TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025063359
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023172450
出願日
2023-10-04
発明の名称
エッジトリミング方法及びエッジトリミング装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
B24B
7/04 20060101AFI20250409BHJP(研削;研磨)
要約
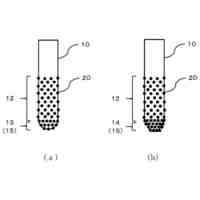
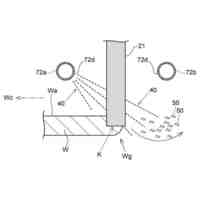
【課題】支持ウェーハに貼り合わされた被研削ウェーハの外周部分におけるエッジトリミングでの研削精度を高めること。
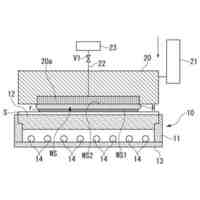
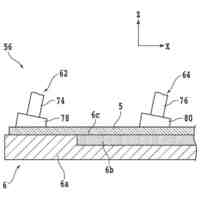
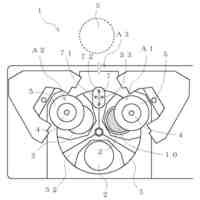
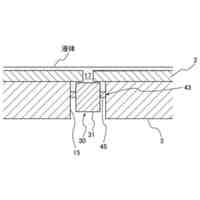
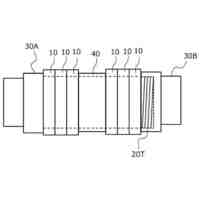
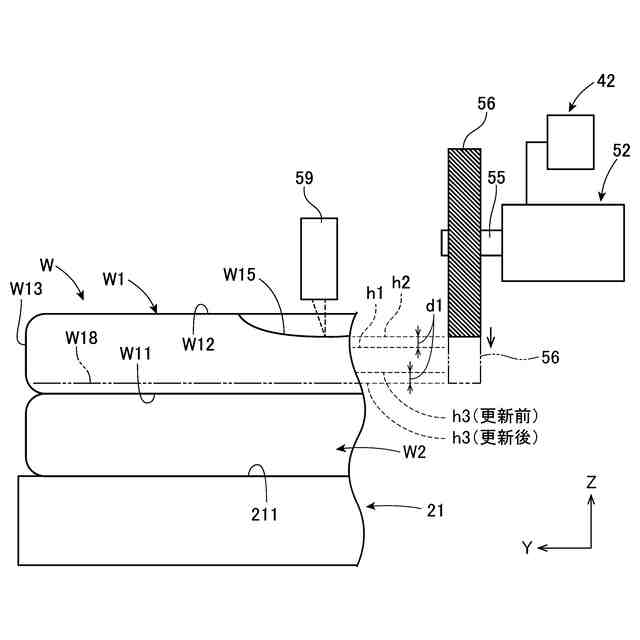
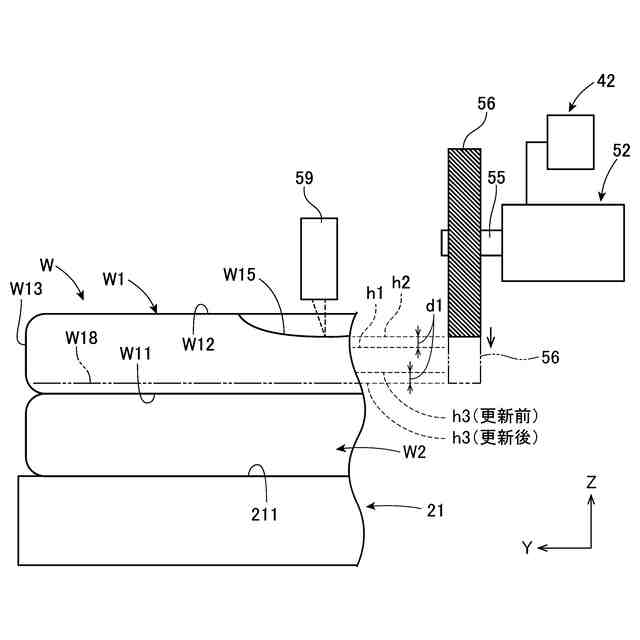
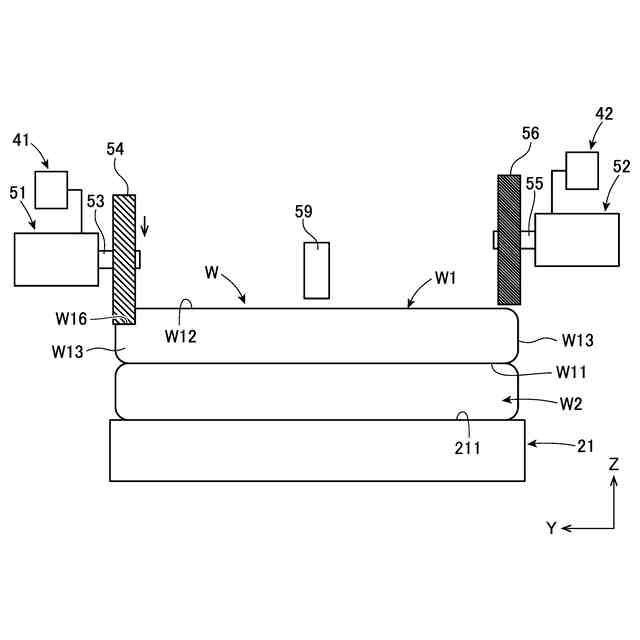
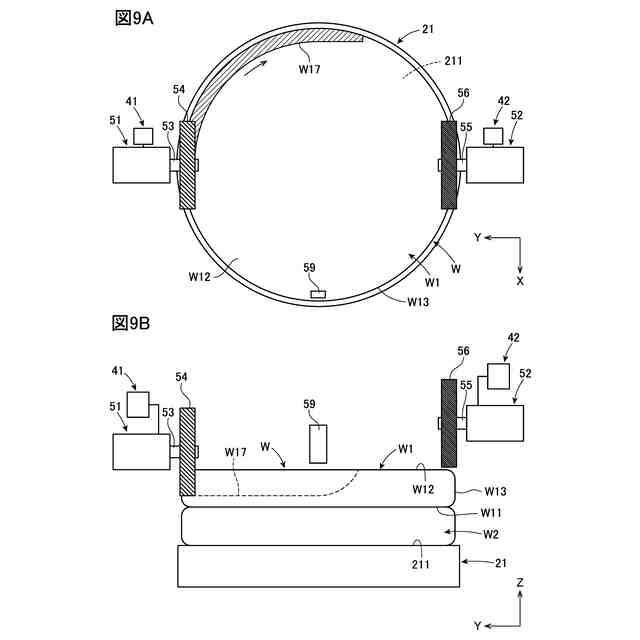
【解決手段】本発明は、外周縁に面取り部(W13)を有する被研削ウェーハ(W1)と支持ウェーハ(W2)とを貼り合わせた貼り合わせウェーハ(W)の面取り部を粗砥石(54)で研削した後、仕上げ砥石(56)で研削して除去するエッジトリミング方法である。被研削ウェーハの外周部分の上方から仕上げ砥石を下降させ、被研削ウェーハに仕上げ砥石痕(W15)を形成し、仕上げ砥石痕の底面の高さ(h2)を測定する。その後、測定した仕上げ砥石痕の底面の高さから仕上げ砥石で研削する際の仕上げ砥石の高さ(h6)を算出する。被研削ウェーハの外周部分を粗砥石で研削した被粗研削面(W17)の形成後、算出した高さに仕上げ砥石を下降させ、上方から被粗研削面の上方を仕上げ砥石で研削した被仕上げ研削面(W18)を形成する。
【選択図】図5
特許請求の範囲
【請求項1】
外周縁に面取り部を有する被研削ウェーハと支持ウェーハとを貼り合わせた貼り合わせウェーハの該被研削ウェーハの面取り部を粗砥石で研削した後、仕上げ砥石で研削して除去するエッジトリミング方法であって、
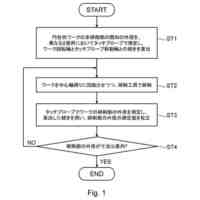
チャックテーブルに該貼り合わせウェーハの該支持ウェーハを保持させる保持工程と、
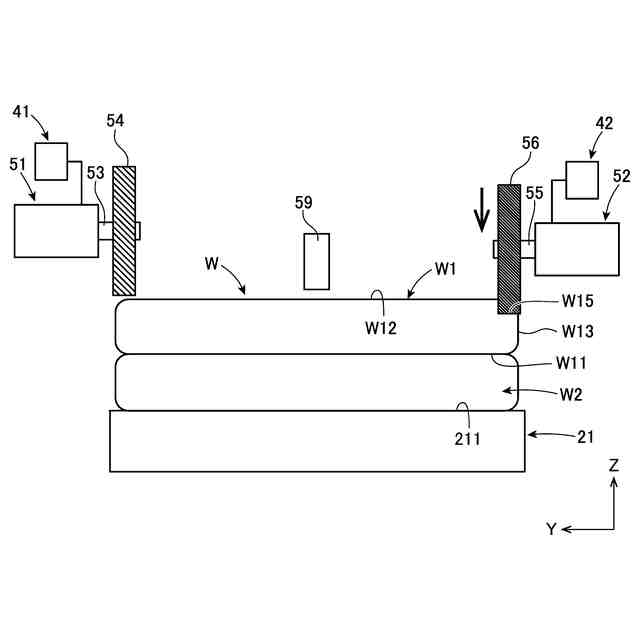
該貼り合わせウェーハの該被研削ウェーハの外周部分の上方から該仕上げ砥石を所定の高さに下降させ該被研削ウェーハに仕上げ砥石痕を形成する仕上げ砥石痕形成工程と、
該仕上げ砥石痕形成工程で形成した該仕上げ砥石痕の底面の高さを高さ測定器で測定する仕上げ砥石痕高さ測定工程と、
該仕上げ砥石痕高さ測定工程で測定した該仕上げ砥石痕の底面の高さから該仕上げ砥石で研削する際の該仕上げ砥石の高さを算出する仕上げ砥石高さ算出工程と、
該貼り合わせウェーハの該被研削ウェーハの外周部分の上方から該粗砥石を下降させつつ該貼り合わせウェーハを回転させ該被研削ウェーハを粗研削する粗研削工程と、
該粗砥石で研削した該被研削ウェーハの被研削面の上方から該仕上げ砥石を該仕上げ砥石高さ算出工程で算出した高さに下降させつつ該貼り合わせウェーハを回転させ該被研削ウェーハを仕上げ研削する仕上げ研削工程と、からなる、エッジトリミング方法。
続きを表示(約 990 文字)
【請求項2】
該仕上げ研削工程で研削した被研削面の高さを該高さ測定器で測定する被仕上げ研削面高さ測定工程と、
該被仕上げ研削面高さ測定工程で測定した被研削面高さと該支持ウェーハの上面高さとの差を算出する算出工程と、
該仕上げ砥石高さ算出工程で算出した該仕上げ砥石の高さに該算出工程で算出した該差だけ下がる方向に該仕上げ砥石の高さを補正する補正工程と、を備える、請求項1記載のエッジトリミング方法。
【請求項3】
該貼り合わせウェーハの該被研削ウェーハの外周部分の上方から該粗砥石を所定の高さに下降させ該被研削ウェーハに粗砥石痕を形成する粗砥石痕形成工程と、
該粗砥石痕形成工程で形成した該粗砥石痕の底面を該高さ測定器で測定する粗砥石痕高さ測定工程と、
該粗砥石痕高さ測定工程で測定した該粗砥石痕の高さから該粗砥石で研削する際の該粗砥石の高さを算出する粗砥石高さ算出工程と、を備え、
該粗研削工程において、該粗砥石高さ算出工程で算出した高さに該粗砥石を下降させる、請求項1記載のエッジトリミング方法。
【請求項4】
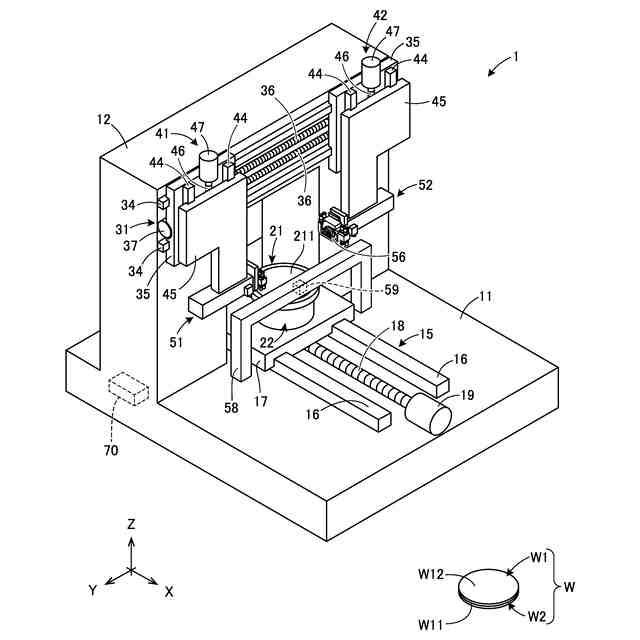
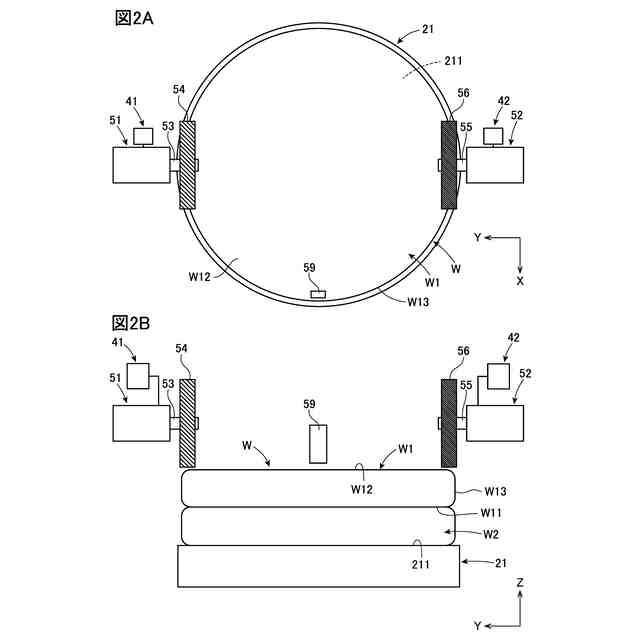
外周縁に面取り部を有する被研削ウェーハと支持ウェーハとを貼り合わせた貼り合わせウェーハを保持する保持面を有するチャックテーブルと、該保持面の中心を軸に該チャックテーブルを回転させる回転機構と、該チャックテーブルに保持された該貼り合わせウェーハの該被研削ウェーハの外周部分を粗砥石でリング状に粗研削する粗研削機構と、該被研削ウェーハの外周部分を該粗砥石よりも砥粒径の小さい仕上げ砥石で研削する仕上げ研削機構と、該仕上げ砥石で研削した該被研削ウェーハの被研削面の高さを測定する高さ測定器と、制御部とを備えるエッジトリミング装置であって、
制御部は、
該仕上げ砥石で該被研削ウェーハの外周部分に加工痕を形成する加工痕形成制御部と、
該加工痕の高さを該高さ測定器で測定し仕上げ研削する際の該仕上げ砥石の高さを算出する算出部と、
該被研削ウェーハの外周部分に該粗砥石を接触させ粗研削する粗研削制御部と、
該算出部によって算出した高さに該仕上げ砥石を配置し該粗砥石で粗研削した被研削面を仕上げ研削する仕上げ研削制御部と、を備えるエッジトリミング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、貼り合わせウェーハの外周部分をトリミングするエッジトリミング方法及びエッジトリミング装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
研削砥石でウェーハを研削し薄化すると、ウェーハの外周縁の面取り部によってシャープエッジが形成され、このシャープエッジによってウェーハの外周に割れや欠けが生じることがある。この割れや欠けを防止するために、研削前にウェーハの外周縁の面取り部をトリミング(エッジトリミング)する方法が提案されている(例えば、特許文献1、2参照)。
【0003】
また、特許文献3においては、被研削ウェーハと支持ウェーハの2枚のウェーハを貼り合わせた後の貼り合わせウェーハの被研削ウェーハに対し、エッジトリミングする方法が提案されている。このようなエッジトリミングでは、被研削ウェーハの外周部分をリング状に研削した後、エッチングにて研削した外周部分を除去することで、被研削ウェーハの面取り部を完全に除去し、その後の加工にてシャープエッジが形成されることを防止している。
【先行技術文献】
【特許文献】
【0004】
特開2013-149822号公報
特開2020-040181号公報
特開2017-004989号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述のようにエッチングにて研削した外周部分を除去する場合、エッチング前の研削における外周部分の除去量が少ないと、該外周部分の高さが高くなる。このため、被研削ウェーハの外周部分におけるエッチングの時間が長くなる、という課題がある。
【0006】
一方、かかるエッチングの時間を短くするため、エッチング前の研削にて外周部分の除去量を多くすることが考えられる。しかしながら、研削での除去量を多くすると、加工誤差等が生じた場合に被研削ウェーハだけでなく支持ウェーハまで研削する可能性が高くなり、支持ウェーハが損傷するだけでなく、加工が中断して加工効率が低下する、という課題がある。
【0007】
本発明はかかる点に鑑みてなされたものであり、例えばエッチング前などにおいて、支持ウェーハに貼り合わされた被研削ウェーハの外周部分におけるエッジトリミングでの研削精度を高めることができるエッジトリミング方法及びエッジトリミング装置を提供することを目的の一つとする。
【課題を解決するための手段】
【0008】
本発明の一態様のエッジトリミング方法は、外周縁に面取り部を有する被研削ウェーハと支持ウェーハとを貼り合わせた貼り合わせウェーハの該被研削ウェーハの面取り部を粗砥石で研削した後、仕上げ砥石で研削して除去するエッジトリミング方法であって、チャックテーブルに該貼り合わせウェーハの該支持ウェーハを保持させる保持工程と、該貼り合わせウェーハの該被研削ウェーハの外周部分の上方から該仕上げ砥石を所定の高さに下降させ該被研削ウェーハに仕上げ砥石痕を形成する仕上げ砥石痕形成工程と、該仕上げ砥石痕形成工程で形成した該仕上げ砥石痕の底面の高さを高さ測定器で測定する仕上げ砥石痕高さ測定工程と、該仕上げ砥石痕高さ測定工程で測定した該仕上げ砥石痕の底面の高さから該仕上げ砥石で研削する際の該仕上げ砥石の高さを算出する仕上げ砥石高さ算出工程と、該貼り合わせウェーハの該被研削ウェーハの外周部分の上方から該粗砥石を下降させつつ該貼り合わせウェーハを回転させ該被研削ウェーハを粗研削する粗研削工程と、該粗砥石で研削した該被研削ウェーハの被研削面の上方から該仕上げ砥石を該仕上げ砥石高さ算出工程で算出した高さに下降させつつ該貼り合わせウェーハを回転させ該被研削ウェーハを仕上げ研削する仕上げ研削工程と、からなる。
【0009】
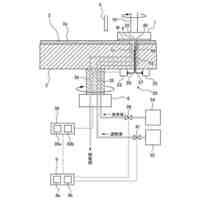
本発明の一態様のエッジトリミング装置は、外周縁に面取り部を有する被研削ウェーハと支持ウェーハとを貼り合わせた貼り合わせウェーハを保持する保持面を有するチャックテーブルと、該保持面の中心を軸に該チャックテーブルを回転させる回転機構と、該チャックテーブルに保持された該貼り合わせウェーハの該被研削ウェーハの外周部分を粗砥石でリング状に粗研削する粗研削機構と、該被研削ウェーハの外周部分を該粗砥石よりも砥粒径の小さい仕上げ砥石で研削する仕上げ研削機構と、該仕上げ砥石で研削した該被研削ウェーハの被研削面の高さを測定する高さ測定器と、制御部とを備えるエッジトリミング装置であって、制御部は、該仕上げ砥石で該被研削ウェーハの外周部分に加工痕を形成する加工痕形成制御部と、該加工痕の高さを該高さ測定器で測定し仕上げ研削する際の該仕上げ砥石の高さを算出する算出部と、該被研削ウェーハの外周部分に該粗砥石を接触させ粗研削する粗研削制御部と、該算出部によって算出した高さに該仕上げ砥石を配置し該粗砥石で粗研削した被研削面を仕上げ研削する仕上げ研削制御部と、を備える。
【発明の効果】
【0010】
本発明によれば、粗砥石及び仕上げ砥石で研削してエッジトリミングするにあたり、仕上げ砥石痕の形成、高さ測定、高さ算出を行い、算出した仕上げ砥石高さに仕上げ砥石を下降して仕上げ研削を行っている。これにより、仕上げ研削にて、エッジトリミングの高さ方向の研削精度を高めることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
切削装置
6日前
株式会社ディスコ
切削装置
6日前
株式会社ディスコ
洗浄装置
7日前
株式会社ディスコ
加工方法
10日前
株式会社ディスコ
保護部材の形成方法
6日前
株式会社ディスコ
ウエーハの加工方法
6日前
株式会社ディスコ
ウエーハの分割方法
6日前
株式会社ディスコ
加工装置、及び、加工方法
10日前
株式会社ディスコ
調整方法、及び、研削装置
10日前
株式会社ディスコ
システム、制御方法、及び、プログラム
6日前
株式会社ディスコ
ウェーハの研削方法及びウェーハの製造方法
7日前
株式会社ディスコ
保護膜形成方法
14日前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
4か月前
個人
バレル研磨用メディア材
1か月前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社精工技研
研磨装置および研磨方法
1か月前
株式会社IHI
ブラストガン
2か月前
株式会社ディスコ
加工方法、及び、切削装置
22日前
リックス株式会社
ドライアイス噴射装置
3か月前
信越半導体株式会社
洗浄処理装置
3か月前
株式会社ディスコ
加工装置
2か月前
日本特殊研砥株式会社
超弾性砥石
24日前
NTN株式会社
加工装置
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
今日
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
1か月前
株式会社プロテリアル
焼結磁石の製造方法
1か月前
株式会社荏原製作所
研磨装置
2か月前
トヨタ紡織株式会社
プレス金型の研磨方法
8日前
株式会社荏原製作所
研磨装置
3か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ