TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025056412
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023165869
出願日
2023-09-27
発明の名称
チタン合金成形体の製造方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22F
10/64 20210101AFI20250401BHJP(鋳造;粉末冶金)
要約
【課題】コスト上昇を抑えつつ、疲労強度と機械的強度との双方を確保する。
【解決手段】チタン合金成形体の製造方法は、チタン合金からなる金属粉末を用い、積層造形法により一次金属成形体を形成する工程と、一次金属成形体の表面を、機械加工により予め定められた寸法以上の厚さで除去し、二次金属成形体を得る工程と、二次金属成形体に対し、800℃以上890℃以下の温度域で、HIP(Hot Isostatic Pressing)処理を施す工程と、を含む。
【選択図】図1
特許請求の範囲
【請求項1】
チタン合金からなる金属粉末を用い、積層造形法により一次金属成形体を形成する工程と、
前記一次金属成形体の表面を、機械加工により予め定められた寸法以上の厚さで除去し、二次金属成形体を得る工程と、
前記二次金属成形体に対し、800℃以上890℃以下の温度域で、HIP(Hot Isostatic Pressing)処理を施す工程と、を含む、
チタン合金成形体の製造方法。
続きを表示(約 550 文字)
【請求項2】
前記二次金属成形体を得る工程では、前記一次金属成形体の表面を、0.1mm以上1.0mm以下の厚さで除去する、
請求項1に記載のチタン合金成形体の製造方法。
【請求項3】
前記HIP処理を施す工程では、
830℃以上870℃以下の温度域で、HIP処理を施す、
請求項1又は2に記載のチタン合金成形体の製造方法。
【請求項4】
前記一次金属成形体を形成する工程では、
99.8%以上の相対密度を有する前記一次金属成形体を形成する、
請求項1又は2に記載のチタン合金成形体の製造方法。
【請求項5】
前記一次金属成形体を形成する工程では、
電子ビーム粉末床溶融結合法を用い、前記一次金属成形体を形成する、
請求項1又は2に記載のチタン合金成形体の製造方法。
【請求項6】
前記一次金属成形体を形成する工程では、
前記チタン合金として、チタン(Ti)を主合金とし、アルミニウム(Al):5.5~6.75質量%、バナジウム(V);3.5~4.5質量%、を少なくとも含む、Ti-6Al-4V合金を用いる、
請求項1又は2に記載のチタン合金成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、チタン合金成形体の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
チタン(Ti)を主合金としたチタン合金粉末を用い、金属粉末積層造形法により、所望形状を有する積層造形体を形成する構成が開示されている(例えば、特許文献1参照)。
また、鋳造品、焼結体等における金属成形品の内部欠陥を除去するため手法として、HIP(Hot Isostatic Pressing)処理が知られている(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
特開2019-73760号公報
特開2016-112580号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、チタン合金粉末を用い、金属粉末積層造形法により形成した積層造形体に対し、HIP処理を施した場合、内部欠陥を除去することで、積層造形体の疲労強度が高まるものの、引張強度等の機械的強度が低下してしまうことを、本発明者らは見出した。機械強度の低下は、内部欠陥を除去する効果を十分に得るため、HIP処理の温度を、例えば900℃以上の高温域で行った結果、積層造形体を形成する金属結晶粒が粗大化してしまうことによるものと思われる。
一方、HIP処理の温度を下げると、金属結晶粒の粗大化が抑えられるものの、内部欠陥の除去効果が低下してしまう。
【0005】
これに対し、HIP処理の温度を下げつつ、HIP処理時の圧力を高めれば、内部欠陥の除去効果を確保しつつ、金属結晶粒の粗大化を抑えることが期待できる。しかしながら、HIP処理時の圧力を高めるには、HIP処理を行う処理装置の耐圧性を高める必要があり、処理装置のコスト上昇に繋がる。
【0006】
本開示は、上記課題を解決するためになされたものであって、コスト上昇を抑えつつ、疲労強度と機械的強度との双方を確保することができるチタン合金成形体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本開示に係るチタン合金成形体の製造方法は、チタン合金からなる金属粉末を用い、積層造形法により一次金属成形体を形成する工程と、前記一次金属成形体の表面を、機械加工により予め定められた寸法以上の厚さで除去し、二次金属成形体を得る工程と、前記二次金属成形体に対し、800℃以上890℃以下の温度域で、HIP(Hot Isostatic Pressing:等方静水圧熱処理)処理を施す工程と、を含む。
【発明の効果】
【0008】
本開示のチタン合金成形体の製造方法によれば、コスト上昇を抑えつつ、疲労強度と機械的強度との双方を確保することができる。
【図面の簡単な説明】
【0009】
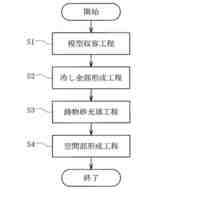
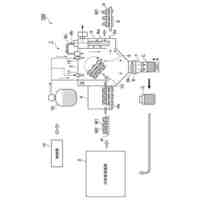
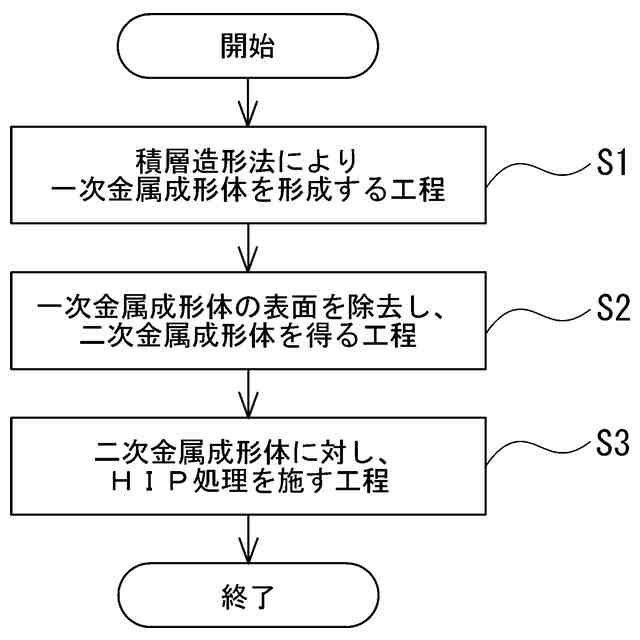
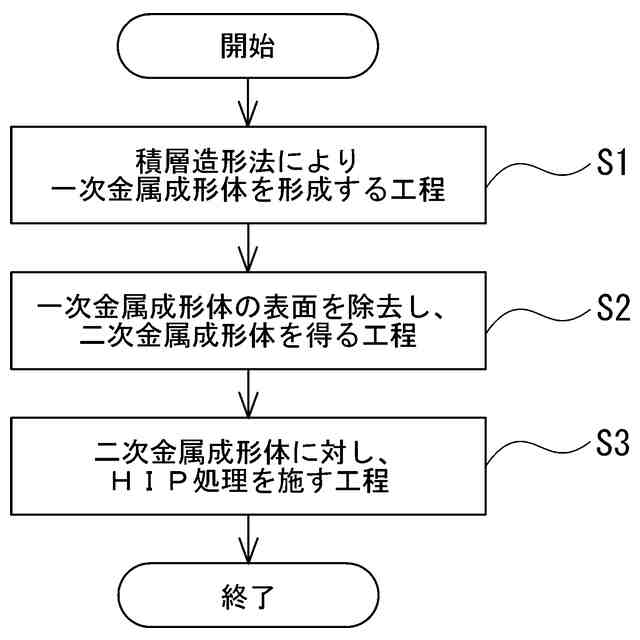
本開示の実施形態に係るチタン合金成形体の製造方法の手順を示すフローチャートである。
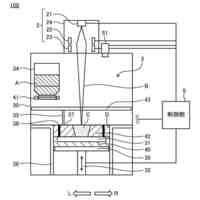
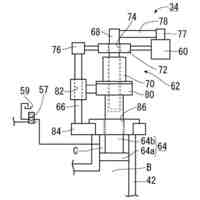
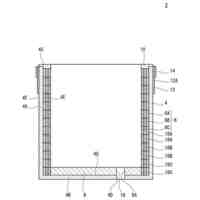
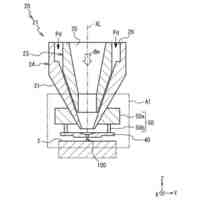
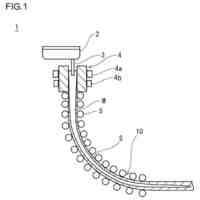
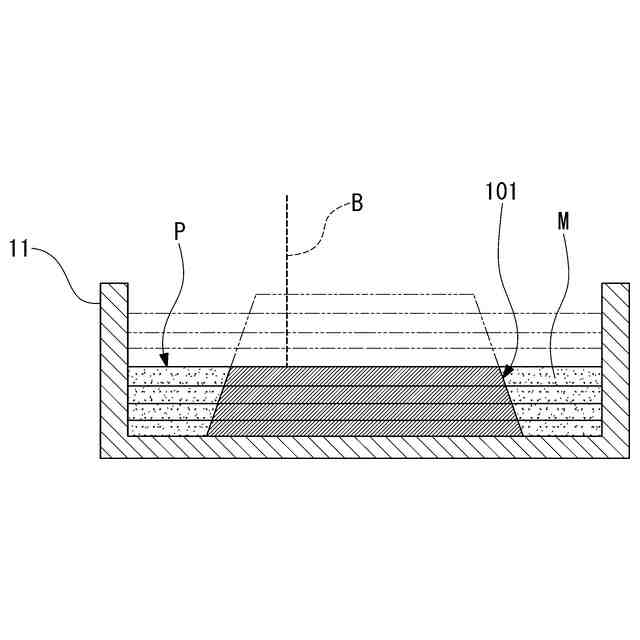
積層造形法により一次金属成形体を形成する工程を示す模式図である。
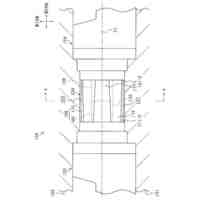
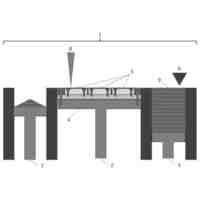
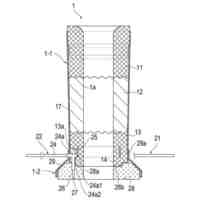
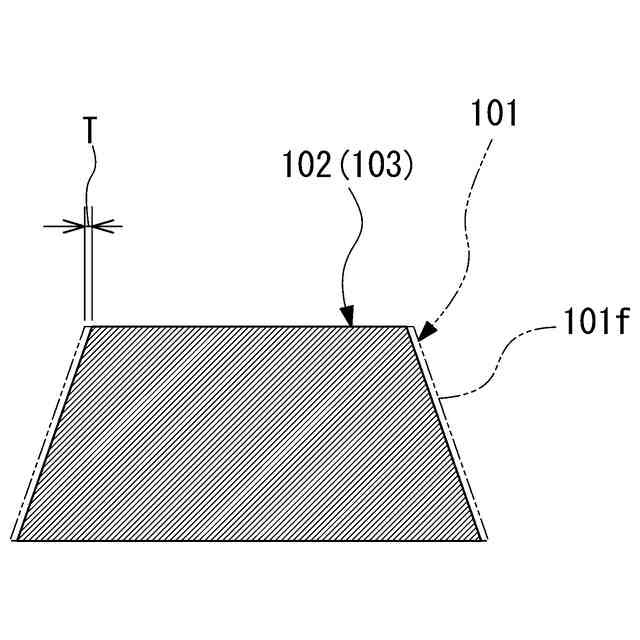
一次金属成形体の表面を除去し、二次金属成形体を得る工程を示す模式図である。
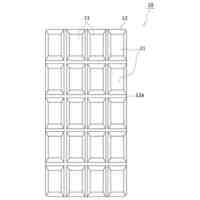
HIP処理前の試験片のX線CT検査結果から得た、欠陥の分布を示す。
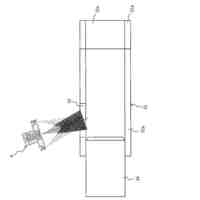
試験片のX線CT検査結果における、欠陥の発生位置の分布を示す図である。
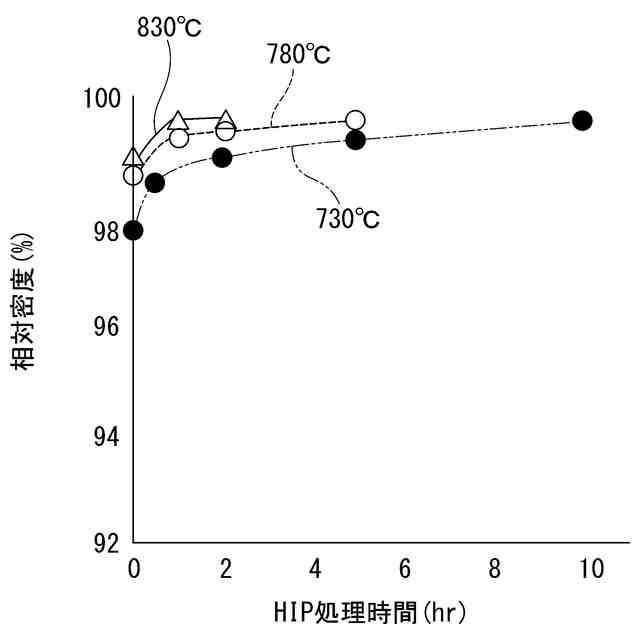
HIP処理後の試験片の相対密度を示す図である。
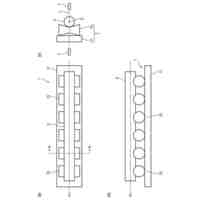
試験片のX線CT検査結果を示す図である。
HIP処理後の試験片のEBSD測定結果およびFE-SEM観察結果を示す図である。
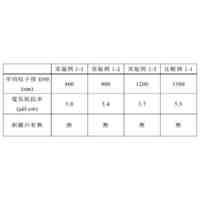
α相の平均ラス幅と、HIP処理温度との関係を示す図である。
表面を除去していない試験片における疲労試験の結果を示す図である。
表面を除去した試験片における疲労試験の結果を示す図である。
表面を除去する厚さを異ならせた試験片における疲労試験の結果を示す図である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照して、本開示によるチタン合金成形体の製造方法を実施するための形態を説明する。しかし、本開示はこの実施形態のみに限定されるものではない。
(チタン合金成形体の製造方法の手順)
図1に示すように、チタン合金成形体の製造方法は、積層造形法により一次金属成形体を形成する工程S1と、一次金属成形体の表面を除去し、二次金属成形体を得る工程S2と、二次金属成形体に対し、HIP処理を施す工程S3と、を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
7日前
三菱電機株式会社
三次元造形装置
3か月前
株式会社 寿原テクノス
金型装置
3か月前
株式会社プロテリアル
合金粉末の製造方法
26日前
株式会社エスアールシー
インゴット
3か月前
株式会社キャステム
鋳造品の製造方法
11日前
個人
透かし模様付き金属板の製造方法
3か月前
芝浦機械株式会社
成形機
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
27日前
芝浦機械株式会社
成形機
2か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
13日前
新東工業株式会社
粉末除去装置
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
日立Astemo株式会社
成形装置
1か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
13日前
山陽特殊製鋼株式会社
取鍋
3か月前
株式会社神戸製鋼所
鋼の製造方法
2か月前
セイコーエプソン株式会社
製造方法
4日前
株式会社荏原製作所
造形ノズル
3か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
4日前
東京窯業株式会社
上ノズル上プレート一体物
3か月前
黒崎播磨株式会社
浸漬ノズル
3か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
28日前
日本製鉄株式会社
鋳片の連続鋳造方法
4日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
1か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
11日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ