TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075767
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023187166
出願日
2023-10-31
発明の名称
回転電機用ステータの製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20250101AFI20250508BHJP(電力の発電,変換,配電)
要約
【課題】ステータコアの共振を抑制することができるステータを簡単に製造できる回転電機用ステータの製造方法を提供する。
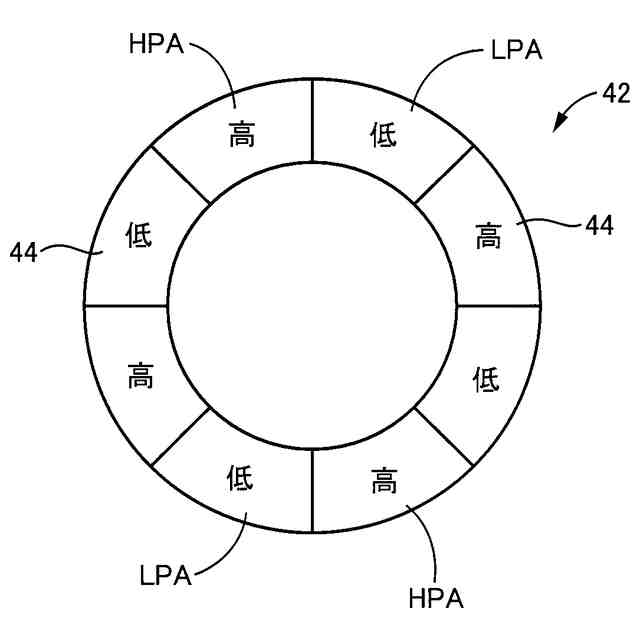
【解決手段】加圧工程P1により、加圧ジグ42を用いて、積層された電磁鋼板32が電磁鋼板32の厚み方向に加圧され、巻付工程P2において、加圧ジグ42を用いて加圧された状態の厚み方向に積層された電磁鋼板32に、捲線が付けられる。このようにして製造されたステータ34のステータコア20は、厚み方向に積層され積層された電磁鋼板32のうち、加圧ジグ42の高加圧領域HPA直下にある部分は厚み方向において密とされて、電磁鋼板32間に作用する垂直抗力が不均一とされ、電磁鋼板32間の摩擦力も不均一とされるので、ステータコアの共振が抑制される。
【選択図】図3
特許請求の範囲
【請求項1】
電磁鋼板が厚み方向に積層されることで円筒状を成すステータコアを回転電気のケース内に固定する回転電機用ステータの製造方法であって、
加圧面高さが相対的に大きい高加圧領域と前記高加圧領域よりも加圧面高さが低い低加圧領域とを含む加圧面が形成された加圧ジグを用いて、積層された前記電磁鋼板を前記電磁鋼板の厚み方向に加圧する加圧工程と、
前記加圧ジグを用いて加圧された状態の前記厚み方向に積層され積層された前記電磁鋼板に、捲線を付ける巻付工程と、を含む
ことを特徴とする回転電機用ステータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電磁鋼板が積層されることで円筒状を成すステータコアの共振を抑制する回転電機用ステータの製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
たとえば電機自動車の動力源として用いられる回転電機のケース内に固定されるステータコアの円環剛性が均一であることなどの理由により回転電機の作動中にステータコアの共振が発生し、そのステータコアの共振振動が前記ケースに伝達され、振動するケースから発生する放射音により、車室内で不快なモータノイズが発生するという問題がある。
【0003】
これに対し、特許文献1では、厚み方向に積層されてステータコアを構成する電磁鋼板の間を接着する接着部を、積層方向に隣り合う電磁鋼板同士を部分的に接着し、積層方向に隣合う接着部同士では、積層方向から見た平面視で互いの配置領域が異なっているステータコアが提案されている。
【0004】
これによれば、積層方向から見た平面視において積層方向に隣り合う接着部同士で互いの配置領域が重なる場合に比較して、所定の接着部に対して積層方向に隣り合う接着部と、その所定の接着部に対して周方向に隣り合う接着部との最小公倍数が大きくなるので、回転電機のケーストステータコアとの共振周波数が一致することが防止され、ケースから発生する放射音により車室内で不快なモータノイズが発生することが抑制されるとされている。
【先行技術文献】
【特許文献】
【0005】
WO 2020/129926
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の回転電機のステータコアでは、厚み方向に積層されてステータコアを構成する電磁鋼板の間を接着する接着部を、積層方向に隣り合う電磁鋼板同士を部分的に接着し、積層方向に隣合う接着部同士では、積層方向から見た平面視で互いの配置領域が異なるように接着部を電磁鋼板の間に配置させる必要があるので、ステータの製造工程が複雑となり、製造コストが高くなるという問題があった。
【0007】
本発明は、以上の事情を背景として為されたものであり、その目的とするところは、ステータコアの共振を抑制することができるステータを簡単に製造できる回転電機用ステータの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の要旨とするところは、(a)電磁鋼板が厚み方向に積層されることで円筒状を成すステータコアを回転電気のケース内に固定する回転電機のステータの製造方法であって、(b)加圧面高さが相対的に大きい高加圧領域と前記高加圧領域よりも加圧面高さが低い低加圧領域とを含む加圧面が形成された加圧ジグを用いて、積層された前記電磁鋼板を前記電磁鋼板の厚み方向に加圧する加圧工程と、(c)前記加圧ジグを用いて加圧された状態の前記厚み方向に積層され積層された前記電磁鋼板に、捲線を付ける巻付工程と、を含むことにある。
【発明の効果】
【0009】
本発明の回転電機用ステータの製造方法によれば、加圧工程により、加圧ジグを用いて、積層された前記電磁鋼板が前記電磁鋼板の厚み方向に加圧され、巻付工程において、前記加圧ジグを用いて加圧された状態の前記厚み方向に積層され積層された前記電磁鋼板に、捲線が付けられる。このようにして製造されたステータコアは、厚み方向に積層され積層された電磁鋼板のうち、加圧ジグの高加圧領域直下にある部分は厚み方向において密とされて、電磁鋼板間に作用する垂直抗力が相対的に大きく、電磁鋼板間の摩擦力が相対的に大きくされる一方で、加圧ジグの低加圧領域直下にある部分は厚み方向において粗とされて、電磁鋼板間に作用する垂直抗力が相対的に小さく、電磁鋼板間の摩擦力が相対的に小さくされる。これにより、電磁鋼板間の摩擦力が不均一となるので、共振が抑制されたステータコアが得られる。
【図面の簡単な説明】
【0010】
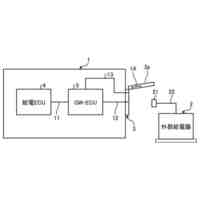
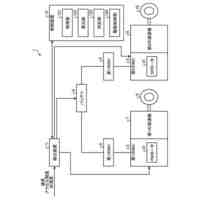
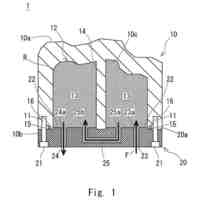
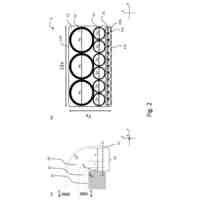
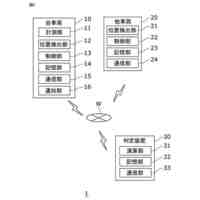
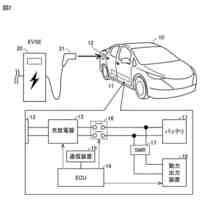
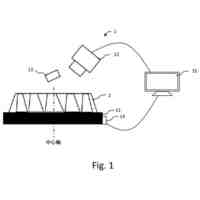
本発明の一実施例の製造工程を用いて製造されたステータを含む回転電機の構成を説明する模式図である。
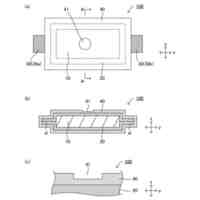
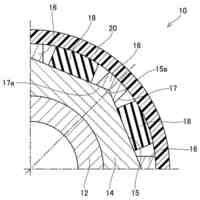
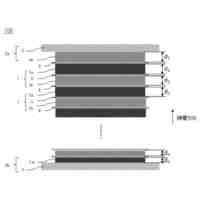
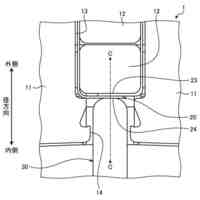
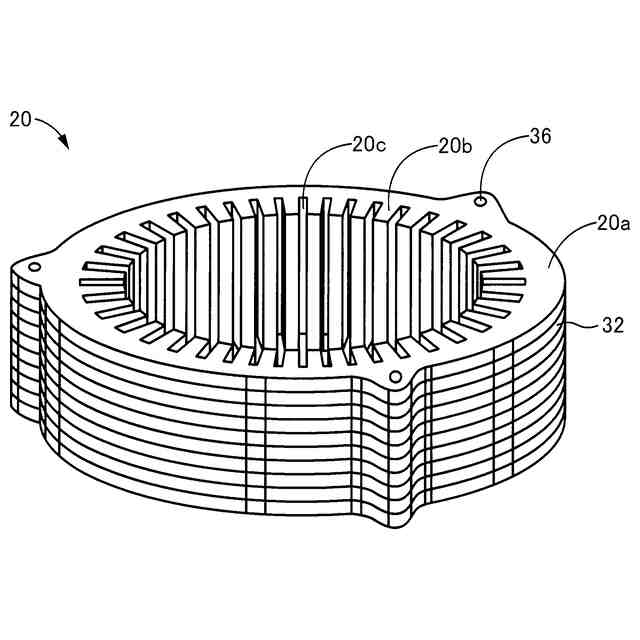
図1のステータコアを単体で示す斜視図である。
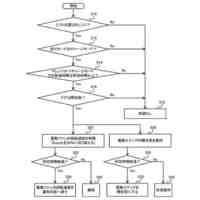
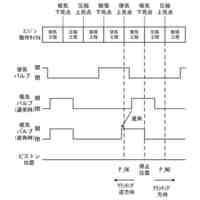
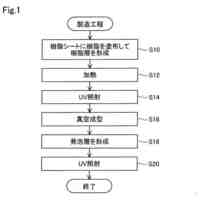
図1のステータの製造方法の要部を説明する工程図である。
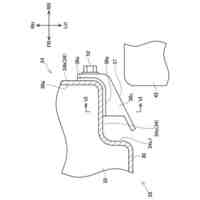
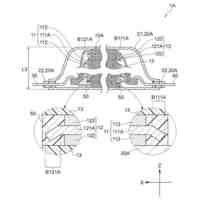
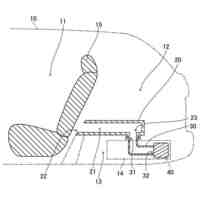
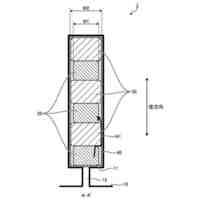
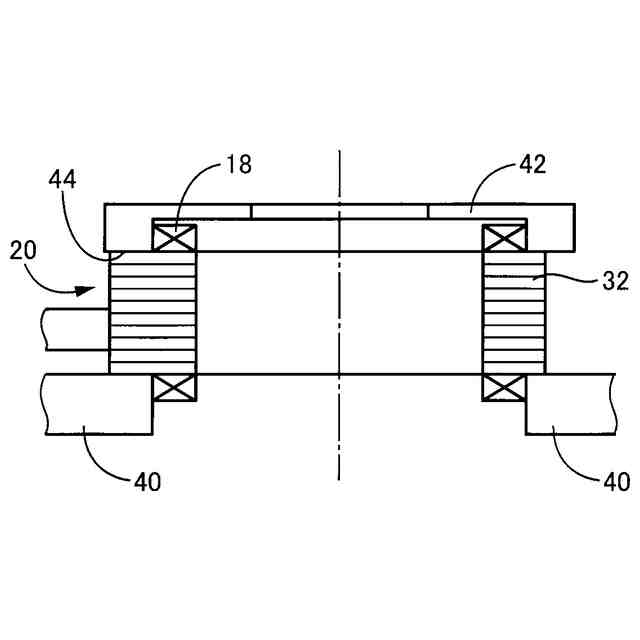
図1のステータの製造工程のうちのステータコア加圧工程及び捲線工程を説明する工程を説明する断面図である。
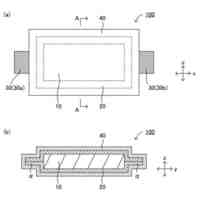
図4のステータコア加圧工程で用いられる加圧ジグの加圧面を説明する平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
方法
17日前
トヨタ自動車株式会社
車両
28日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
方法
14日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
金型
1日前
トヨタ自動車株式会社
ロータ
28日前
トヨタ自動車株式会社
電動車
2日前
トヨタ自動車株式会社
組電池
17日前
トヨタ自動車株式会社
充電器
22日前
トヨタ自動車株式会社
電動車
14日前
トヨタ自動車株式会社
電動車
13日前
トヨタ自動車株式会社
電動車
6日前
トヨタ自動車株式会社
自動車
21日前
トヨタ自動車株式会社
二次電池
1日前
トヨタ自動車株式会社
集合導線
2日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
判定装置
23日前
トヨタ自動車株式会社
ステータ
1日前
トヨタ自動車株式会社
電動車両
22日前
トヨタ自動車株式会社
ステータ
1日前
トヨタ自動車株式会社
製造方法
22日前
トヨタ自動車株式会社
電動車両
3日前
トヨタ自動車株式会社
制御装置
21日前
トヨタ自動車株式会社
電動車両
15日前
トヨタ自動車株式会社
制御装置
23日前
トヨタ自動車株式会社
電源装置
3日前
トヨタ自動車株式会社
検査装置
15日前
トヨタ自動車株式会社
駆動装置
6日前
トヨタ自動車株式会社
触媒装置
13日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ