TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042798
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023149941
出願日
2023-09-15
発明の名称
ハブユニット軸受の予圧測定方法及び予圧測定装置
出願人
日本精工株式会社
代理人
弁理士法人貴和特許事務所
主分類
G01L
5/00 20060101AFI20250321BHJP(測定;試験)
要約
【課題】ハブユニット軸受に負荷するスラスト荷重を抑えることができ、かつ、円すいころ軸受タイプのハブユニット軸受にも適用できる、ハブユニット軸受の予圧測定方法を提供する。
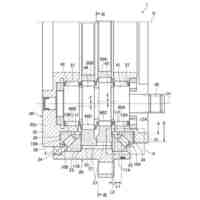
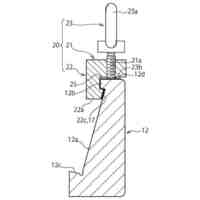
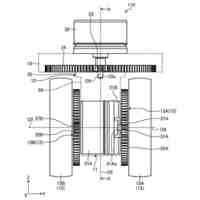
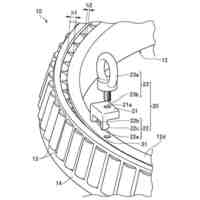
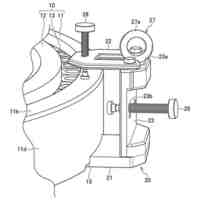
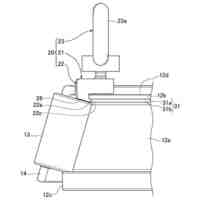
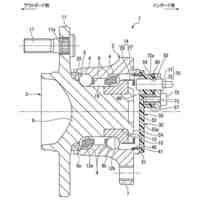
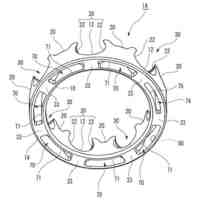
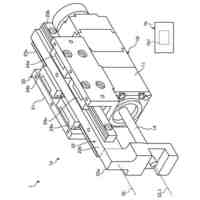
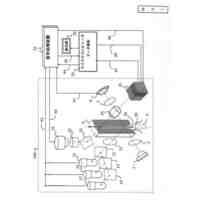
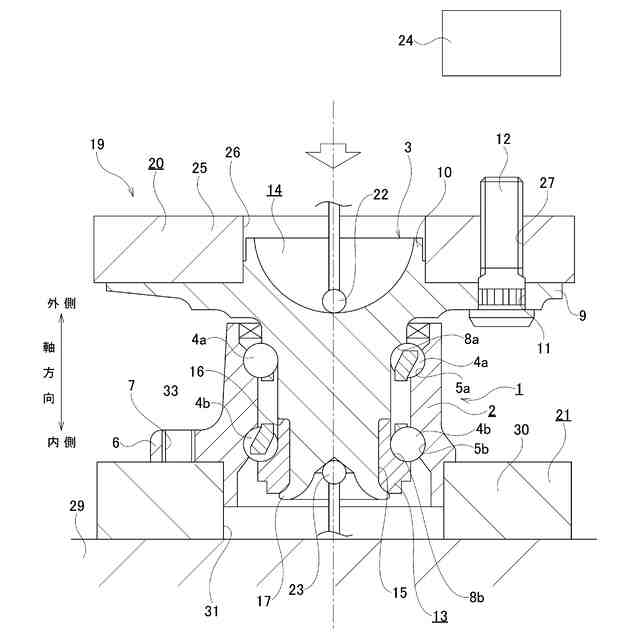
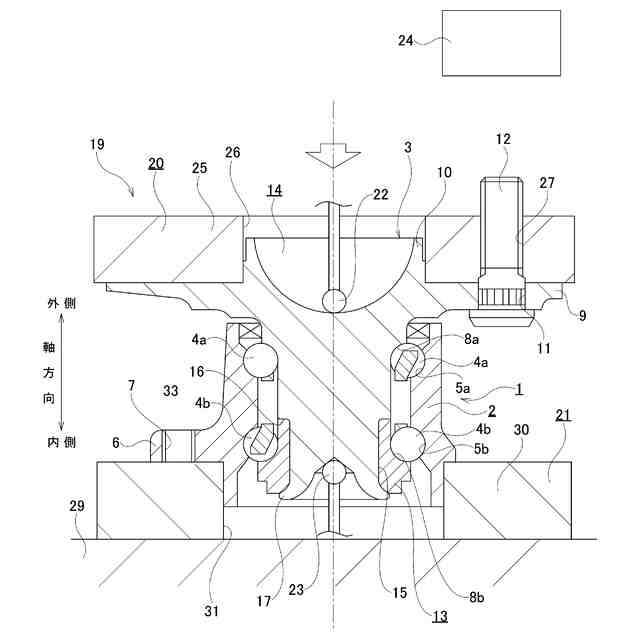
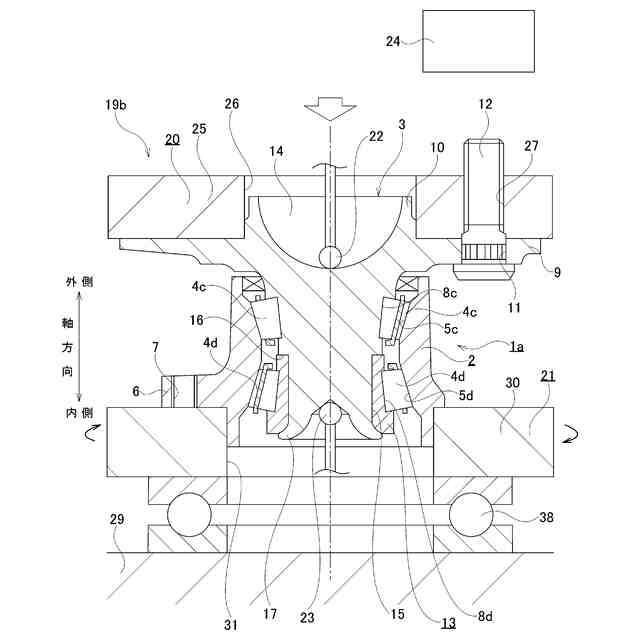
【解決手段】ハブ3の軸方向外側の端部と軸方向内側の端部とのうちの一方の端部に発信プローブ22を当接させ、かつ、ハブ3の軸方向外側の端部と軸方向内側の端部とのうちの他方の端部に受信プローブ23を当接させた状態で、外輪2とハブ3との間にスラスト荷重を負荷しながら、発信プローブ22から発信した音波又は振動を受信プローブ23により受信し、受信プローブ23が受信した音波又は振動に変動が検出されるまで、スラスト荷重を連続的又は段階的に増加させつつ、発信プローブ22による発信と受信プローブ23による受信とを繰り返す。
【選択図】図2
特許請求の範囲
【請求項1】
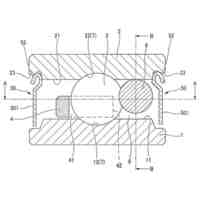
内周面に複数列の外輪軌道を有する外輪と、
外周面に複数列の内輪軌道を有するハブと、
前記複数列の外輪軌道と前記複数列の内輪軌道との間に、それぞれの列ごとに転動自在に配置され、かつ、予圧が付与された複数個の転動体と、を備え、
前記ハブは、外周面に、前記複数列の内輪軌道のうち、少なくとも最も軸方向外側の内輪軌道を有するハブ輪と、外周面に、前記複数列の内輪軌道のうち、少なくとも最も軸方向内側の内輪軌道を有する内輪と、を有する、
ハブユニット軸受の予圧測定方法であって、
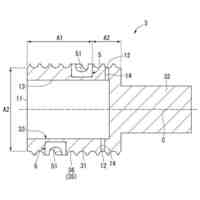
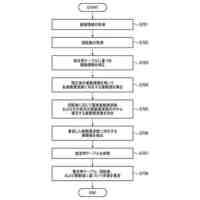
前記ハブの軸方向外側の端部と軸方向内側の端部とのうちの一方の端部に発信プローブを当接させ、かつ、前記ハブの軸方向外側の端部と軸方向内側の端部とのうちの他方の端部に受信プローブを当接させた状態で、前記外輪と前記ハブとの間にスラスト荷重を負荷しながら、前記発信プローブから発信した音波又は振動を前記受信プローブにより受信し、前記受信プローブが受信した前記音波又は前記振動に変動が検出されるまで、前記スラスト荷重を連続的又は段階的に増加させつつ、前記発信プローブによる発信と前記受信プローブによる受信とを繰り返す、発信受信工程と、
前記変動が検出された時点で前記外輪と前記ハブとの間に負荷していた前記スラスト荷重に基づいて前記予圧を算出する、予圧算出工程と、を備える、
ハブユニット軸受の予圧測定方法。
続きを表示(約 960 文字)
【請求項2】
前記発信受信工程において、前記外輪に当接させた補助受信プローブにより、前記発信プローブから発信した前記音波又は前記振動を受信する、請求項1に記載したハブユニット軸受の予圧測定方法。
【請求項3】
前記発信受信工程において、前記変動として、前記受信プローブが受信した前記音波又は前記振動の回数の変化を検出する、請求項1に記載したハブユニット軸受の予圧測定方法。
【請求項4】
前記発信受信工程を、前記外輪と前記ハブとを相対回転させながら行う、請求項1に記載したハブユニット軸受の予圧測定方法。
【請求項5】
内周面に複数列の外輪軌道を有する外輪と、
外周面に複数列の内輪軌道を有するハブと、
前記複数列の外輪軌道と前記複数列の内輪軌道との間に、それぞれの列ごとに転動自在に配置され、かつ、予圧が付与された複数個の転動体と、を備え、
前記ハブは、外周面に、前記複数列の内輪軌道のうち、少なくとも最も軸方向外側の内輪軌道を有するハブ輪と、外周面に、前記複数列の内輪軌道のうち、少なくとも最も軸方向内側の内輪軌道を有する内輪と、を有する、
ハブユニット軸受の予圧測定装置であって、
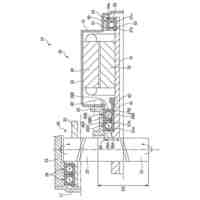
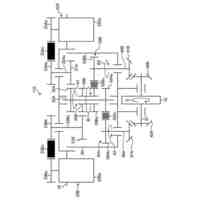
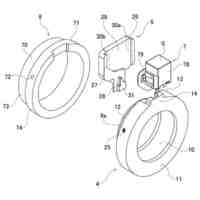
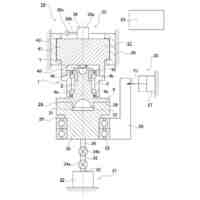
荷重負荷装置と、荷重測定装置と、発信プローブと、受信プローブと、演算器と、を備え、
前記荷重負荷装置は、前記ハブユニット軸受にスラスト荷重を負荷するものであり、
前記荷重測定装置は、前記外輪及び前記ハブを軸方向両側から押圧する前記スラスト荷重を測定するものであり、
前記発信プローブは、音波又は振動を発信可能な発信器に接続され、前記ハブの軸方向外側の端部と軸方向内側の端部との一方の端部に当接しており、
前記受信プローブは、前記音波又は前記振動を受信可能な受信器と前記演算器とに接続され、前記ハブの軸方向外側の端部と軸方向内側の端部との他方の端部に当接しており、 前記演算器は、前記受信プローブが受信した前記音波又は前記振動の変動を検出する機能と、前記変動が検出された時点で前記外輪と前記ハブとに負荷していた前記スラスト荷重に基づいて前記予圧を算出する機能とを有する、
ハブユニット軸受の予圧測定装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ハブユニット軸受の予圧測定方法及び予圧測定装置に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
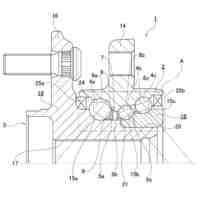
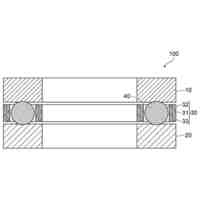
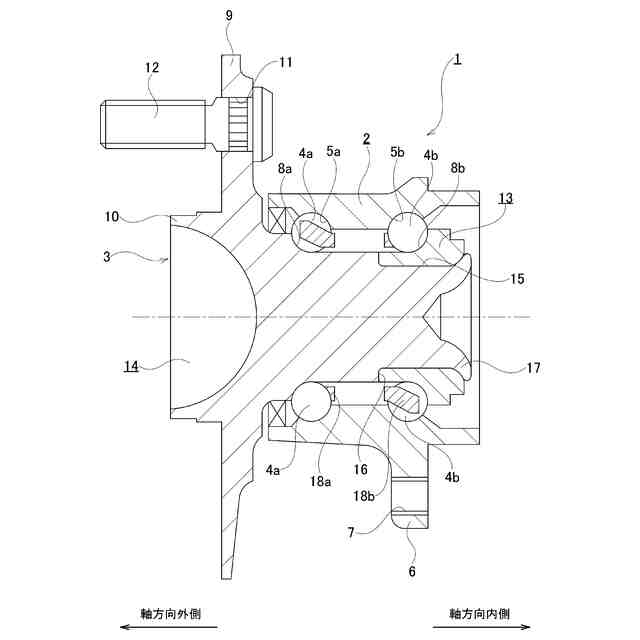
自動車の車輪は、ハブユニット軸受により、懸架装置に対して回転自在に支持される。ハブユニット軸受は、内周面に複数列の外輪軌道を有する外輪と、外周面に複数列の内輪軌道を有するハブと、複数列の外輪軌道と複数列の内輪軌道との間に転動自在に配置された複数個の転動体とを備える。
【0003】
ハブユニット軸受においては、外輪とハブとのがたつきを抑え、外輪と内輪との滑らかな相対回転が可能になるように、転動体に予圧が付与されている。
【0004】
転動体に付与された予圧が大きすぎる場合には、ハブユニット軸受の寿命低下、及び、ハブユニット軸受の動トルクの増大に伴う自動車の走行性能の低下といった問題を生じやすくなる。
【0005】
これに対し、転動体に付与された予圧が小さすぎる場合には、ハブユニット軸受のモーメント剛性が不足し、車両の操安性が低下するといった問題を生じやすくなる。
【0006】
このため、ハブユニット軸受においては、予圧を厳密に管理する必要があり、ハブユニット軸受の組立完了後に、転動体に適切な予圧が付与されているか検査することが求められる。
【0007】
特開2021-148710号公報には、ハブユニット軸受の組立完了後に、転動体に付与された予圧を算出することができる、予圧測定方法が開示されている。
【0008】
特開2021-148710号公報に記載された予圧測定方法は、外輪及びハブを軸方向両側から押圧するスラスト荷重を増加させながら、外輪とハブとの軸方向の相対距離を測定する。そして、相対距離の推移線上の変曲点を特定し、当該変曲点が現れるスラスト荷重を求める。その後、当該スラスト荷重から、ハブユニット軸受の転動体に付与された予圧を算出する。
【先行技術文献】
【特許文献】
【0009】
特開2021-148710号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特開2021-148710号公報に記載された予圧測定方法は、外輪とハブとの軸方向の相対距離の推移線上の変曲点を特定し、当該変曲点を利用して予圧を算出することから、以下のような2つの課題が存在する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
減速機
4日前
日本精工株式会社
軸受吊り具
4日前
日本精工株式会社
ボールねじ
1か月前
日本精工株式会社
回転機械装置
5日前
日本精工株式会社
信号出力回路
21日前
日本精工株式会社
駆動輪及び台車
4日前
日本精工株式会社
駆動輪及び台車
4日前
日本精工株式会社
駆動輪及び台車
4日前
日本精工株式会社
ボールねじ装置
19日前
日本精工株式会社
ハブユニット軸受
19日前
日本精工株式会社
軸受吊り具及び軸受
4日前
日本精工株式会社
軸受吊り具及び軸受
4日前
日本精工株式会社
磁歪式トルクセンサ
1か月前
日本精工株式会社
軸受吊り具及び軸受
4日前
日本精工株式会社
保持器及び転がり軸受
6日前
日本精工株式会社
センサ付ハブユニット軸受
1か月前
日本精工株式会社
玉軸受用冠型保持器、及び玉軸受
1か月前
日本精工株式会社
ハブユニット軸受の予圧測定方法
29日前
日本精工株式会社
ハブユニット軸受の外輪の製造方法
12日前
日本精工株式会社
実験支援システムおよび情報取得方法
5日前
日本精工株式会社
転がり軸受用冠形保持器、及び転がり軸受
12日前
日本精工株式会社
異常診断装置、異常診断方法およびプログラム
26日前
日本精工株式会社
アクチュエータ装置の制御装置、および制御方法
26日前
日本精工株式会社
表面処理を施された部品及び部品の製造組立方法
5日前
日本精工株式会社
駆動装置、および、パラレルリンクを含むロボット
6日前
日本精工株式会社
玉軸受、及び、玉軸受におけるグリースの塗布方法
1か月前
日本精工株式会社
転がり軸受の荷重推定装置、荷重推定方法、およびプログラム
12日前
日本精工株式会社
機械部品の製造方法、軸受の製造方法、機械部品、軸受、機械、及び車両
20日前
日本精工株式会社
検出装置付きハブユニット軸受及び検出装置付きハブユニット軸受システム
12日前
日本精工株式会社
検出装置付きハブユニット軸受及び検出装置付きハブユニット軸受システム
12日前
日本精工株式会社
歯車装置、直動アクチュエータ、バックラッシ角度測定方法およびプログラム
27日前
日本精工株式会社
パラレルリンクを含むロボット、および、パラレルリンクを含むロボットの製造方法
1か月前
日本精工株式会社
筒状部材の製造方法、機械装置の製造方法、及び車両の製造方法
19日前
日本精工株式会社
筒状部材の製造方法、機械装置の製造方法、および車両の製造方法
19日前
個人
粒子分析装置
12日前
株式会社イシダ
計量装置
6日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ