TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071775
公報種別
公開特許公報(A)
公開日
2025-05-08
出願番号
2024130608
出願日
2024-08-07
発明の名称
締結力測定装置及び締結力測定方法
出願人
ヤンマーホールディングス株式会社
代理人
個人
,
個人
主分類
G01L
5/00 20060101AFI20250428BHJP(測定;試験)
要約
【課題】コネクティングロッド等の接合体を構成する分割体の締結状態を容易且つ正確に検出することができる締結力測定装置及び締結力測定方法を提供する。
【解決手段】
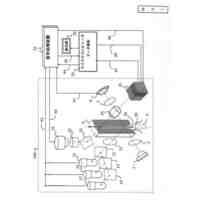
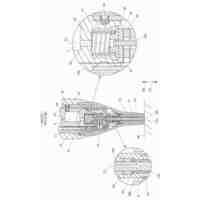
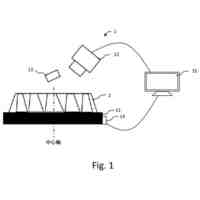
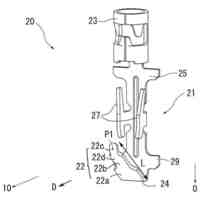
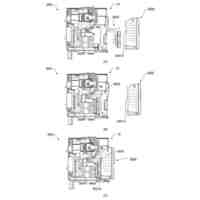
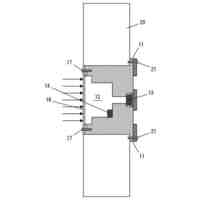
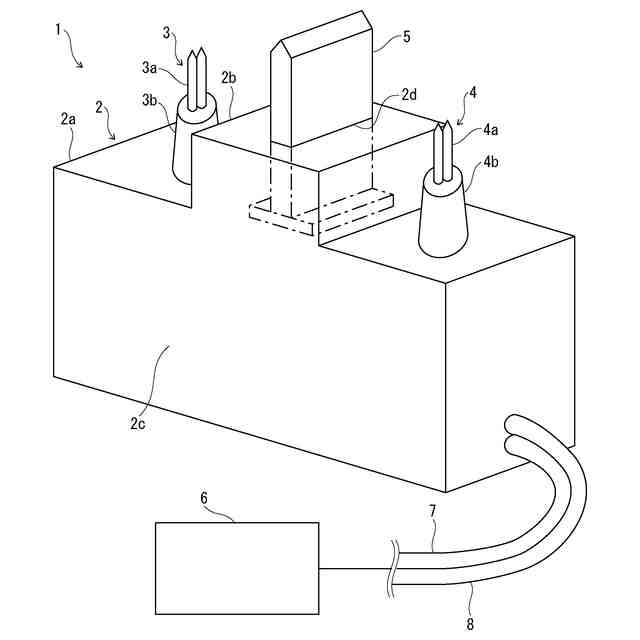
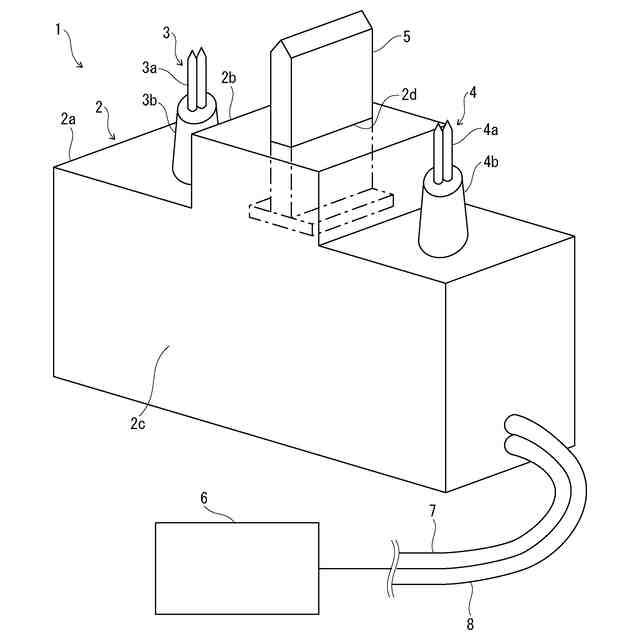
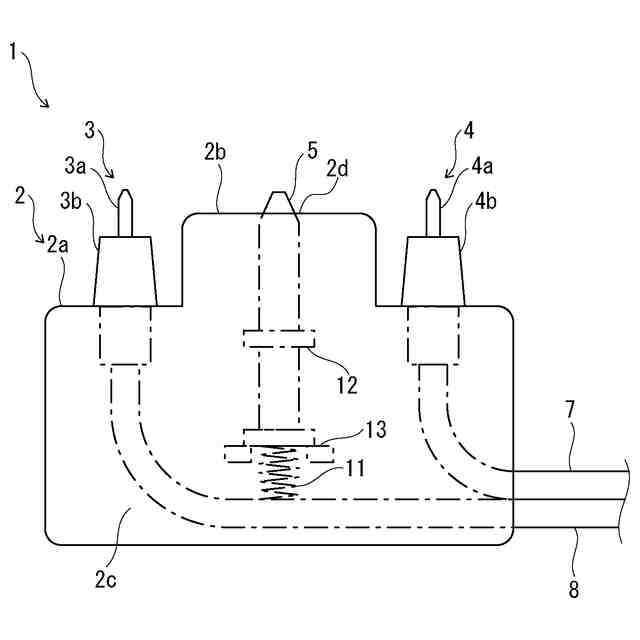
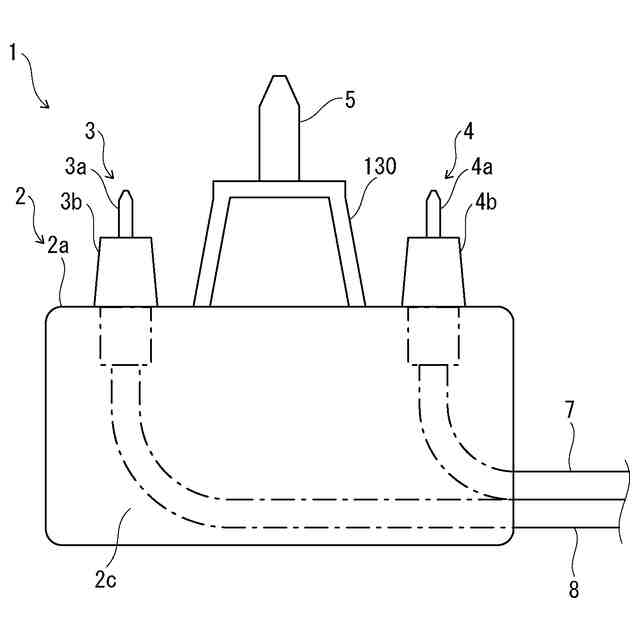
コネクティングロッド110等の接合体を構成するキャップ部116やロッド本体部115等の第1分割体と第2分割体とのボルト118等の締結部材による締結力を測定する締結力測定装置1は、導電性の第1被測定部に接触する第1端子部3と、第1被測定部に接続される導電性の第2被測定部に接触する第2端子部4と、第1端子部3及び第2端子部4をそれぞれ第1被測定部及び第1被測定部に接触させるように接合体に位置決めされる位置決め部5と、第1被測定部と第2被測定部との電流に基づいて締結力を測定する測定部6と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
接合体を構成する第1分割体と第2分割体との締結部材による締結力を測定する締結力測定装置であって、
前記接合体において導電性の第1被測定部に接触する第1端子部と、
前記接合体において前記第1被測定部に接続される導電性の第2被測定部に接触する第2端子部と、
前記第1端子部及び前記第2端子部をそれぞれ前記第1被測定部及び前記第1被測定部に接触させるように前記接合体に位置決めされる位置決め部と、
前記第1被測定部と前記第2被測定部との電流に基づいて前記締結力を測定する測定部と、
を備えることを特徴とする締結力測定装置。
続きを表示(約 1,100 文字)
【請求項2】
前記第1被測定部は、前記第1分割体であり、
前記第2被測定部は、前記第2分割体であり、
前記位置決め部は、前記第1分割体と前記第2分割体との間に形成される隙間に係合されて位置決めされることを特徴とする請求項1に記載の締結力測定装置。
【請求項3】
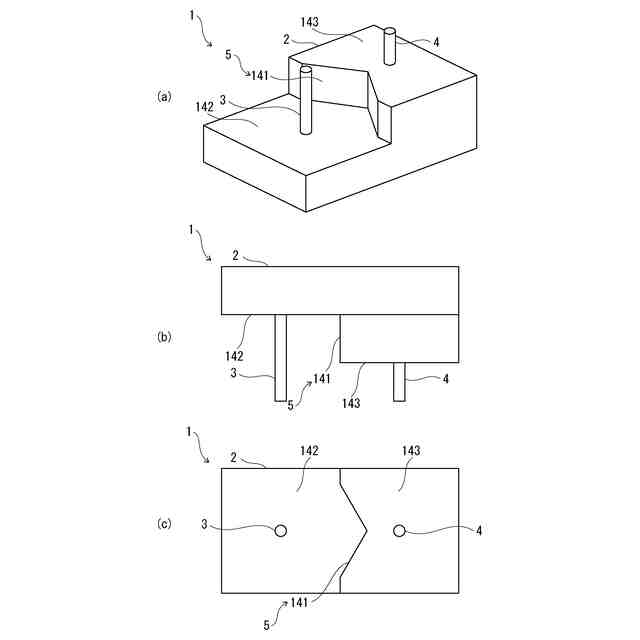
前記位置決め部、前記第1端子部及び前記第2端子部を支持する保持部を備え、
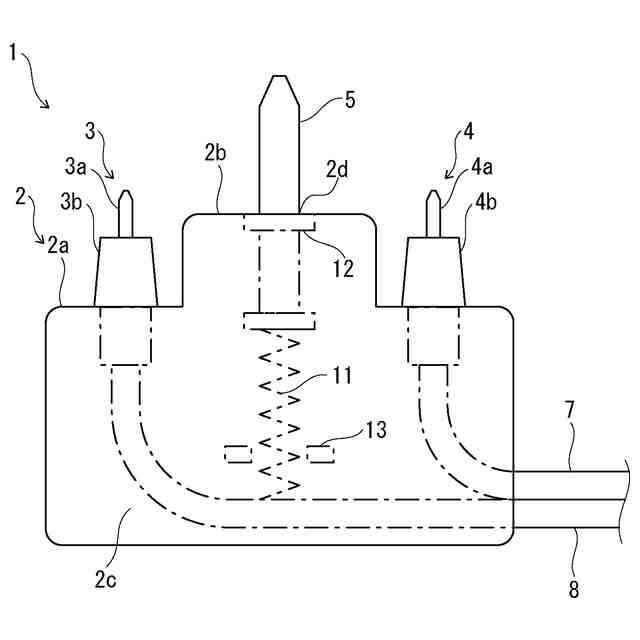
前記第1端子部及び前記第2端子部は、所定の第1高さで突出した状態で前記保持部に支持され、
前記位置決め部は、前記保持部に対して前記第1高さよりも高い第2高さで突出した状態を通常状態としていて、前記第2高さよりも低い高さへと移動可能に前記保持部に支持されることを特徴とする請求項2に記載の締結力測定装置。
【請求項4】
前記保持部は、把持部を含んで構成されることを特徴とする請求項3に記載の締結力測定装置。
【請求項5】
前記位置決め部は、前記隙間の形状に対応する先端を有する板状部材で構成されることを特徴とする請求項2に記載の締結力測定装置。
【請求項6】
前記位置決め部は、非導電性材料で構成されることを特徴とする請求項2に記載の締結力測定装置。
【請求項7】
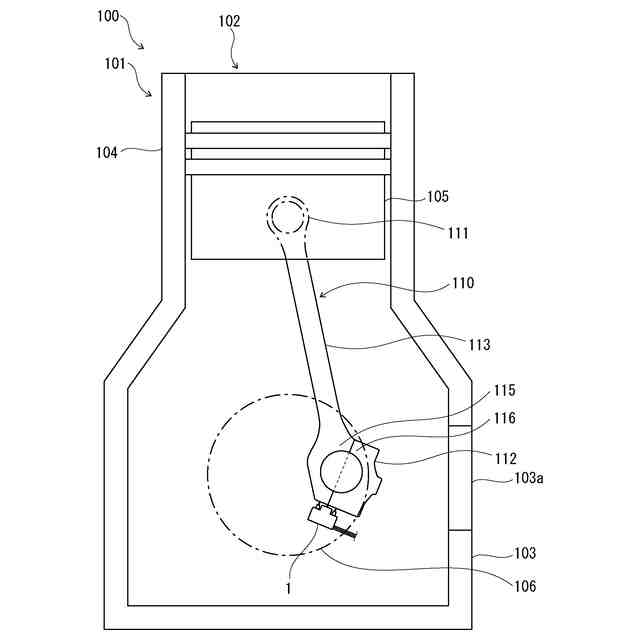
前記接合体は、エンジンのコネクティングロッドであり、
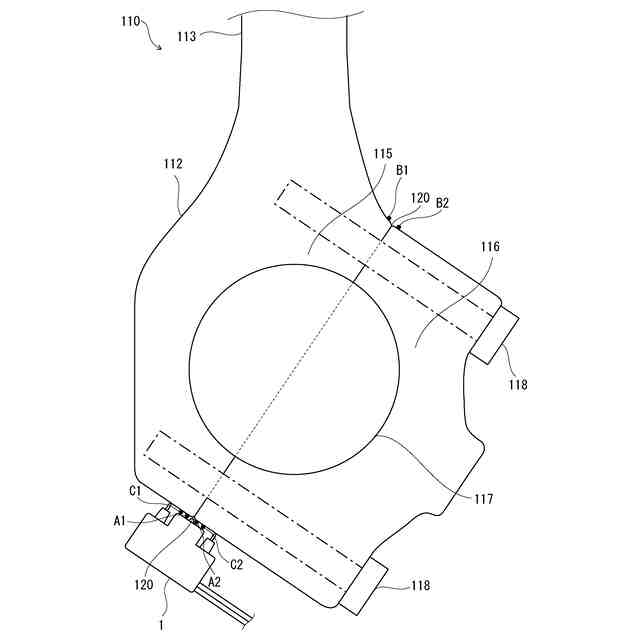
前記第1分割体及び前記第2分割体は、それぞれ、前記コネクティングロッドのロッド本体部及びキャップ部、又は前記キャップ部及び前記ロッド本体部であり、前記締結部材であるボルトによって互いに締結され、
前記エンジンの一側面には、前記ロッド本体部と前記キャップ部との間の前記隙間に臨む点検窓が設けられることを特徴とする請求項2に記載の締結力測定装置。
【請求項8】
前記第1分割体及び前記第2分割体は、前記第1分割体から前記第2分割体へと挿通された前記締結部材であるボルトによって互いに締結され、
前記第1被測定部は、前記ボルトの頭部であり、
前記第2被測定部は、前記第1分割体であり、
前記位置決め部は、前記ボルトの頭部に係合されて位置決めされることを特徴とする請求項1に記載の締結力測定装置。
【請求項9】
前記第1端子部は、伸縮自在に構成されることを特徴とする請求項8に記載の締結力測定装置。
【請求項10】
前記位置決め部は、前記ボルトの頭部が嵌合する嵌合孔で構成されることを特徴とする請求項8に記載の締結力測定装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、エンジンのコネクティングロッド等の接合体を構成する分割体の締結力を測定する締結力測定装置及び締結力測定方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、エンジンでは、ピストンをエンジンから取り外すメンテナンスが実施されることがある。船舶や陸用発電に用いられるような大型のエンジンでは、ピストンをコネクティングロッドが連結された状態でシリンダ上部から抜き出すために、多数のコネクティングロッドとクランクシャフトとの連結を解除する作業が必要となる。また、メンテナンス終了後、ピストン及びコネクティングロッドをエンジンに組み付ける際に、コネクティングロッドとクランクシャフトとを連結する作業が発生する。具体的には、コネクティングロッドは、大端部でロッド本体部とキャップ部とに分割されているところ、ロッド本体部とキャップ部との間に形成される連結孔にクランクシャフトを連結した状態で、ロッド本体部とキャップ部とを締結する作業が必要となる。
【0003】
例えば、特許文献1では、コネクティングロッドのキャップボルトの締め付け方法は、クランクピン部分で中心線に対して直角の面でロッドとキャップとに2分割され、キャップボルトによりキャップをロッドに締着したコネクティングロッドと、シリンダブロックの側面下部に設けた点検窓とを備えたエンジンにおいて、コネクティングロッド毎のキャップボルトを4本とし、キャップボルトの着脱を点検窓よりバリヤレンチを挿入して行う。
【先行技術文献】
【特許文献】
【0004】
特開平6-262537号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
大型エンジンのメンテナンスでは、多数のコネクティングロッドの締結作業を、エンジン(シリンダブロック)の側面に形成された点検窓から、作業者が工具を入れて手作業で実施することになる。しかしながら、エンジンの大きさによっては、点検窓の大きさが、作業者がコネクティングロッドの作業箇所を確認するのに十分でない場合がある。
【0006】
そのため、メンテナンス時に、コネクティングロッドの全てのボルトの締結を正確に確認することは容易ではなく、締め付けトルクや角度等のパラメータでボルトの締結状態を管理している場合に、正確に管理できないおそれがある。例えば、締め付けトルクで管理している場合であっても、コネクティングロッドを構成する分割体の間にコンタミネーションが挟まっていると、締め付けトルク値としては適正でも、分割体同士は適正に結合されていない場合がある。また、ヒューマンエラーによる「ボルトの締め忘れ」(締結力不足も含む)の発生する可能性があるところ、ボルトの締結状態を正確に確認できないために、このようなヒューマンエラーが残されてしまうおそれがある。
【0007】
なお、ボルトが適正トルクで締め付けられていないことで、コネクティングロッドのロッド本体部とキャップ部とが正常に締結されずにエンジンを運転してしまうと、クランクシャフトやコネクティングロッド、メタルの焼き付き等の重大異常が生じるおそれがある。このような重大異常により、そのエンジンを搭載している船舶の不稼働時間が発生するため、損害が大きくなってしまう。
【0008】
本発明は、コネクティングロッド等の接合体を構成する分割体の締結状態を容易且つ正確に検出することができる締結力測定装置及び締結力測定方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の締結力測定装置は、接合体を構成する第1分割体と第2分割体との締結部材による締結力を測定する締結力測定装置であって、前記接合体において導電性の第1被測定部に接触する第1端子部と、前記接合体において前記第1被測定部に接続される導電性の第2被測定部に接触する第2端子部と、前記第1端子部及び前記第2端子部をそれぞれ前記第1被測定部及び前記第1被測定部に接触させるように前記接合体に位置決めされる位置決め部と、前記第1被測定部と前記第2被測定部との電流に基づいて前記締結力を測定する測定部と、を備えることを特徴とする。
【0010】
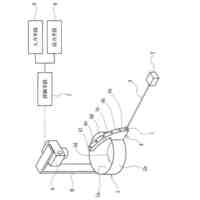
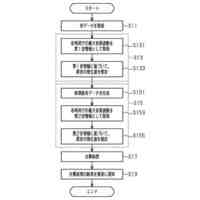
また、本発明の締結力測定方法は、上記の締結力測定装置を用いて前記第1分割体と前記第2分割体との締結力を測定する締結力測定方法であって、前記締結力測定装置を把持する把持ステップと、前記第1分割体及び前記第2分割体の配置された空間に前記締結力測定装置を挿入する挿入ステップと、前記接合体の外周面に沿って移動させた前記位置決め部によって、前記第1分割体と前記第2分割体との間の前記隙間を探索する探索ステップと、前記位置決め部を前記隙間に位置決めした状態で、前記位置決め部を前記接合体に対して押し当てることで、前記位置決め部の高さを低く変位させて、前記第1端子部及び前記第2端子部を前記第1分割体及び前記第2分割体にそれぞれ接触させる測定準備ステップと、前記測定準備ステップの完了後に、前記締結力の測定を開始する測定ステップと、を有することを特徴とする。
あるいは、本発明の締結力測定方法は、上記の締結力測定装置を用いて前記第1分割体と前記第2分割体との締結力を測定する締結力測定方法であって、前記締結力測定装置を把持する把持ステップと、前記第1分割体及び前記第2分割体の配置された空間に前記締結力測定装置を挿入する挿入ステップと、前記位置決め部を前記ボルトの頭部に係合させる係合ステップと、前記第1端子部及び前記第2端子部を前記ボルトの頭部及び前記第1分割体にそれぞれ接触させる測定準備ステップと、前記測定準備ステップの完了後に、前記締結力の測定を開始する測定ステップと、を有する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
粒子分析装置
16日前
株式会社イシダ
計量装置
10日前
日本精機株式会社
アセンブリ
2日前
個人
アクセサリー型テスター
17日前
個人
準結晶の解析方法
2日前
株式会社豊田自動織機
自動走行体
1日前
株式会社テイエルブイ
振動検出装置
16日前
株式会社ミツトヨ
画像測定機
18日前
栄進化学株式会社
浸透探傷用濃縮液
23日前
ダイハツ工業株式会社
試料セル
16日前
トヨタ自動車株式会社
検査装置
10日前
トヨタ自動車株式会社
電気自動車
17日前
GEE株式会社
光学特性測定装置
1日前
日本特殊陶業株式会社
ガスセンサ
2日前
理研計器株式会社
ガス検出器
18日前
理研計器株式会社
ガス検出器
18日前
東ソー株式会社
簡易型液体クロマトグラフ
12日前
株式会社TISM
センサ部材
1日前
理研計器株式会社
ガス検出器
18日前
理研計器株式会社
ガス検出器
18日前
株式会社熊谷組
計測システム
23日前
理研計器株式会社
ガス検出器
18日前
大和製衡株式会社
表示システム
8日前
株式会社ニコン
検出装置
16日前
株式会社小糸製作所
物体検知システム
2日前
リバークル株式会社
荷重移動試験装置
10日前
大和ハウス工業株式会社
引張装置
9日前
アンリツ株式会社
機器及びフィルタ
2日前
株式会社イシダ
搬送装置
8日前
株式会社イシダ
X線検査装置
10日前
トヨタ自動車株式会社
音源推定方法
8日前
合同会社ステディステップス
側圧測定装置
16日前
株式会社 システムスクエア
X線検査装置
12日前
トヨタ自動車株式会社
情報処理装置
16日前
株式会社豊田自動織機
電流検出装置
16日前
トヨタ自動車株式会社
情報処理装置
16日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ