TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025065969
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023175516
出願日
2023-10-10
発明の名称
焼結部材及びその製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22F
5/00 20060101AFI20250415BHJP(鋳造;粉末冶金)
要約
【課題】圧粉体における段差の凹角部に発生する割れや密度不足に伴う強度不足を抑制可能な焼結部材及びその製造方法を提供する。
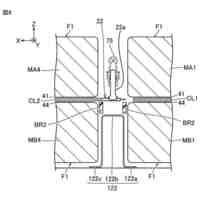
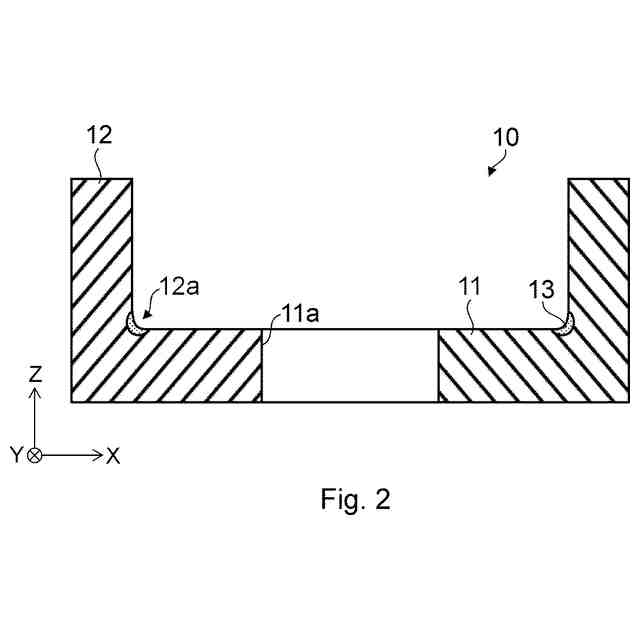
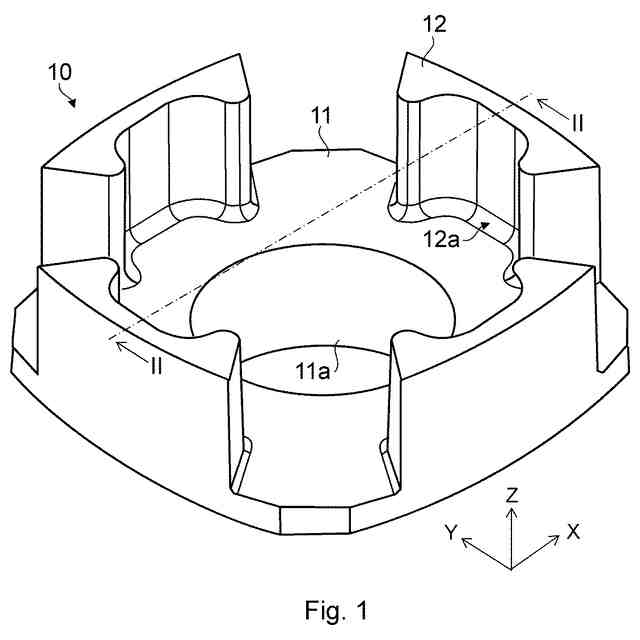
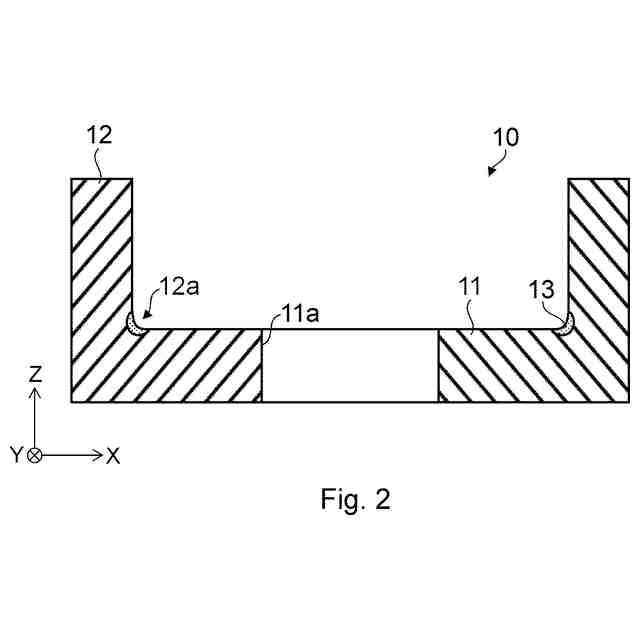
【解決手段】本開示の一態様に係る焼結部材は、金属粉末からなり段差を有する単一の圧粉体が焼結された焼結部材である。段差の凹角部の表面において、焼結された金属粉末同士の隙間に、ろう材が浸透している。
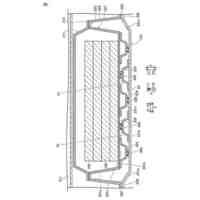
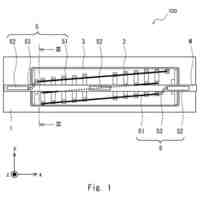
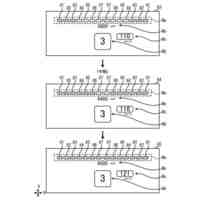
【選択図】図2
特許請求の範囲
【請求項1】
金属粉末からなり段差を有する単一の圧粉体が焼結された焼結部材であって、
前記段差の凹角部の表面において、焼結された前記金属粉末同士の隙間に、ろう材が浸透している、
焼結部材。
続きを表示(約 390 文字)
【請求項2】
前記金属粉末は、Fe系金属粉末であり、
前記ろう材は、Cu-Ni-Mn系ろう材である、
請求項1に記載の焼結部材。
【請求項3】
金属粉末からなり段差を有する単一の圧粉体を準備するステップと、
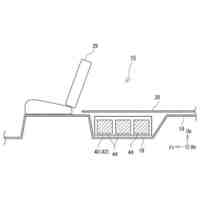
前記段差の凹角部の表面にろう材を配置するステップと、
前記ろう材が配置された前記圧粉体を焼結するステップと、を備える、
焼結部材の製造方法。
【請求項4】
前記ろう材はペースト状であり、前記段差の凹角部の表面に前記ろう材を塗布することによって、前記ろう材を配置する、
請求項3に記載の焼結部材の製造方法。
【請求項5】
前記金属粉末は、Fe系金属粉末であり、
前記ろう材は、Cu-Ni-Mn系ろう材である、
請求項3又は4に記載の焼結部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、焼結部材及びその製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
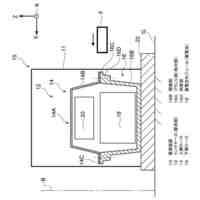
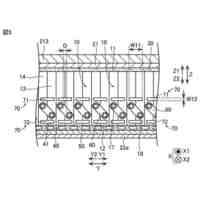
Fe系金属粉末等の金属粉末を、例えばダイス内において下パンチと上パンチとによって圧縮し、圧粉体を成形し、当該圧粉体を焼結して焼結部材を製造する手法が知られている。例えば、特許文献1には、段差を有する圧粉体を形成する多段成形装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-091143号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
発明者らは、段差を有する圧粉体を焼結した焼結部材及びその製造方法に関し、以下の問題点を見出した。
段差を有する圧粉体では、圧粉体の成形時に、段差の凹角部に割れや密度不足が発生し、その結果、焼結部材に強度不足の不良が発生する虞があった。
【0005】
本開示は、このような事情に鑑みなされたものであって、圧粉体における段差の凹角部に発生する割れや密度不足に伴う強度不足を抑制可能な焼結部材及びその製造方法を提供する。
【課題を解決するための手段】
【0006】
本開示の一態様に係る焼結部材は、
金属粉末からなり段差を有する単一の圧粉体が焼結された焼結部材であって、
前記段差の凹角部の表面において、焼結された前記金属粉末同士の隙間に、ろう材が浸透しているものである。
【0007】
本開示の一態様に係る焼結部材では、段差の凹角部の表面において、焼結された金属粉末同士の隙間に、ろう材が浸透している。そのため、圧粉体の成形時に段差の凹角部に発生した割れや密度不足を解消し、当該圧粉体を焼結することによって得られる焼結部材の強度不足を抑制できる。
【0008】
前記金属粉末は、Fe系金属粉末であり、前記ろう材は、Cu-Ni-Mn系ろう材でもよい。このような構成が好適である。
【0009】
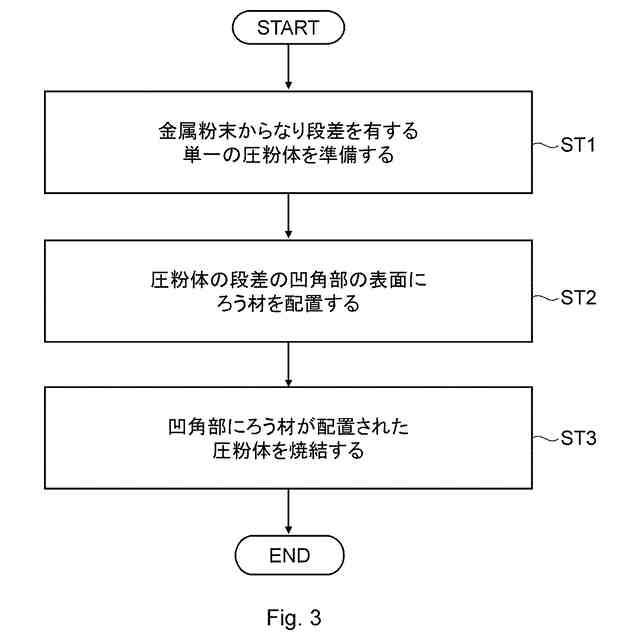
本開示の一態様に係る焼結部材の製造方法は、
金属粉末からなり段差を有する単一の圧粉体を準備するステップと、
前記段差の凹角部の表面にろう材を配置するステップと、
前記ろう材が配置された前記圧粉体を焼結するステップと、を備えるものである。
【0010】
本開示の一態様に係る焼結部材の製造方法では、圧粉体の段差の凹角部の表面にろう材を配置し、当該圧粉体を焼結する。そのため、焼結時に凹角部の表面において、焼結される金属粉末同士の隙間に溶融したろう材が浸透する。そのため、圧粉体の成形時に段差の凹角部に発生した割れや密度不足を解消し、当該圧粉体を焼結することによって得られる焼結部材の強度不足を抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
装置
19日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
車両
20日前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
装置
19日前
トヨタ自動車株式会社
車両
26日前
トヨタ自動車株式会社
車両
18日前
トヨタ自動車株式会社
サーバ
3日前
トヨタ自動車株式会社
モータ
10日前
トヨタ自動車株式会社
回転子
10日前
トヨタ自動車株式会社
電動車
9日前
トヨタ自動車株式会社
電動車両
18日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
23日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
駆動装置
17日前
トヨタ自動車株式会社
電源装置
20日前
トヨタ自動車株式会社
電動車両
18日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
電動車両
18日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
電動車両
9日前
トヨタ自動車株式会社
加熱装置
9日前
トヨタ自動車株式会社
表示装置
11日前
トヨタ自動車株式会社
電動車両
9日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
制御装置
23日前
トヨタ自動車株式会社
制御装置
25日前
トヨタ自動車株式会社
液系電池
27日前
トヨタ自動車株式会社
ステータ
27日前
トヨタ自動車株式会社
蓄電装置
26日前
トヨタ自動車株式会社
蓄電装置
26日前
トヨタ自動車株式会社
給電装置
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ