TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025023532
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2023127737
出願日
2023-08-04
発明の名称
冷却装置及び冷却方法
出願人
デザインパーツ株式会社
代理人
個人
主分類
B22C
9/06 20060101AFI20250207BHJP(鋳造;粉末冶金)
要約
【課題】本発明の目的は、金型の錆の腐食によるひび割れ防止を図った冷却装置及び冷却方法を提供するものである。
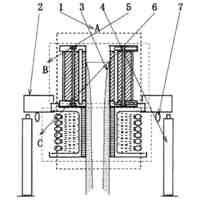
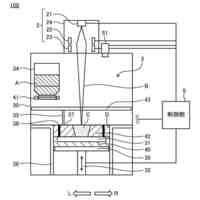
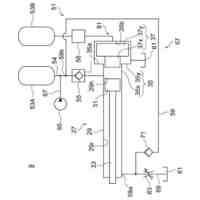
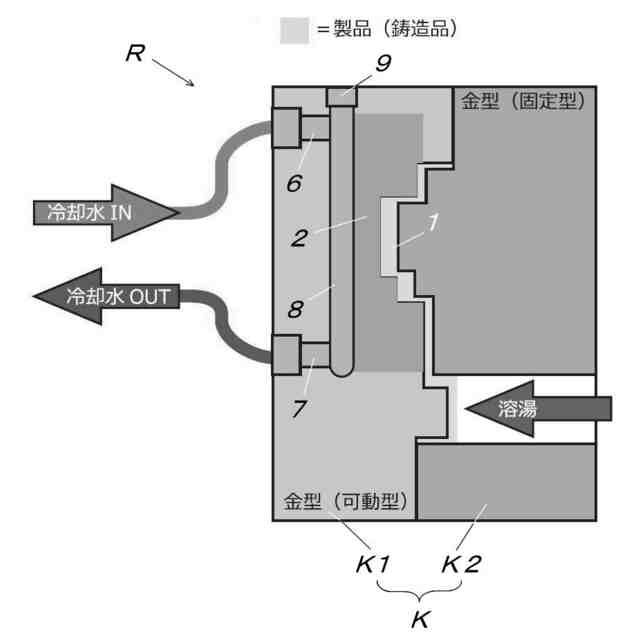
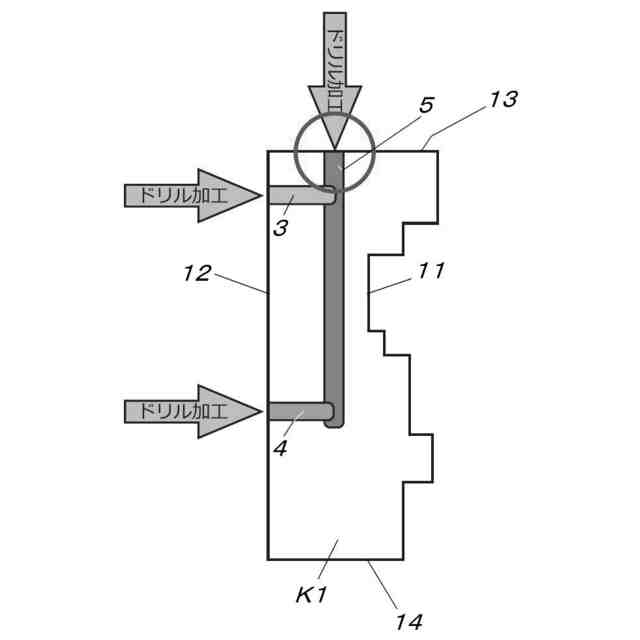
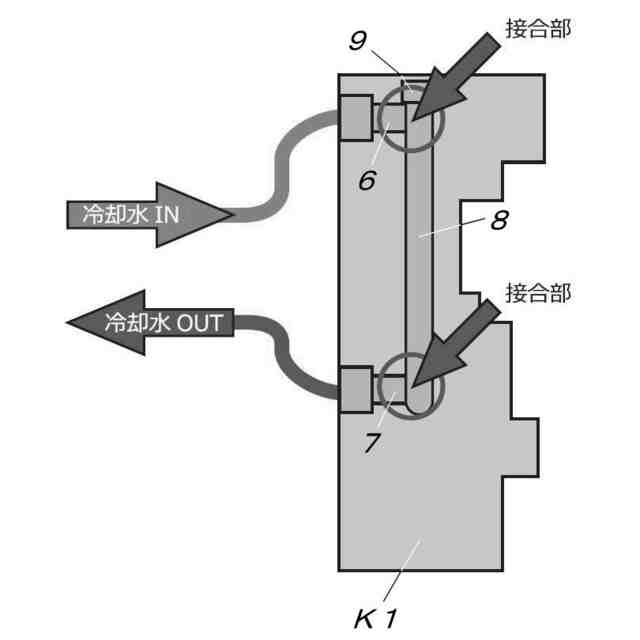
【解決手段】冷却装置Rは、溶融した金属又は樹脂を金型に流し込み製品形状を作る製造装置の金型を冷却する冷却装置であって、金型は第1の金型K1と第2の金型K2を有し、第1の金型は第1、第2、第3、第4の面を有し、第2の面から第1の面に向かう直線状の第1の長孔と、第2の面から第1の面に向かう直線状の第2の長孔と、第1の長孔と第2の長孔に連通する第3の長孔と、第1の長孔に挿入された第1の挿入管6と、第2の長孔に挿入された第2の挿入管7と、第3の長孔に挿入された第3の挿入管8と、この第3の挿入管8の外方側端部を封止する封止部材9とを備え、第1の挿入管と第2の挿入管は、第3の挿入管に連通し、第1の挿入管からの冷却流体を第3の挿入管、第2の挿入管に導いて、第1の金型を冷却するものである。
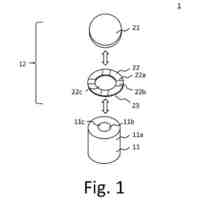
【選択図】図1
特許請求の範囲
【請求項1】
溶融した金属又は樹脂を金型に流し込み製品形状を作る製造装置の金型を冷却する冷却装置であって、
前記金型は、少なくとも、第1の金型と第2の金型を有し、
前記第1の金型は、断面視、前記溶融した金属又は樹脂の側である第1の面と、この第1の面から遠い側の面である第2の面と、この第2の面の一方側と前記第1の面の一方側とを接続する第3の面と、前記第2の面の他方側と前記第1の面の他方側とを接続する第4の面とを有し、時計回りに、前記第2の面、前記第3の面、前記第1の面、前記第4の面が位置し、
前記第2の面から前記第1の面に向かう直線状の第1の長孔と、
前記第2の面から前記第1の面に向かう直線状の第2の長孔と、
この第2の長孔と前記第1の長孔とは、離間し、
前記第3の面又は、前記第4の面から前記第1の金型の内部に直線状に向かうと共に、前記第1の長孔と前記第2の長孔に連通する第3の長孔と、
前記第1の長孔に当接するように挿入された第1の挿入管と、
前記第2の長孔に当接するように挿入された第2の挿入管と、
前記第3の長孔に当接するように挿入された第3の挿入管と、
この第3の挿入管の外方側端部を封止する封止部材とを備え、
前記第1の挿入管と前記第2の挿入管は、前記第3の挿入管に連通し、
前記第1の挿入管からの冷却流体を前記第3の挿入管、前記第2の挿入管に導いて、
前記第1の金型を冷却する
ことを特徴とする冷却装置。
続きを表示(約 3,100 文字)
【請求項2】
溶融した金属又は樹脂を金型に流し込み製品形状を作る製造装置の前記金型を冷却する冷却方法であって、
前記金型は、少なくとも、第1の金型と第2の金型を有し、
前記第1の金型は、
前記第1の金型は、断面視、前記溶融した金属又は樹脂の側である第1の面と、この第1の面から遠い側の面である第2の面とを有し、前記第2の面から前記溶融した金属又は樹脂の側である前記第1の面に向かう直線状の第1の長孔と、
前記第2の面から前記第1の面に向かう直線状の第2の長孔と、
この第2の長孔と前記第1の長孔とは、離間し、
前記第1の面及び前記第2の面以外の面から前記第1の金型の内部に直線状に向かうと共に、前記第1の長孔と前記第2の長孔に連通する第3の長孔と、
前記第1の長孔に当接するように挿入された第1の挿入管と、
前記第2の長孔に当接するように挿入された第2の挿入管と、
前記第3の長孔に当接するように挿入された第3の挿入管と、
この第3の挿入管の外方側端部を封止する封止部材とを備え、
前記第1の挿入管と前記第2の挿入管は、前記第3の挿入管に連通し、
前記第1の挿入管からの冷却流体を前記第3の挿入管、前記第2の挿入管に導いて、
前記第1の金型を冷却する
ことを特徴とする冷却方法。
【請求項3】
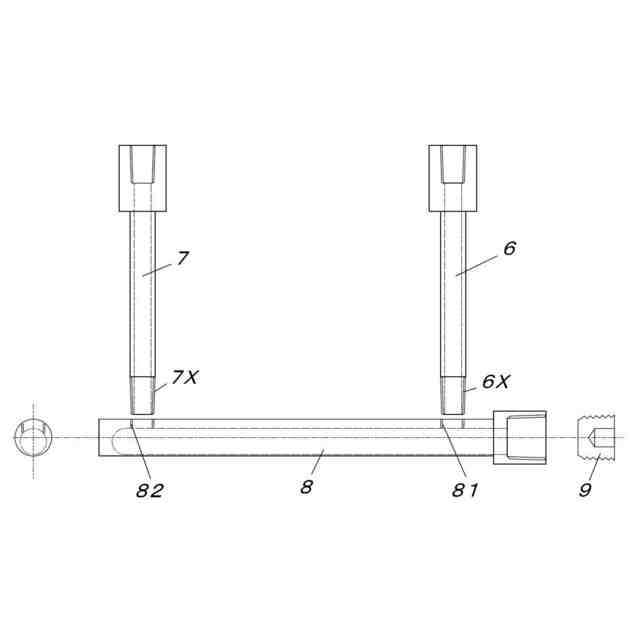
第1の挿入管の先端部に設けた第1の雄ネジが第3の挿入管に設けた第1の雌ネジ
に螺合し、第2の挿入管の先端部に設けた第2の雄ネジが前記第3の挿入管に設けた第2の雌ネジに螺合している
ことを特徴とする請求項1記載の冷却装置。
【請求項4】
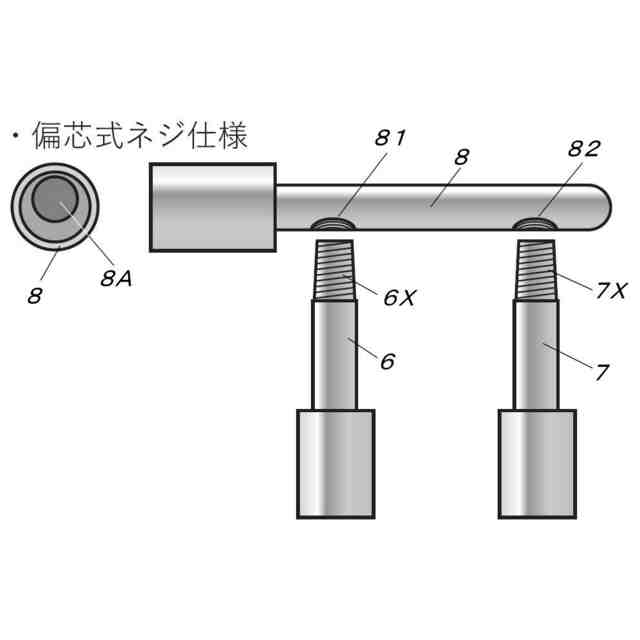
第3の挿入管は、前記第3の挿入管の外径の中心と前記第3の挿入管の内径の中心とが異なると共に肉厚も異なる偏心管であり、第1の雌ネジと第2の雌ネジは、前記偏心管
の肉厚が厚い部位に設けられている
ことを特徴とする請求項3記載の冷却装置。
【請求項5】
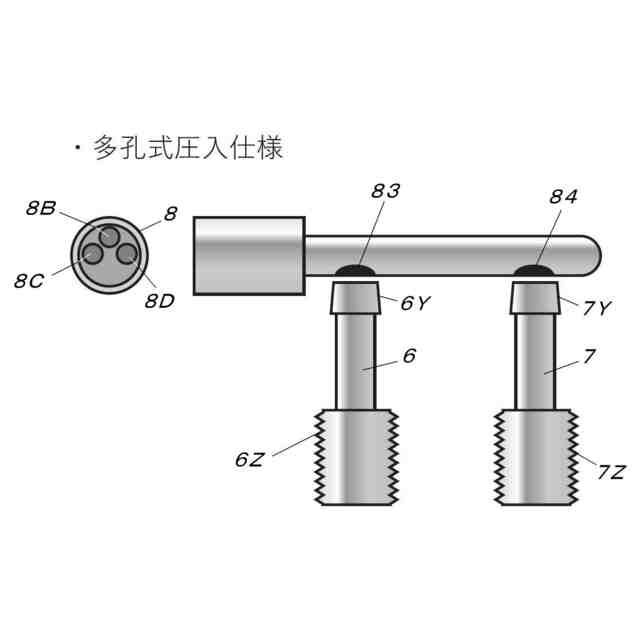
第1の挿入管の先端部に設けた第1のテーパー部が第3の挿入管に設けた第1の孔部に当接し、第2の挿入管の先端部に設けた第2のテーパー部が前記第3の挿入管に設けた第2の孔部に当接し、前記第1のテーパー部及び前記第2のテーパー部は前記第3の挿入管に向かう方向に先細りに形成されている
ことを特徴とする請求項1記載の冷却装置。
【請求項6】
第3の挿入管は、前記第3の挿入管の外径の中心と前記第3の挿入管の内径の中心とが異なると共に肉厚も異なる偏心管であり、第1の孔部と第2の孔部は、前記偏心管
の肉厚が厚い部位に設けられている
ことを特徴とする請求項5記載の冷却装置。
【請求項7】
溶融した金属又は樹脂を金型に流し込み製品形状を作る製造装置の前記金型を冷却する冷却装置であって、
前記金型は、少なくとも、第1の金型と第2の金型を有し、
前記第1の金型は、少なくとも、第1の面、第2の面、第3の面、第4の面、第5の面、第6の面を有し、前記第1の面は前記溶融した金属又は樹脂の側であり、前記第2の面は前記第1の面から遠い側の面であり、前記第5の面の正面視において、右に前記第1の面、左に前記第2の面、上に前記第3の面、下に前記第4の面、背面に前記第6の面が位置し、
前記第5の面と前記第6の面を貫通する直線状の第1の長孔と、
この第1の長孔に当接するように挿入された第1の挿入管とを備え、
前記第1の挿入管は前記第2の面より前記第1の面に近い側に位置し、
前記第1の挿入管からの冷却流体により前記第1の金型を冷却する
ことを特徴とする冷却装置。
【請求項8】
溶融した金属又は樹脂を金型に流し込み製品形状を作る製造装置の前記金型を冷却する冷却装置であって、
前記金型は、少なくとも、第1の金型と第2の金型を有し、
前記第1の金型は、少なくとも、第1の面、第2の面、第3の面、第4の面、第5の面、第6の面を有し、前記第1の面は前記溶融した金属又は樹脂の側であり、前記第2の面は前記第1の面から遠い側の面であり、前記第5の面の正面視において、右に前記第1の面、左に前記第2の面、上に前記第3の面、下に前記第4の面、背面に第6の面が位置し、
前記第5の面と前記第6の面を貫通する直線状の第1の長孔と、
前記第5の面と前記第6の面を貫通する直線状の第2の長孔と、
この第2の長孔と前記第1の長孔は離間し、
前記第1の長孔に当接するように挿入された第1の挿入管と、
前記第2の長孔に当接するように挿入された第2の挿入管とを備え、
前記第1の挿入管及び前記第2の挿入管は、前記第2の面より前記第1の面に近い側に位置し、
前記第1の挿入管及び前記第2の挿入管からの冷却流体により前記第1の金型を冷却する
ことを特徴とする冷却装置。
【請求項9】
溶融した金属又は樹脂を金型に流し込み製品形状を作る製造装置の前記金型を冷却する冷却装置であって、
前記金型は、少なくとも、第1の金型と第2の金型を有し、
前記第1の金型は、少なくとも、第1の面、第2の面、第3の面、第4の面、第5の面、第6の面を有し、前記第1の面は前記溶融した金属又は樹脂の側であり、前記第2の面は前記第1の面から遠い側の面であり、前記第5の面の正面視において、右に前記第1の面、左に前記第2の面、上に前記第3の面、下に前記第4の面、背面に第6の面が位置し、
前記第3の面と前記第4の面を貫通する直線状の第1’の長孔と、
この第1’の長孔に当接するように挿入された第1’の挿入管とを備え、
前記第1’の挿入管は前記第2の面より前記第1の面に近い側に位置し、
前記第1’の挿入管からの冷却流体により前記第1の金型を冷却する
ことを特徴とする冷却装置。
【請求項10】
溶融した金属又は樹脂を金型に流し込み製品形状を作る製造装置の前記金型を冷却する冷却装置であって、
前記金型は、少なくとも、第1の金型と第2の金型を有し、
前記第1の金型は、少なくとも、第1の面、第2の面、第3の面、第4の面、第5の面、第6の面を有し、前記第1の面は前記溶融した金属又は樹脂の側であり、前記第2の面は前記第1の面から遠い側の面であり、前記第5の面の正面視において、右に前記第1の面、左に前記第2の面、上に前記第3の面、下に前記第4の面、背面に前記第6の面が位置し、
前記第3の面と前記第4の面を貫通する直線状の第1’の長孔と、
前記第3の面と前記第4の面を貫通する直線状の第2’の長孔と、
この第2’の長孔と前記第1’の長孔は離間し、
前記第1’の長孔に当接するように挿入された第1’の挿入管と、
前記第2’の長孔に当接するように挿入された第2’の挿入管とを備え、
前記第1’の挿入管及び前記第2’の挿入管は、前記第2の面より前記第1の面に近い側に位置し、
前記第1’の挿入管及び前記第2’の挿入管からの冷却流体により前記第1の金型を冷却する
ことを特徴とする冷却装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、冷却装置及び冷却方法に係り、特に、金型の錆の腐食によるひび割れ防止を図った冷却装置及び冷却方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、金型をライン冷却によって冷却したものがある(特許文献1参照)。
ライン冷却を図21及び図22を用いて説明する。金型1は、図21に示すように、金型K1と第2の金型K2を有し、第1の金型K1と第2の金型K2との間に空間10が設けられている。
第1の金型K1に、通路R1、R2、R3を直接設け、通路R1、R2、R3に通水することにより、金型の内部にある溶融金属を冷却するようにしている。
【先行技術文献】
【特許文献】
【0003】
特許第4813511号
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、長年使用していると、通路R1、R2、R3内に錆による腐食が生じ、ひび割れが生じ、該ひび割れに起因する冷却流体の溶湯へのしみ出しによって金型形成品に不良を生じるという問題点が生じた。
【0005】
本発明は、上記の問題点を考慮してなされた冷却装置及び冷却方法を提供することにある。
【課題を解決するための手段】
【0006】
請求項1記載の冷却装置は、溶融した金属又は樹脂を金型に流し込み製品形状を作る製造装置の金型を冷却する冷却装置であって、前記金型は、少なくとも、第1の金型と第2の金型を有し、前記第1の金型は、断面視、前記溶融した金属又は樹脂の側である第1の面と、この第1の面から遠い側の面である第2の面と、この第2の面の一方側と前記第1の面の一方側とを接続する第3の面と、前記第2の面の他方側と前記第1の面の他方側とを接続する第4の面とを有し、時計回りに、前記第2の面、前記第3の面、前記第1の面、前記第4の面が位置し、前記第2の面から前記第1の面に向かう直線状の第1の長孔と、前記第2の面から前記第1の面に向かう直線状の第2の長孔と、この第2の長孔と前記第1の長孔とは、離間し、前記第3の面又は、前記第4の面から前記第1の金型の内部に直線状に向かうと共に、前記第1の長孔と前記第2の長孔に連通する第3の長孔と、
前記第1の長孔に当接するように挿入された第1の挿入管と、前記第2の長孔に当接するように挿入された第2の挿入管と、前記第3の長孔に当接するように挿入された第3の挿入管と、この第3の挿入管の外方側端部を封止する封止部材とを備え、前記第1の挿入管と前記第2の挿入管は、前記第3の挿入管に連通し、前記第1の挿入管からの冷却流体を前記第3の挿入管、前記第2の挿入管に導いて、前記第1の金型を冷却するものである。
【0007】
また、請求項2記載の冷却方法は、溶融した金属又は樹脂を金型に流し込み製品形状を作る製造装置の前記金型を冷却する冷却方法であって、前記金型は、少なくとも、第1の金型と第2の金型を有し、前記第1の金型は、前記第1の金型は、断面視、前記溶融した金属又は樹脂の側である第1の面と、この第1の面から遠い側の面である第2の面とを有し、前記第2の面から前記溶融した金属又は樹脂の側である前記第1の面に向かう直線状の第1の長孔と、前記第2の面から前記第1の面に向かう直線状の第2の長孔と、この第2の長孔と前記第1の長孔とは、離間し、前記第1の面及び前記第2の面以外の面から前記第1の金型の内部に直線状に向かうと共に、前記第1の長孔と前記第2の長孔に連通する第3の長孔と、前記第1の長孔に当接するように挿入された第1の挿入管と、前記第2の長孔に当接するように挿入された第2の挿入管と、前記第3の長孔に当接するように挿入された第3の挿入管と、この第3の挿入管の外方側端部を封止する封止部材とを備え、前記第1の挿入管と前記第2の挿入管は、前記第3の挿入管に連通し、前記第1の挿入管からの冷却流体を前記第3の挿入管、前記第2の挿入管に導いて、前記第1の金型を冷却するものである。
【0008】
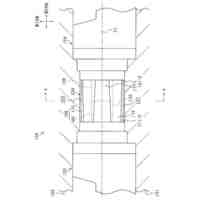
また、請求項3記載の冷却装置は、請求項1記載の冷却装置において、第1の挿入管の先端部に設けた第1の雄ネジが第3の挿入管に設けた第1の雌ネジに螺合し、第2の挿入管の先端部に設けた第2の雄ネジが前記第3の挿入管に設けた第2の雌ネジに螺合しているものである。
【0009】
また、請求項4記載の冷却装置は、請求項3記載の冷却装置において、第3の挿入管は、前記第3の挿入管の外径の中心と前記第3の挿入管の内径の中心とが異なると共に肉厚も異なる偏心管であり、第1の雌ネジと第2の雌ネジは、前記偏心管の肉厚が厚い部位に設けられているものである。
【0010】
また、請求項5記載の冷却装置は、請求項1記載の冷却装置において、第1の挿入管の先端部に設けた第1のテーパー部が第3の挿入管に設けた第1の孔部に当接し、第2の挿入管の先端部に設けた第2のテーパー部が前記第3の挿入管に設けた第2の孔部に当接し、前記第1のテーパー部及び前記第2のテーパー部は前記第3の挿入管に向かう方向に先細りに形成されているものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
UBEマシナリー株式会社
成形機
9か月前
トヨタ自動車株式会社
押湯入子
1か月前
友鉄工業株式会社
錫プレート成形方法
11日前
マツダ株式会社
鋳造装置
10か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
三菱電機株式会社
三次元造形装置
8か月前
株式会社 寿原テクノス
金型装置
8か月前
株式会社エスアールシー
インゴット
8か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
個人
透かし模様付き金属板の製造方法
8か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
成形機
7か月前
芝浦機械株式会社
成形機
7か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
株式会社キャステム
鋳造品の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
株式会社クボタ
弁箱用の消失模型
9か月前
旭有機材株式会社
鋳型の製造方法
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
東洋機械金属株式会社
ダイカストマシン
9か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
株式会社浅沼技研
半溶融金属の成形方法
8か月前
トヨタ自動車株式会社
金型温度調整装置
8か月前
トヨタ自動車株式会社
突き折り棒
4か月前
東洋機械金属株式会社
ダイカストマシン
8か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
株式会社日本高熱工業社
潤滑剤塗布装置
7か月前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ