TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025070568
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023181002
出願日
2023-10-20
発明の名称
プラズマCVM加工方法及びその装置
出願人
株式会社ジェイテックコーポレーション
代理人
主分類
H01L
21/3065 20060101AFI20250424BHJP(基本的電気素子)
要約
【課題】単結晶半導体ウエハ、水晶等の誘電体基板あるいはX線ミラー材料を、高圧力下でノズル型電極を用いたプラズマCVM法によってエッチング加工する際に、被加工面の表面粗さの増大を抑制することが可能なプラズマCVM加工方法及びその装置を提供する。
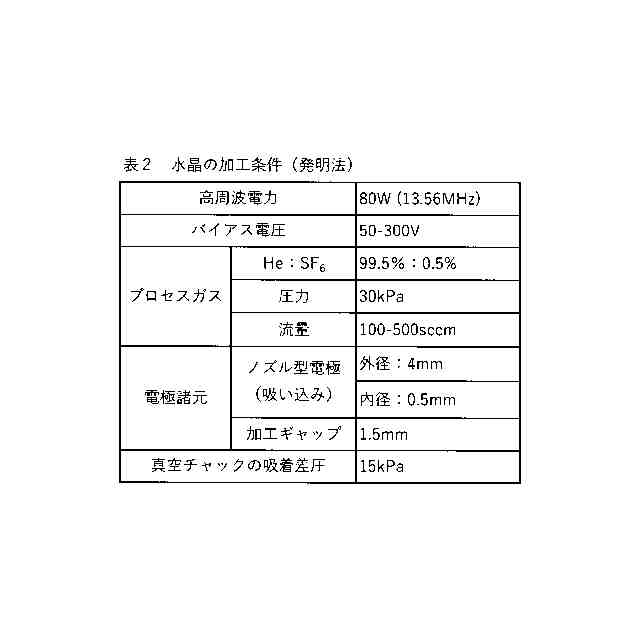
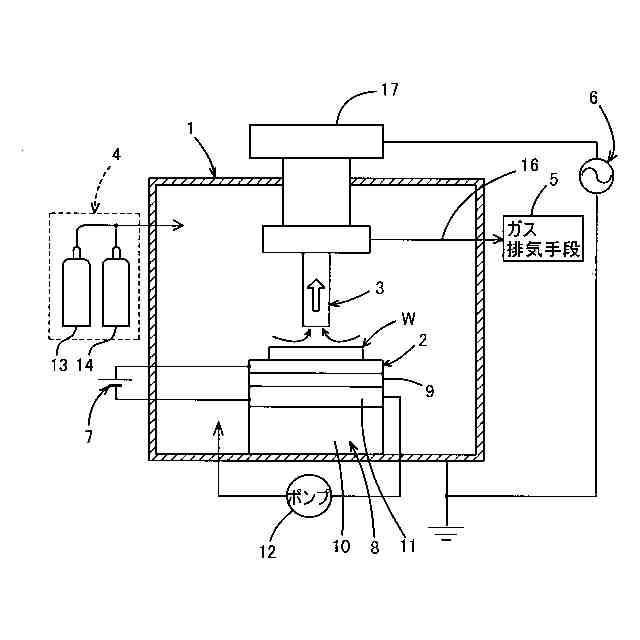
【解決手段】ワークの加工面に対向して配置したノズル型電極に高周波電力を印加し、高圧力下のプロセスガスに基づくプラズマを発生させ、該プラズマ中で生成した中性ラジカルをワークの表面に作用させて、中性ラジカルとワーク構成元素との化学反応で生成した揮発性物質を除去して加工するプラズマCVM加工方法であって、ノズル型電極のワークの加工面側に開口したガス吸込口からノズル型電極の周囲に供給されたプロセスガスを吸い込む工程と、ワークを保持する導電性のワークホルダーに正のバイアス電圧を印加する工程と、を同時に行う工程を含む。
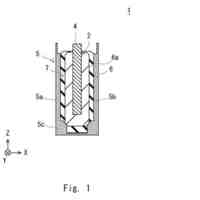
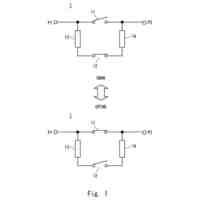
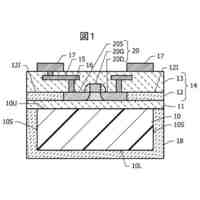
【選択図】 図1
特許請求の範囲
【請求項1】
ワークの加工面に対向して配置したノズル型電極に高周波電力を印加し、高圧力下のプロセスガスに基づくプラズマを発生させ、該プラズマ中で生成した中性ラジカルをワークの表面に作用させて、中性ラジカルとワーク構成元素との化学反応で生成した揮発性物質を除去して加工するプラズマCVM加工方法であって、
前記ノズル型電極の前記ワークの加工面側に開口したガス吸込口から該ノズル型電極の周囲に供給されたプロセスガスを吸い込む工程と、
前記ワークを保持する導電性のワークホルダーに正のバイアス電圧を印加する工程と、
を同時に行う工程を含む、
プラズマCVM加工方法。
続きを表示(約 1,700 文字)
【請求項2】
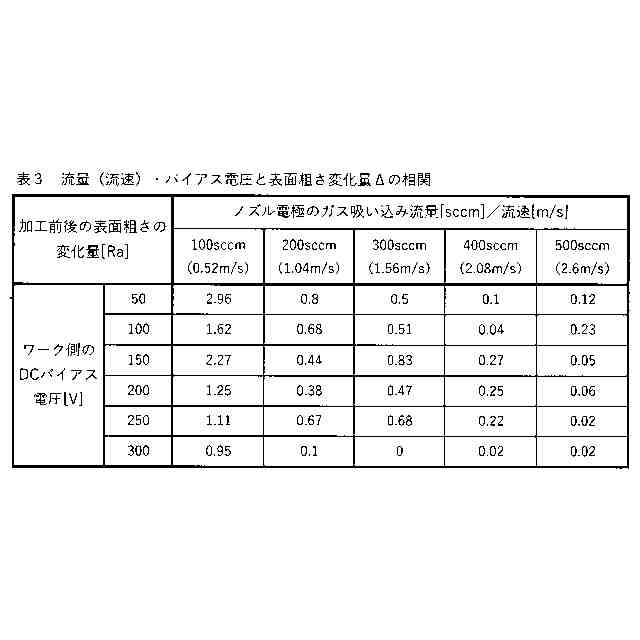
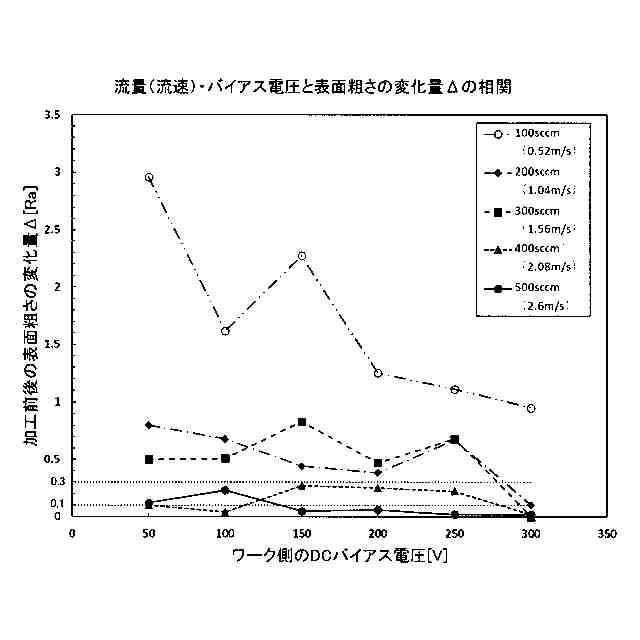
前記ワークとノズル型電極間の加工ギャップにおけるプロセスガスの平均流速が2.08m/s以上且つ前記バイアス電圧が50V以上である条件、あるいは平均流速が1.04m/s以上且つ前記バイアス電圧が300V以上である条件で加工し、
加工後の前記ワークの500nm×500nmの範囲を原子間力顕微鏡(AFM)で測定した算術平均粗さ(Ra)で評価し、前記ワークの加工後の表面粗さから加工前の表面粗さを減じた粗さ変化量Δが、0.3nmRa以下である、
請求項1記載のプラズマCVM加工方法。
【請求項3】
前記ワークとノズル型電極間の加工ギャップにおけるプロセスガスの平均流速が2.6m/s以上且つ前記バイアス電圧が150V以上である条件、あるいは平均流速が1.04m/s以上且つ前記バイアス電圧が300V以上である条件で加工し、
前記粗さ変化量Δが、0.1nmRa以下である、
請求項2記載のプラズマCVM加工方法。
【請求項4】
前記ノズル型電極とワークとを相対的に移動させて、該ワークの加工面に対するノズル型電極の滞在時間を制御して加工する、
請求項1又は2又は3記載のプラズマCVM加工方法。
【請求項5】
前記プロセスガスは、キャリアガスと反応ガスの混合ガスであり、10~100kPaの圧力である、
請求項1又は2又は3記載のプラズマCVM加工方法。
【請求項6】
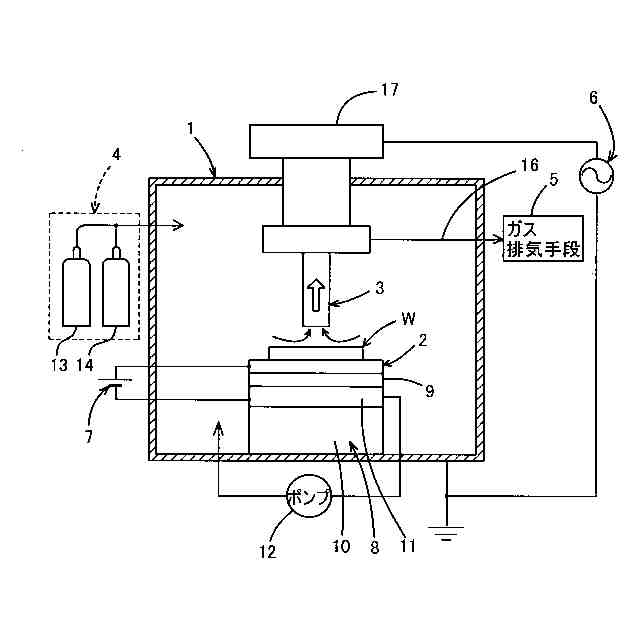
ワークに対向した電極に高周波電力を印加し、高圧力下のプロセスガスに基づくプラズマを発生させ、該プラズマ中で生成した中性ラジカルをワークの表面に作用させて、中性ラジカルとワーク構成元素との化学反応で生成した揮発性物質を除去して加工するプラズマCVM加工装置であって、
チャンバーと、
前記チャンバー内に配置した前記ワークを保持する導電性のワークホルダーと、
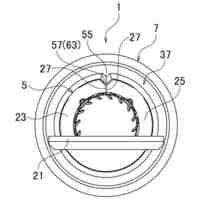
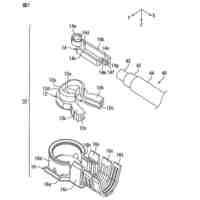
前記チャンバー内に前記ワークの加工面に対向して配置したノズル型電極と、
前記チャンバー内にプロセスガスを供給するガス供給手段と、
前記ノズル型電極の前記ワークの加工面側に開口したガス吸込口から該ノズル型電極の周囲に供給されたプロセスガスを吸い込むガス排気手段と、
前記ノズル型電極に高周波電力を印加する主電源と、
前記ワークホルダーに正のバイアス電圧を印加するバイアス電源と、
を備えた、
プラズマCVM加工装置。
【請求項7】
前記ワークとノズル型電極間の加工ギャップにおけるプロセスガスの平均流速が2.08m/s以上且つ前記バイアス電圧が50V以上である条件、あるいは平均流速が1.04m/s以上且つ前記バイアス電圧が300V以上である条件で加工し、
加工後の前記ワークの500nm×500nmの範囲を原子間力顕微鏡(AFM)で測定した算術平均粗さ(Ra)で評価し、前記ワークの加工後の表面粗さから加工前の表面粗さを減じた粗さ変化量Δが、0.3nmRa以下である、
請求項6記載のプラズマCVM加工装置。
【請求項8】
前記ワークとノズル型電極間の加工ギャップにおけるプロセスガスの平均流速が2.6m/s以上且つ前記バイアス電圧が150V以上である条件、あるいは平均流速が1.04m/s以上且つ前記バイアス電圧が300V以上である条件で加工し、
前記粗さ変化量Δが、0.1nmRa以下である、
請求項7記載のプラズマCVM加工装置。
【請求項9】
絶縁体を介して前記ワークホルダーを保持するXYステージを更に備え、該XYステージを駆動して前記ノズル型電極とワークとを相対的に移動させて、該ワークの加工面に対するノズル型電極の滞在時間を制御して加工する、
請求項6又は7又は8記載のプラズマCVM加工装置。
【請求項10】
前記プロセスガスは、キャリアガスと反応ガスの混合ガスであり、10~100kPaの圧力である、
請求項6又は7又は8記載のプラズマCVM加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、単結晶半導体ウエハ、水晶等の誘電体基板あるいはX線ミラー材料の表面粗さ増大を抑制したプラズマCVM加工方法及びその装置に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
高圧力下のプロセスガスを用いて発生させた局在プラズマによる材料の加工方法は、プラズマCVM(Chemical Vaporization Machining)と呼ばれ公知である(特許文献1及び特許文献2)。このプラズマCVMの加工原理は以下のようである。高圧力下において、被加工物近傍に設置された加工電極にプラズマを発生させ、このプラズマにハロゲンなどの電気陰性度の高い反応ガスを供給すると、反応ガスは解離し、反応性に富んだ高密度の中性ラジカルが生成する。この中性ラジカルを被加工物表面と反応させ、反応により生じた生成物を連続的に気化させることにより、被加工物表面が加工される。大気圧近傍の高圧力下で発生させた高周波プラズマは電極近傍に局在し、それにより生成する中性ラジカルも限定された空間にのみ存在するので、空間制御性に優れた加工ができるのである。また、高圧力下では平均自由工程が短いため、高エネルギーを有するイオンが少なく、イオンによる被加工物表面へのダメージ導入は一般的には殆ど生じないとされているが、表面近傍のイオンシースによってイオン加速が生じることにより、表面に悪影響を及ぼす可能性があることは否定できない。
【0003】
特許文献3には、ノズル型電極の中心孔から反応ガスを吹き出し、電極とワークの間の空間でプラズマを発生させる高圧力下のプラズマCVMが開示され、空間分解能が高い加工ができるものの、電極周辺部の表面粗さが大きくなるといった課題の提示がある。電極周辺部の表面粗さが大きくなる原因が、電極から離れるにつれてガス流速が急激に低下することにあるとの知見から、ガスの流速低下を防ぐ手段として電極先端の周囲に円板を設ける構造が提案されている。
【0004】
特許文献4には、ノズル型電極の中心孔から反応ガスを吹き出し、電極とワークの間の空間でプラズマを発生させる高圧力下のプラズマCVMでは、電極径に比べて加工痕が大きくなり、精密な加工ができないことと、電極中心での加工レートがその周囲より低下するといった課題の提示があり、それらの課題に対して周囲から供給される反応ガスを電極の中心孔から吸い出すことによって、加工プロファイルを改善する方法が提案されている。
【0005】
特許文献5には、1Torr前後の低圧プラズマ技術ではあるが、プラズマ化したエッチングガスをワークに吹き付けてプラズマエッチングする方法において、ワーク(ワークホルダ)に50V以上の負バイアス電圧を印加する技術が提案されている。しかし、ワークに負バイアス電圧を印加する目的は、ワーク近傍のイオン密度を高めてエッチング速度を向上させるためであり、イオン衝撃によるワークの損傷は避けられない。
【先行技術文献】
【特許文献】
【0006】
特開平01-125829号公報
特開平04-246184号公報
特開平09-115692号公報
特開平09-063791号公報
特開平09-115887号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
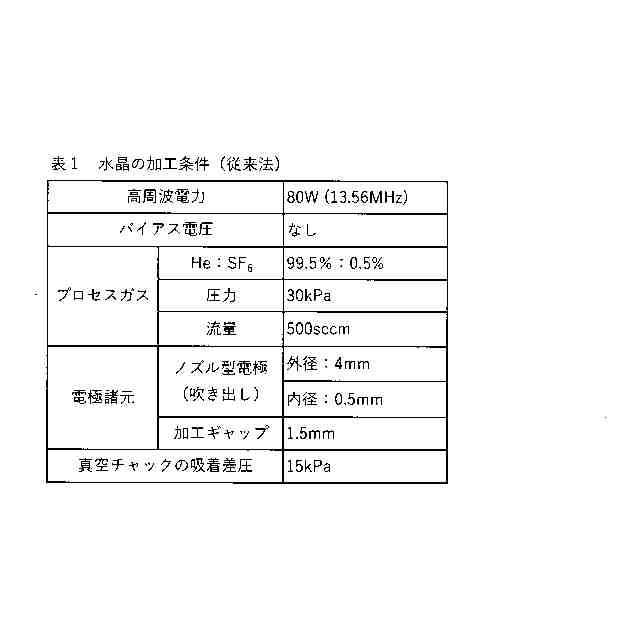
しかしながら、従来の高圧力下でノズル型電極(パイプ状の加工電極)を用いたプラズマCVMにおいて、ノズル型電極先端から反応ガスを噴出させながら加工を行うと、電極の周辺部の被加工物の表面粗さが悪化する、すなわち表面が荒れるという問題点があった。この表面粗さ悪化の原因は、プラズマ中のイオンが電極に衝突し、スパッタリングによって気相中に放出された電極材料原子が、他粒子との衝突によって運動エネルギーを失い、ガス流れによって被加工面に吹き付けられ付着することにあると推測される。つまり、被加工面に付着した電極材料が、マスクとなってエッチングにムラを生じさせ、被加工面に凹凸が生じて表面粗さを悪化させる。被加工面の表面の荒れは、単結晶半導体ウエハや水晶等の誘電体基板にあってはそれを用いて製造するデバイス特性の低下を来し、X線ミラー材料においては波面の乱れによる集光特性の低下につながる。
【0008】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、単結晶半導体ウエハ、水晶等の誘電体基板あるいはX線ミラー材料を、高圧力下でノズル型電極を用いたプラズマCVM法によってエッチング加工する際に、被加工面の表面粗さの増大を抑制することが可能なプラズマCVM加工方法及びその装置を提供する点にある。
【課題を解決するための手段】
【0009】
本発明は、前述の課題解決のために、以下に構成するプラズマCVM加工方法及びその装置を提供する。
【0010】
[構成1]
ワークの加工面に対向して配置したノズル型電極に高周波電力を印加し、高圧力下のプロセスガスに基づくプラズマを発生させ、該プラズマ中で生成した中性ラジカルをワークの表面に作用させて、中性ラジカルとワーク構成元素との化学反応で生成した揮発性物質を除去して加工するプラズマCVM加工方法であって、
前記ノズル型電極の前記ワークの加工面側に開口したガス吸込口から該ノズル型電極の周囲に供給されたプロセスガスを吸い込む工程と、
前記ワークを保持する導電性のワークホルダーに正のバイアス電圧を印加する工程と、
を同時に行う工程を含む、
プラズマCVM加工方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
超音波接合
23日前
甲神電機株式会社
変流器
今日
株式会社GSユアサ
蓄電装置
7日前
オムロン株式会社
電磁継電器
8日前
オムロン株式会社
電磁継電器
8日前
キヤノン株式会社
無線通信装置
24日前
シチズン電子株式会社
発光装置
22日前
日本特殊陶業株式会社
保持装置
7日前
トヨタ自動車株式会社
二次電池
22日前
株式会社バンダイ
電池収容構造及び玩具
7日前
住友電装株式会社
コネクタ
15日前
TDK株式会社
コイル部品
15日前
トヨタバッテリー株式会社
組電池
16日前
株式会社プロテリアル
シート状磁性部材
1日前
株式会社アイシン
電池
22日前
三菱電機株式会社
半導体装置
16日前
株式会社AESCジャパン
二次電池
7日前
三菱電機株式会社
アレーアンテナ装置
8日前
TDK株式会社
電子部品
24日前
日本電気株式会社
高周波スイッチ回路
15日前
株式会社村田製作所
半導体装置
7日前
TDK株式会社
電子部品
7日前
トヨタ自動車株式会社
電池モジュール
15日前
富士通商株式会社
両面負極全固体電池
9日前
富士通商株式会社
全固体リチウム電池
9日前
株式会社デンソー
電池装置
23日前
矢崎総業株式会社
雌型端子
23日前
日本圧着端子製造株式会社
電気コネクタ
22日前
エイブリック株式会社
半導体ウェハの検査回路
9日前
株式会社GSユアサ
非水電解質蓄電素子
8日前
住友電装株式会社
ワイヤハーネス
今日
ローム株式会社
面発光レーザ装置
11日前
矢崎総業株式会社
コネクタ
23日前
TDK株式会社
全固体電池
23日前
株式会社村田製作所
同軸コネクタ
7日前
トヨタバッテリー株式会社
電池スタック
8日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ