TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069560
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179355
出願日
2023-10-18
発明の名称
製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B22C
9/02 20060101AFI20250423BHJP(鋳造;粉末冶金)
要約
【課題】強度と軽量化とを両立させた成形品を製造することができる製造方法を提供すること。
【解決手段】ジェネレイティブデザインによる砂型の三次元形状を設計する形状設計工程と、三次元造形法によって、前記形状設計工程により設計された三次元形状の前記砂型の造形を行う三次元造形工程と、前記三次元造形工程により造形された前記砂型を用いて成形品の鋳造を行う鋳造工程と、を有する製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
ジェネレイティブデザインによる砂型の三次元形状を設計する形状設計工程と、
三次元造形法によって、前記形状設計工程により設計された三次元形状の前記砂型の造形を行う三次元造形工程と、
前記三次元造形工程により造形された前記砂型を用いて成形品の鋳造を行う鋳造工程と、
を有する製造方法。
続きを表示(約 710 文字)
【請求項2】
前記三次元造形法は、バインダージェット方式の三次元造形装置を用いた造形方法である、
請求項1に記載の製造方法。
【請求項3】
前記鋳造工程は、アルミニウムを用いた前記鋳造を行う、
請求項1に記載の製造方法。
【請求項4】
前記鋳造工程は、マグネシウム合金を用いた前記鋳造を行う、
請求項1に記載の製造方法。
【請求項5】
前記三次元造形工程により造形された前記砂型の少なくとも一部への付加造形を行う付加造形工程を有し、
前記鋳造工程は、前記付加造形工程により付加造形が行われた後の前記砂型を用いて前記鋳造を行う、
請求項1に記載の製造方法。
【請求項6】
前記鋳造工程により鋳造された前記成形品の形状は、ニアネットシェイプである、
請求項1に記載の製造方法。
【請求項7】
前記鋳造工程により鋳造がされた前記成形品の三次元形状を計測する三次元形状計測工程を有する、
請求項1に記載の製造方法。
【請求項8】
前記鋳造工程により鋳造がされた前記成形品への熱処理を行う熱処理工程と、
前記熱処理工程により熱処理が行われた後の前記成形品を、前記三次元形状計測工程により計測された三次元形状に基づいて切削する切削工程と、
を有し、
前記三次元形状計測工程は、前記熱処理工程の後に行われる、
請求項7に記載の製造方法。
【請求項9】
前記成形品は、ロボットのアームの筐体である、
請求項1に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この開示は、製造方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
鋳造等に用いる砂型の造形に関する技術についての研究、開発が行われている。
【0003】
これに関し、鋳造に用いる砂型を、インクジェット法を応用した三次元造形技術で造形する方法が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2017-131948号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載されたような方法では、鋳造される成形品の設計において、成形品のトポロジーと形状とのそれぞれを最適化することが困難であった。その結果、当該方法では、強度と軽量化とを両立させた成形品を製造することが困難な場合があった。
【課題を解決するための手段】
【0006】
上記課題を解決するために本開示の一態様は、ジェネレイティブデザインによる砂型の三次元形状を設計する形状設計工程と、三次元造形法によって、前記形状設計工程により設計された三次元形状の前記砂型の造形を行う三次元造形工程と、前記三次元造形工程により造形された前記砂型を用いて成形品の鋳造を行う鋳造工程と、を有する製造方法である。
【図面の簡単な説明】
【0007】
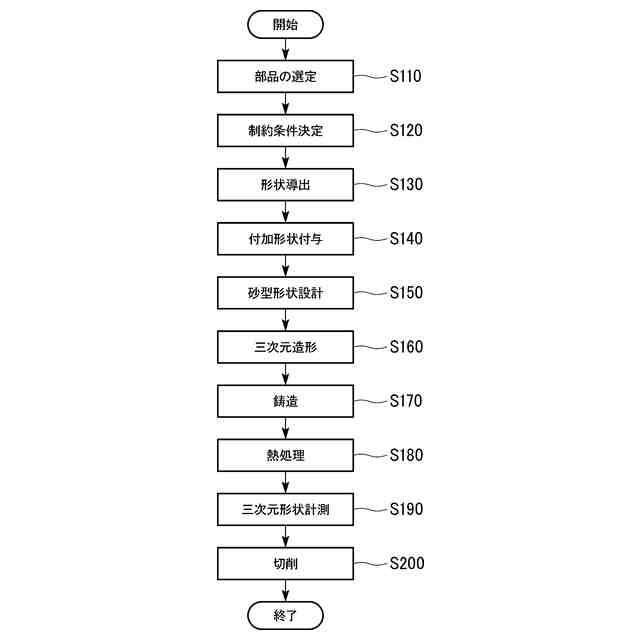
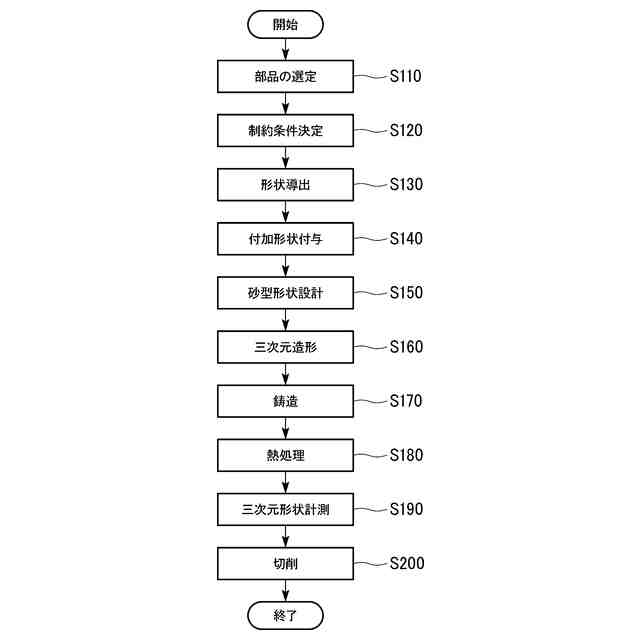
実施形態に係る製造方法の流れの一例を示す図である。
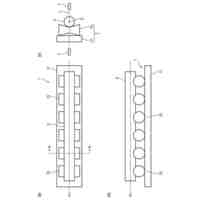
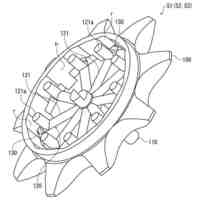
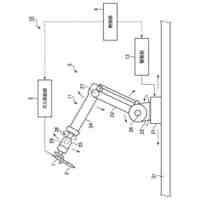
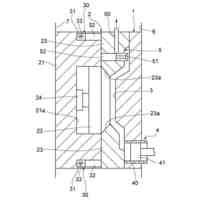
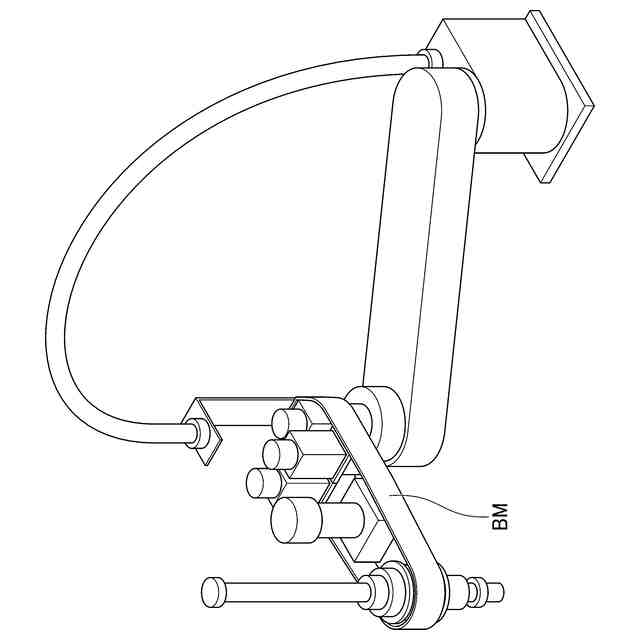
製造方法Xにより製造されたスカラロボットの第2アームの筐体BMの一例を示す図である。
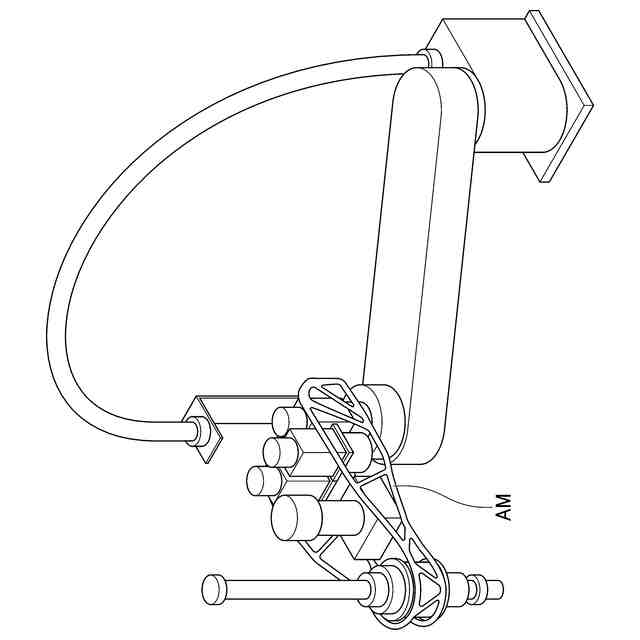
実施形態に係る製造方法により製造されたスカラロボットの第2アームの筐体AMの一例を示す図である。
【発明を実施するための形態】
【0008】
<実施形態>
以下、本開示の実施形態について、図面を参照して説明する。
【0009】
<製造方法の概要>
まず、実施形態に係る製造方法の概要について説明する。
【0010】
実施形態に係る製造方法は、形状設計工程と、三次元造形工程と、鋳造工程を有する。形状設計工程は、ジェネレイティブデザインによる砂型の三次元形状を設計する工程である。三次元造形工程は、三次元造形法によって、形状設計工程により設計された三次元形状の砂型の造形を行う工程である。鋳造工程は、三次元造形工程により造形された砂型を用いて成形品の鋳造を行う工程である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
株式会社プロテリアル
合金粉末の製造方法
4か月前
株式会社キャステム
鋳造品の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
12日前
芝浦機械株式会社
成形機
5か月前
芝浦機械株式会社
成形機
5か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
トヨタ自動車株式会社
ケースの製造方法
2か月前
トヨタ自動車株式会社
突き折り棒
3か月前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
旭有機材株式会社
鋳型の製造方法
17日前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
株式会社浅沼技研
鋳型及びその製造方法
5か月前
株式会社プロテリアル
金属付加製造物の製造方法
5か月前
大同特殊鋼株式会社
鋼塊の製造方法
5か月前
トヨタ自動車株式会社
金型冷却構造
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
株式会社神戸製鋼所
炭素-銅含有粉末
3か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
株式会社豊田中央研究所
積層造形装置
2か月前
日立Astemo株式会社
成形装置
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
5か月前
ポーライト株式会社
焼結部品の製造方法
1か月前
ポーライト株式会社
焼結部品の製造方法
6か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
セイコーエプソン株式会社
製造方法
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
3か月前
株式会社神戸製鋼所
鋼の製造方法
5か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
3か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
2か月前
トヨタ自動車株式会社
ダイカスト装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ