する工程と、
前記オーステナイト化された軌道輪素材を、Ms点を超え270℃以下の温度まで急冷する冷却工程と、
前記冷却工程後の軌道輪素材を、Ms点を超え270℃以下の温度において、2時間以上24時間以内の時間、保持する恒温変態処理工程と、を有することを特徴とする、転がり軸受の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、転がり軸受及びその製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
転がり軸受では、荷重が負荷されて長時間使用されることにより金属疲労が生じ、軌道面表面がはく離することがある。はく離の種類の一形態である、「介在物起点型はく離」とは、内輪や外輪、転動体を形成する鋼材の内部の介在物を起点として生じるはく離である。「表面起点型はく離」とは、軸受の内部にゴミ等の異物を噛み込んだ場合に、軌道面に形成される圧痕を起点として生じるはく離である。「白色組織はく離」とは、潤滑油の分解などにより使用中に発生した水素が鋼中に侵入して水素脆性を生じ、白色組織と呼ばれる組織変化を起点として生じるはく離であり、材料内部からき裂を伴って発生し、短寿命化の原因となる。上記の種々のはく離は、異なるメカニズムで発生しているため、はく離の種類に応じて異なる対策が必要となる。
【0003】
例えば、特許文献1には、表面起点型はく離の発生を抑制し、異物混入環境下での転動寿命に優れた軸受用鋼が提案されている。上記特許文献1には、異物混入環境下において転動寿命を向上させるためには、焼入れ焼戻し処理後の表層部の残留オーステナイト量を20%~45%とする必要があることが記載されている。また、コストも時間もかかる浸炭窒化処理を省略して、上記残留オーステナイト量を得るためには、一般的な軸受用鋼であるSUJ2鋼と比較して合金元素の含有量を増加させるとともに、焼入れ焼戻し処理後の表面硬さを規定することが必要であることが記載されている。
【0004】
また、特許文献2には、鋼中の合金元素の含有量を規定するとともに、浸炭焼入焼戻し、又は浸炭窒化焼入焼戻しされた状態であって、その最表面から所定の領域における母相成分中に固溶された元素の合計量や、残留γ量が規定された軸受用鋼が記載されている。さらに、特許文献3には、上記特許文献2における規定に加えて、鋼中の非金属介在物のうち、最大介在物径の予測値√area maxが規定された軸受用鋼が開示されている。上記特許文献2及び特許文献3に記載の軸受用鋼は、水素を起因とした白色組織変化が発生する環境においても、転動疲労寿命に優れるものである。
【先行技術文献】
【特許文献】
【0005】
特開2004-124215号公報
特許第6846901号公報
特許第6639839号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の軸受用鋼は、特に異物混入環境下における転動寿命を向上させるものであり、白色組織はく離についてはほとんど考慮されていない。また、特許文献2及び特許文献3に記載の軸受用鋼は、主に白色組織はく離の発生を抑制するものであり、表面起点型はく離について考慮されていない。さらに、浸炭焼入焼戻し処理、又は浸炭窒化焼入焼戻し処理は、通常の焼入れ・焼戻し処理と比較して長時間熱処理を行うため、製造コストの上昇を招く。さらにまた、ガス浸炭を実施する際には、H
2
、CO、N
2
等を主成分とする変性ガスを利用するため、環境面の観点からも今後の使用が制限される可能性がある。
【0007】
本発明は、かかる問題点に鑑みてなされたものであって、環境への負荷や製造コストの上昇につながる浸炭や浸炭窒化処理を実施することなく、白色組織はく離の発生及び表面起点型はく離の発生のいずれをも抑制することができる、転がり軸受及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る転がり軸受は、下記[1]の構成のとおりである。
【0009】
[1] 一対の鋼製の軌道輪と、前記一対の軌道輪の間で転動自在に保持される複数の転動体と、を備える転がり軸受であって、
前記軌道輪における前記鋼中の下部ベイナイト組織の比率は、35%以上90%以下であり、残留オーステナイト組織の比率は、5%以上40%以下であり、残部がマルテンサイト組織及び炭化物であることを特徴とする、転がり軸受。
【0010】
本発明に係る転がり軸受の好ましい実施形態は、下記[2]の構成のとおりである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
減速機
5日前
日本精工株式会社
軸受吊り具
5日前
日本精工株式会社
信号出力回路
22日前
日本精工株式会社
回転機械装置
6日前
日本精工株式会社
駆動輪及び台車
5日前
日本精工株式会社
駆動輪及び台車
5日前
日本精工株式会社
駆動輪及び台車
5日前
日本精工株式会社
ボールねじ装置
20日前
日本精工株式会社
ハブユニット軸受
20日前
日本精工株式会社
軸受吊り具及び軸受
5日前
日本精工株式会社
軸受吊り具及び軸受
5日前
日本精工株式会社
軸受吊り具及び軸受
5日前
日本精工株式会社
保持器及び転がり軸受
7日前
日本精工株式会社
ハブユニット軸受の予圧測定方法
1か月前
日本精工株式会社
ハブユニット軸受の外輪の製造方法
13日前
日本精工株式会社
実験支援システムおよび情報取得方法
6日前
日本精工株式会社
転がり軸受用冠形保持器、及び転がり軸受
13日前
日本精工株式会社
異常診断装置、異常診断方法およびプログラム
27日前
日本精工株式会社
表面処理を施された部品及び部品の製造組立方法
6日前
日本精工株式会社
アクチュエータ装置の制御装置、および制御方法
27日前
日本精工株式会社
駆動装置、および、パラレルリンクを含むロボット
7日前
日本精工株式会社
転がり軸受の荷重推定装置、荷重推定方法、およびプログラム
13日前
日本精工株式会社
機械部品の製造方法、軸受の製造方法、機械部品、軸受、機械、及び車両
21日前
日本精工株式会社
検出装置付きハブユニット軸受及び検出装置付きハブユニット軸受システム
13日前
日本精工株式会社
検出装置付きハブユニット軸受及び検出装置付きハブユニット軸受システム
13日前
日本精工株式会社
歯車装置、直動アクチュエータ、バックラッシ角度測定方法およびプログラム
28日前
日本精工株式会社
筒状部材の製造方法、機械装置の製造方法、及び車両の製造方法
20日前
日本精工株式会社
筒状部材の製造方法、機械装置の製造方法、および車両の製造方法
20日前
個人
流路体
3か月前
個人
ホース保持具
21日前
個人
トーションバー
1か月前
個人
ボルトナットセット
1か月前
個人
回転式配管用支持具
2か月前
個人
固着具と成形品部材
3か月前
株式会社アイシン
駆動装置
3か月前
株式会社オンダ製作所
継手
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ