TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025080319
公報種別
公開特許公報(A)
公開日
2025-05-26
出願番号
2023193397
出願日
2023-11-14
発明の名称
情報処理システム及び情報処理方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23P
21/00 20060101AFI20250519BHJP(工作機械;他に分類されない金属加工)
要約
【課題】作業者の台車からの部品の取り出し作業が完了したことを把握する際のコスト・工数を低減し、正確性を向上することができる情報処置システム及び情報処理方法を提供すること。
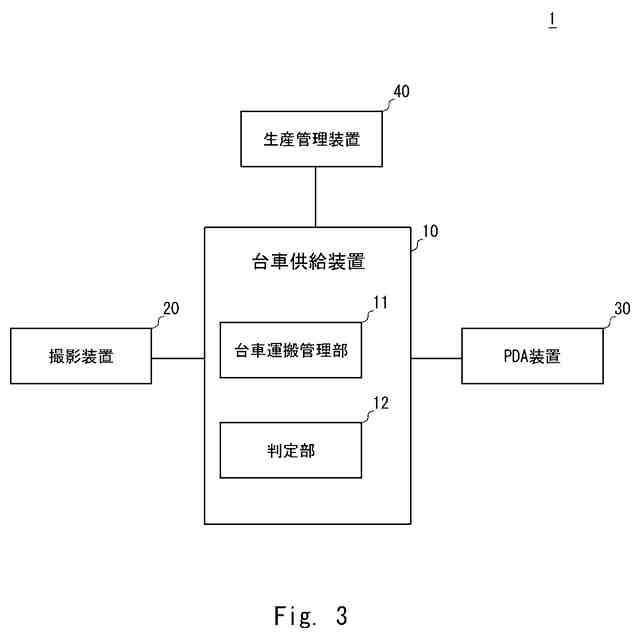
【解決手段】本開示の情報処理システム1は、天井に第1の識別コードが付された、部品を生産ラインに供給するための台車と、床面に第1の識別コードとは異なる第2の識別コードが付された、生産ラインにおける台車の置場とを備える。情報処理システム1では、撮影部20は、置場から所定範囲内の画像を天井方向から撮影する。判定部12は、撮影画像における第1の識別コードと第2の識別コードとの写り方に基づいて、置場における作業者による台車から部品を取り出す作業が完了したか否かを判定する。
【選択図】図3
特許請求の範囲
【請求項1】
天井に第1の識別コードが付された、部品を生産ラインに供給するための台車と、
床面に前記第1の識別コードとは異なる第2の識別コードが付された、前記生産ラインにおける前記台車の置場と、
前記置場から所定範囲内の画像を天井方向から撮影する撮影部と、
前記撮影画像における前記第1の識別コードと前記第2の識別コードとの写り方に基づいて、前記置場における作業者による前記台車から部品を取り出す作業が完了したか否かを判定する判定部と、を備える
情報処理システム。
続きを表示(約 960 文字)
【請求項2】
前記第1の識別コードは、前記作業者が前記台車から部品を取り出した場合、天井方向から見えないように隠され、
前記判定部は、
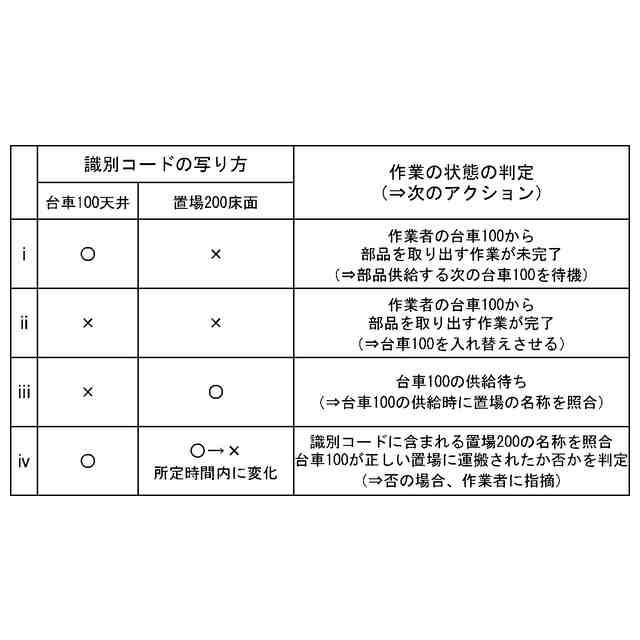
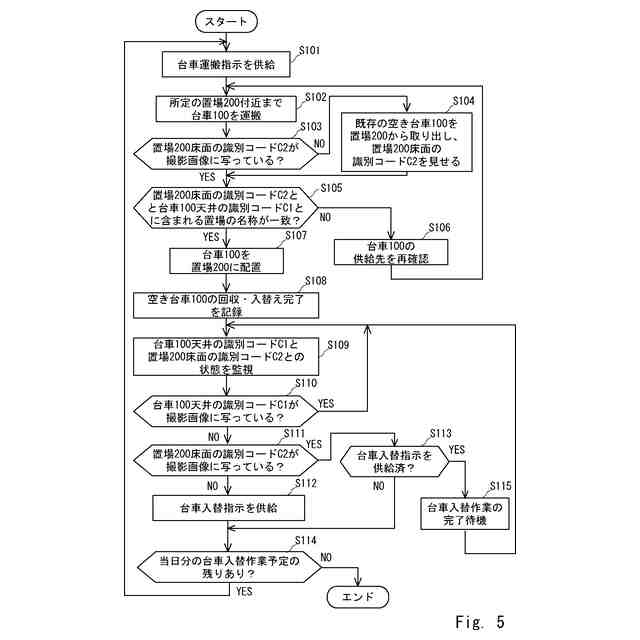
前記撮影画像に前記第1の識別コードが写っているが前記第2の識別コードが写ってない場合、前記置場における前記作業者による部品を取り出す作業が未完了であると判定し、
前記撮影画像に前記第1の識別コードと前記第2の識別コードとの両方が写っていない場合、前記置場における前記作業者による部品を取り出す作業が完了であると判定し、
前記撮影画像に前記第1の識別コードが写っていないが前記第2の識別コードが写っている場合、前記台車の供給待ちであると判定する
請求項1に記載の情報処理システム。
【請求項3】
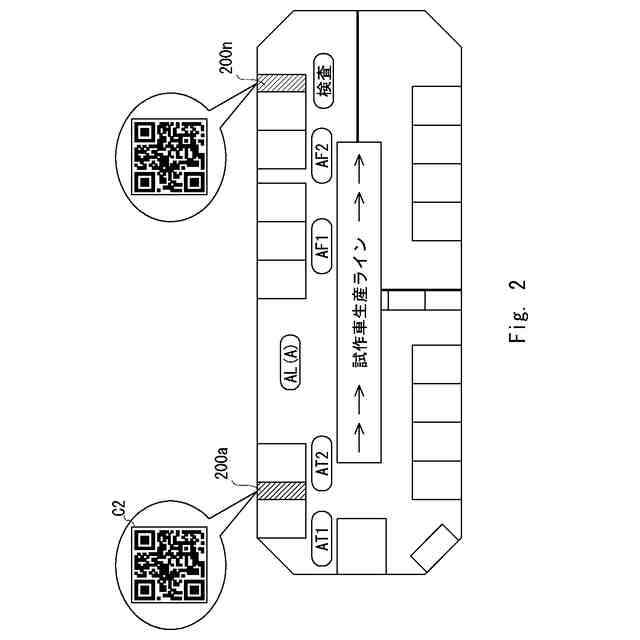
前記第1の識別コードは、前記第1の識別コードが付された台車の部品供給先の置場の名称を含み、
前記第2の識別コードは、前記第2の識別コードが付された置場の名称を含み、
前記判定部は、
前記撮影画像に、前記第1の識別コードが写っており、前記第2の識別コードが所定時間内に写っていない状況から写った状況に変化した場合、前記第1の識別コードに含まれる部品供給先の置場の名称と前記第2の識別コードに含まれる置場の名称とが一致するか否かを判定し、当該判定結果に基づいて前記台車が正しい置場に運搬されたか否かを判定する
請求項1又は2に記載の情報処理システム。
【請求項4】
前記生産ラインは、
試作車の生産ラインである
請求項1に記載の情報処理システム。
【請求項5】
天井に第1の識別コードが付された、部品を生産ラインに供給するための台車と、
床面に前記第1の識別コードとは異なる第2の識別コードが付された、前記生産ラインにおける前記台車の置場と、を備え、
コンピュータが、
前記置場から所定範囲内の画像を天井方向から撮影し、
前記撮影画像における前記第1の識別コードと前記第2の識別コードとの写り方に基づいて、前記置場における作業者による前記台車から部品を取り出す作業が完了したか否かを判定する
情報処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、情報処理システム及び情報処理方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1の技術では、床上を一定方向に一定速度で進行する製品を搭載した自走台車には進捗観測マークが取り付けられ、また、床面には製品に設置する部品のある位置に対応するように一定方向に等間隔の進捗確認マークが取り付けられる。そして、特許文献1の技術では、進捗確認マークと進捗観測マークとの位置関係、つまり、自走台車の現在位置から、担当者が混流生産ラインにおける作業の状態を把握する。
【先行技術文献】
【特許文献】
【0003】
特開2003-001533号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
試作車等の生産ラインへの部品供給として専用台車に部品をセットして供給し、作業者は、必要な部品を都度、台車から取り出してボディに組付ける。部品供給をタイムリーに行う為に、作業者の台車からの部品の取り出し作業が完了したことを把握する必要がある。
【0005】
特許文献1に係る背景技術では、システムは、作業者の台車からの部品の取り出し作業が完了したことを、例えば(1)ボタン・スイッチ方式又は(2)AIによる画像判定方式で検知していた。(1)ボタン・スイッチ方式では、部品の取り出し完了後、作業者が機器操作を行うことで作業完了を検知する。また、(2)AIによる画像判定方式では、作業者の動作で作業完了を検知する。ここで、(1)ボタン・スイッチ方式では、ボタン・スイッチが有線式の場合、機器移設にコスト・時間が必要である。また、ボタン・スイッチが無線式の場合、定期的な電池交換等が必要であるという課題がある。また、(2)AIによる画像判定方式では、作業完了の判定が難しいという課題や精度アップのコスト・時間が膨大であるという課題がある。つまり、引用文献1に係る技術では、台車から部品を取り出す作業の状態を把握する際の、コスト・工数や正確性などに問題があるという課題があった。
【0006】
本開示は、そのような課題を鑑みることによって、作業者の台車からの部品の取り出し作業が完了したことを把握する際のコスト・工数を低減し、正確性を向上することができる情報処置システム及び情報処理方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示の情報処理システムは、
天井に第1の識別コードが付された、部品を生産ラインに供給するための台車と、
床面に前記第1の識別コードとは異なる第2の識別コードが付された、前記生産ラインにおける前記台車の置場と、
前記置場から所定範囲内の画像を天井方向から撮影する撮影部と、
前記撮影画像における前記第1の識別コードと前記第2の識別コードとの写り方に基づいて、前前記置場における作業者による前記台車から部品を取り出す作業が完了したか否かを判定する判定部と、を備える。
【0008】
本開示の情報処理方法は、
天井に第1の識別コードが付された、部品を生産ラインに供給するための台車と、
床面に前記第1の識別コードとは異なる第2の識別コードが付された、前記生産ラインにおける前記台車の置場と、を備え、
コンピュータが、
前記置場から所定範囲内の画像を天井方向から撮影し、
前記撮影画像における前記第1の識別コードと前記第2の識別コードとの写り方に基づいて、前記置場における作業者による前記台車から部品を取り出す作業が完了したか否かを判定する。
【発明の効果】
【0009】
本開示は、作業者の台車からの部品の取り出し作業が完了したことを把握する際のコスト・工数を低減し、正確性を向上することができる情報処置システム及び情報処理方法を提供することができる。
【図面の簡単な説明】
【0010】
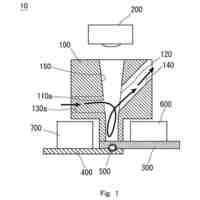
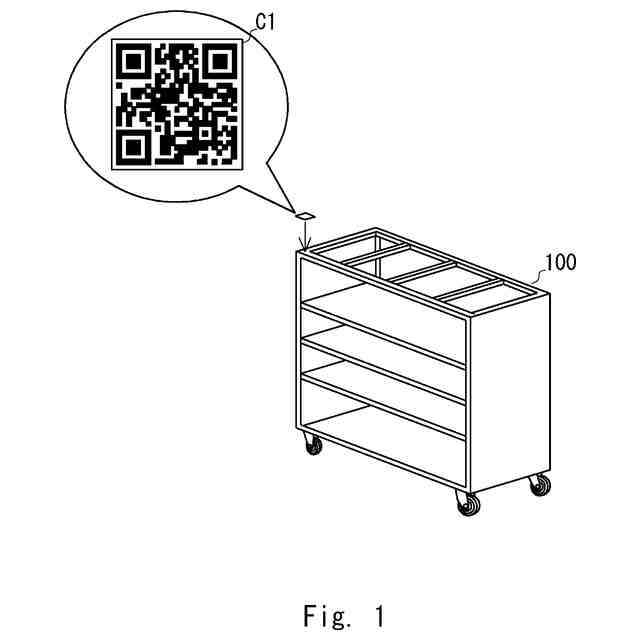
第1の実施形態に係る試作車生産ラインに部品を供給するための台車の一例を示す図である。
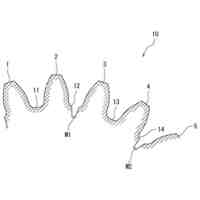
第1の実施形態に係る試作車生産ライン及び台車の1又は複数の置場の一例を示す図である。
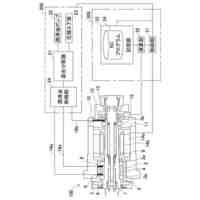
第1の実施形態に係る情報処理システムの構成の一例を示すブロック図である。
第1の実施形態に係る情報処理システム1における作業者による台車から部品を取り出す作業の状態を判定するパターンの一例を示す。
第1の実施形態に係る情報処理システムの動作の一例を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
24日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
17日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
9日前
株式会社不二越
ドリル
23日前
有限会社 ナプラ
金属粒子
2か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社アンド
半田付け方法
23日前
日進工具株式会社
エンドミル
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
株式会社アンド
半田付け方法
23日前
株式会社トヨコー
被膜除去方法
11日前
村田機械株式会社
レーザ加工機
10日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
村田機械株式会社
レーザ加工機
10日前
トヨタ自動車株式会社
接合方法
1か月前
株式会社FUJI
チャック装置
2か月前
オークマ株式会社
工作機械
2か月前
株式会社コスメック
クランプ装置
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社コスメック
クランプ装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
管用テーパタップ
2か月前
トヨタ自動車株式会社
レーザ加工機
2か月前
オーエスジー株式会社
ドリル
2か月前
豊田鉄工株式会社
レーザー溶接装置
2か月前
株式会社不二越
スカイビングカッタ
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ