TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025071797
公報種別
公開特許公報(A)
公開日
2025-05-08
出願番号
2024184422
出願日
2024-10-18
発明の名称
銀粉及び銀粉の製造方法並びに導電性ペースト
出願人
DOWAエレクトロニクス株式会社
代理人
個人
,
個人
主分類
B22F
1/00 20220101AFI20250428BHJP(鋳造;粉末冶金)
要約
【課題】線幅に対する高さの比(アスペクト比)が比較的大きな配線パターンが得られるような導電性ペーストを調製することができる銀粉の製造方法及び当該銀粉を提供する。
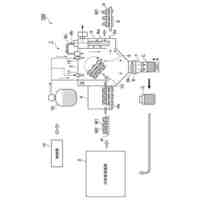
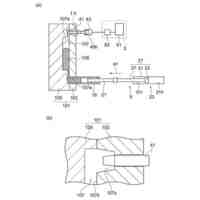
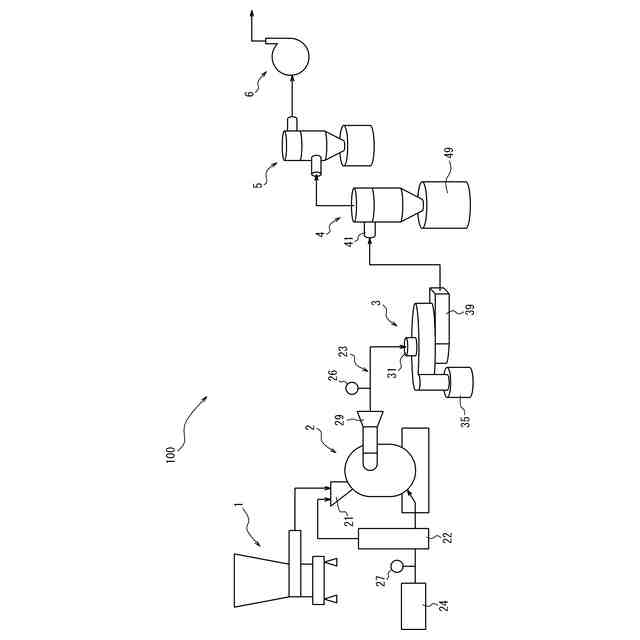
【解決手段】銀粉の製造方法は、凝集銀粉を気流式粉砕機で解砕する解砕工程と、解砕工程後の銀粉を風力分級機で分級する分級工程と、を含み、凝集銀粉は、水分量が5.0wt%以上30.0wt%以下であり、解砕工程では、80℃以上180℃以下の温度の圧縮空気を供給エアとして気流式粉砕機に供給し、分級工程では、気流式粉砕機の排気と解砕工程後の銀粉とを風力分級機に供給し、排気は、温度が30℃以上、且つ、容積絶対湿度が20g/m
3
以上である。
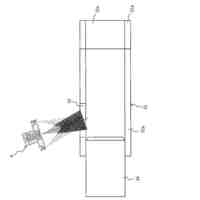
【選択図】図1
特許請求の範囲
【請求項1】
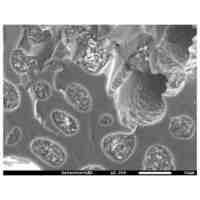
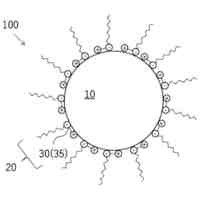
銀粒子内に閉じた空隙を有しており、
前記銀粒子の表面の500nm×500nm範囲の面粗さ測定における算術平均粗さSa(nm)を、
BET1点法により測定される比表面積(m
2
/g)及び真密度の値を用いて下記式(1)で計算されるBET径で除した、Sa/BET径の値が0.0070以上である銀粉。
BET径=6/(比表面積×真密度)・・・式(1)
続きを表示(約 900 文字)
【請求項2】
前記算術平均粗さSaが5nm以上15nm以下である請求項1に記載の銀粉。
【請求項3】
レーザー回折式粒度分布測定における体積基準で求めた粒度分布における、粒子径の小さい側から累積した累積10%径(μm)、累積50%径(μm)及び累積90%径(μm)の値をそれぞれD10、D50及びD90とし、
前記D90から前記D10を差し引いた差分値を前記D50で除した値が1.0以下である、請求項1に記載の銀粉。
【請求項4】
凝集銀粉を気流式粉砕機で解砕する解砕工程と、
前記解砕工程後の銀粉を風力分級機で分級する分級工程と、を含み、
前記凝集銀粉は、水分量が5.0wt%以上30.0wt%以下であり、
前記解砕工程では、80℃以上180℃以下の温度の圧縮空気を供給エアとして前記気流式粉砕機に供給し、且つ、気流中の銀粉濃度を0.10kg/m
3
以上0.50kg/m
3
以下となるように前記凝集銀粉を供給し、
前記分級工程では、前記気流式粉砕機の排気と前記解砕工程後の銀粉とを前記風力分級機に供給し、
前記排気は、温度が30℃以上、且つ、容積絶対湿度が20g/m
3
以上である銀粉の製造方法。
【請求項5】
前記風力分級機と前記気流式粉砕機とを連結管で接続し、当該連結管を介して前記気流式粉砕機の排気と前記解砕工程後の銀粉とを前記気流式粉砕機から前記風力分級機に供給する請求項4に記載の銀粉の製造方法。
【請求項6】
前記分級工程後の銀粉を捕集機で捕集する捕集工程を更に含み、
前記捕集工程では、前記風力分級機の排気と前記分級工程後の銀粉を前記捕集機に供給する、請求項4に記載の銀粉の製造方法。
【請求項7】
前記分級工程では、前記風力分級機に外気を吸引させながら分級する請求項4~6のいずれかに記載の銀粉の製造方法。
【請求項8】
請求項1~3に記載の銀粉を含む導電性ペースト。
発明の詳細な説明
【技術分野】
【0001】
本発明は、銀粉及び銀粉の製造方法並びに導電性ペーストに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1には銀粉及び銀粉の製造方法が記載されている。この銀粉の製造方法では、銀イオンを含有する水性反応系に還元剤を加えることにより、銀粒子を析出させ、その後に、該水性反応系を濾過してケーキを得て、該ケーキを気流乾燥装置にて乾燥することにより、銀粉を得ている。
【0003】
特許文献2には、銀粒子の製造方法が記載されている。この銀粒子の製造方法では、平均粒径がサブミクロンの銀粒子のスラリーに、アルコールを投入して撹拌した後に、濾過脱水し、乾燥して解砕している。この銀粒子の製造方法において、乾燥処理は熱風乾燥または真空乾燥の何れでもよく、熱風乾燥では30~100℃の熱風下に濾過物を置けばよいとされている。
【0004】
特許文献3には、銀粉及びその製造方法が記載されている。この銀粉の製造方法では、銀イオンを含有する水性反応系に還元剤を加えて銀粒子を還元析出させて得られた銀含有スラリーを濾過し、水洗して得られたケーキを室温で脱水し、室温で解砕して解砕粉にし、室温で分級して銀粉を得ている。
【先行技術文献】
【特許文献】
【0005】
特開2008-1974号公報
特開2010-229481号公報
特開2016-216824号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
導電性ペースト(以下では単に「ペースト」と記載する場合がある)を塗布して製造される電子部品の配線や接点は、ペーストを印刷などにより塗布した後、これを加熱して得られる。ペーストは、これを塗布して加熱した際に、所望の線幅と高さの配線パターンが得られることが求められる。電子部品では配線部分以外の面積の最大化や電子部品の小型化のために、配線の細線化が望まれており、配線を細くしても比抵抗が大きくなりすぎないように配線の高さが高い配線パターンが望まれている。
【0007】
本発明は、線幅に対する高さの比(以下、「アスペクト比」ということがある。)が比較的大きな配線パターンを得ることが可能な導電性ペーストを調製することができる銀粉及び銀粉の製造方法並びに当該銀粉を含む導電性ペーストを提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するための本発明に係る銀粉及び銀粉の製造方法、並びに当該銀粉を含む導電性ペーストは以下のとおりである。
【0009】
<1>銀粒子内に閉じた空隙を有しており、
前記銀粒子の表面の500nm×500nm範囲の面粗さ測定における算術平均粗さSa(nm)を、
BET1点法により測定される比表面積(m
2
/g)及び真密度の値を用いて、下記式(1)で計算されるBET径で除したSa/BET径の値が0.0070以上である銀粉。
BET径=6/(比表面積×真密度)・・・式(1)
【0010】
<2>前記算術平均粗さSaが5nm以上15nm以下である上記<1>に記載の銀粉。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
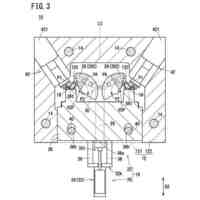
ピストンの低圧鋳造金型
12日前
UBEマシナリー株式会社
成形機
4か月前
株式会社 寿原テクノス
金型装置
3か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
株式会社エスアールシー
インゴット
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
個人
透かし模様付き金属板の製造方法
3か月前
芝浦機械株式会社
成形機
2か月前
芝浦機械株式会社
成形機
2か月前
株式会社キャステム
鋳造品の製造方法
16日前
株式会社クボタ
弁箱用の消失模型
4か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
トヨタ自動車株式会社
金型冷却構造
1日前
新東工業株式会社
粉末除去装置
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
18日前
日立Astemo株式会社
成形装置
1か月前
新東工業株式会社
測定装置
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
18日前
山陽特殊製鋼株式会社
取鍋
3か月前
株式会社神戸製鋼所
鋼の製造方法
2か月前
セイコーエプソン株式会社
製造方法
9日前
黒崎播磨株式会社
浸漬ノズル
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ