TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025081019
公報種別
公開特許公報(A)
公開日
2025-05-27
出願番号
2023194492
出願日
2023-11-15
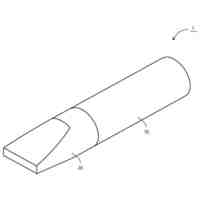
発明の名称
ドリル
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
51/00 20060101AFI20250520BHJP(工作機械;他に分類されない金属加工)
要約
【課題】耐摩耗性を高めることができ、これにより工具の長寿命化を図ることができるドリルを提供する。
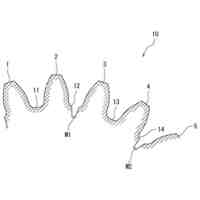
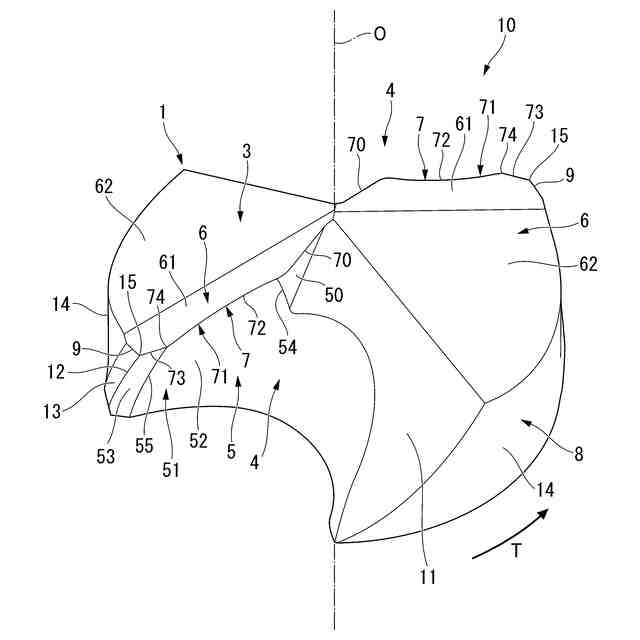
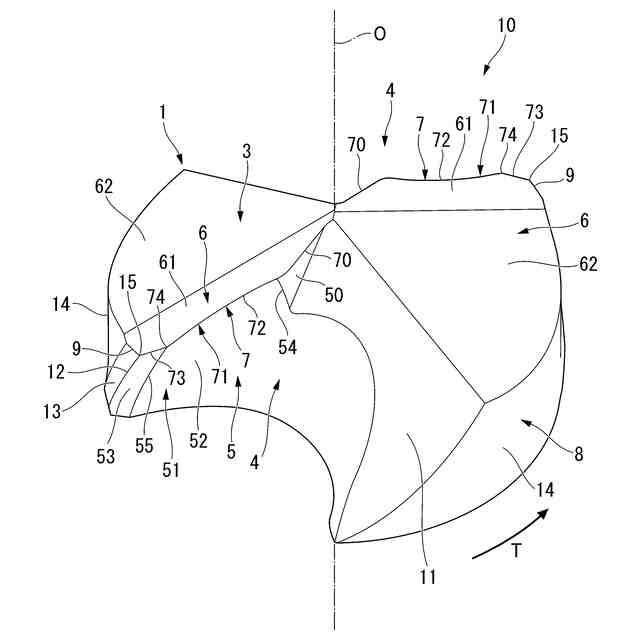
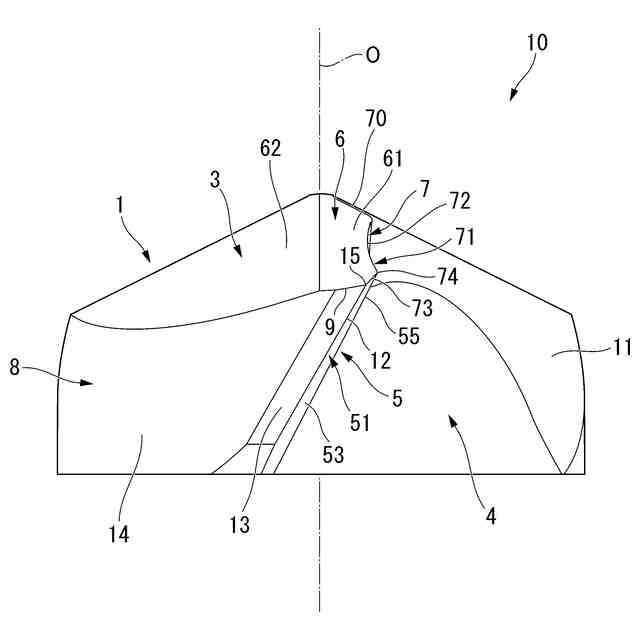
【解決手段】切刃7は、切刃7のうち径方向内端部に配置されるシンニング刃70と、シンニング刃70の径方向外側に配置され、外周コーナ15を介してリーディングエッジ12に接続される主切刃71と、を有し、主切刃71及びリーディングエッジ12は、各稜線部と垂直な断面が凸曲線状をなすホーニングを有し、リーディングエッジ12のうち外周コーナ15から後端側へ向けた1.5mm以内の位置におけるホーニング曲率半径は、25μm以上80μm以下であり、かつ、主切刃71のうち外周コーナ15に接続される径方向外端部のホーニング曲率半径よりも小さい。
【選択図】図1
特許請求の範囲
【請求項1】
中心軸を中心として軸方向に延びるボディを備えるドリルであって、
前記ボディは、
前記ボディの先端面及び外周面に開口し、前記先端面から後端側に延びる切屑排出溝と、
前記切屑排出溝に配置され、前記中心軸回りのうちドリル回転方向を向くすくい面と、
前記先端面に配置される逃げ面と、
前記すくい面と前記逃げ面とが接続される稜線部に配置される切刃と、
前記外周面に配置され、前記切屑排出溝に沿って延びるマージンと、
前記マージンと前記すくい面とが接続される稜線部に配置されるリーディングエッジと、
前記切刃と前記リーディングエッジとが接続される角部に配置される外周コーナと、を有し、
前記切刃は、
前記切刃のうち径方向内端部に配置されるシンニング刃と、
前記シンニング刃の径方向外側に配置され、前記外周コーナを介して前記リーディングエッジに接続される主切刃と、を有し、
前記主切刃及び前記リーディングエッジは、各前記稜線部と垂直な断面が凸曲線状をなすホーニングを有し、
前記リーディングエッジのうち前記外周コーナから後端側へ向けた1.5mm以内の位置におけるホーニング曲率半径は、25μm以上80μm以下であり、かつ、前記主切刃のうち前記外周コーナに接続される径方向外端部のホーニング曲率半径よりも小さい、
ドリル。
続きを表示(約 1,500 文字)
【請求項2】
前記主切刃は、
前記シンニング刃の径方向外側に配置され、前記中心軸回りのうち前記ドリル回転方向とは反対方向に向けて窪む凹曲線状をなす第1切刃と、
前記第1切刃の径方向外側に配置され、前記第1切刃の径方向外端に接続される第2切刃と、を有し、
前記第2切刃が、前記主切刃のうち前記外周コーナに接続される径方向外端部を構成する、
請求項1に記載のドリル。
【請求項3】
前記主切刃は、直線状をなしており、
前記切刃の前記中心軸回りの回転軌跡の直径寸法をドリル刃径として、
前記主切刃のうち前記外周コーナから径方向内側へ向けた前記ドリル刃径の7%以内の領域が、前記主切刃のうち前記外周コーナに接続される径方向外端部とされる、
請求項1に記載のドリル。
【請求項4】
前記主切刃のうち前記径方向外端部よりも径方向内側に位置する部分のホーニング曲率半径をR1とし、前記主切刃のうち前記径方向外端部のホーニング曲率半径をR2として、
[0.9≦R1/R2≦1.5]の関係を満たす、
請求項1から3のいずれか1項に記載のドリル。
【請求項5】
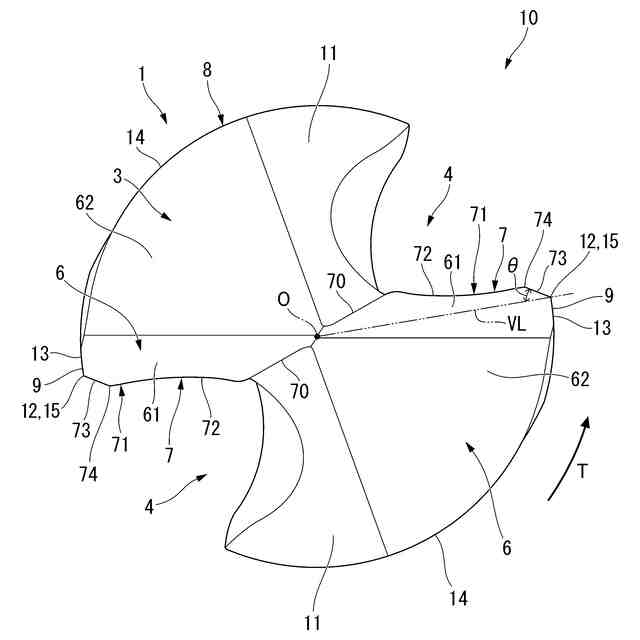
前記ボディは、前記マージンと前記逃げ面とが接続される稜線部に配置され、前記外周コーナから前記中心軸回りのうち前記ドリル回転方向とは反対方向へ延びる肩部を有し、
前記肩部は、前記稜線部と垂直な断面が凸曲線状をなすホーニングを有し、
前記肩部のホーニング曲率半径は、前記主切刃のうち前記外周コーナに接続される径方向外端部のホーニング曲率半径よりも小さい、
請求項1から3のいずれか1項に記載のドリル。
【請求項6】
前記シンニング刃は、前記切刃が配置される前記稜線部と垂直な断面が凸曲線状をなすホーニングを有し、
前記切刃の前記中心軸回りの回転軌跡の直径寸法をドリル刃径として、
前記シンニング刃のうち前記中心軸から径方向外側へ向けた前記ドリル刃径の7%以内の領域のホーニング曲率半径が、前記主切刃のうち前記径方向外端部よりも径方向内側に位置する部分のホーニング曲率半径よりも小さい、
請求項1から3のいずれか1項に記載のドリル。
【請求項7】
前記第1切刃のホーニング曲率半径は、前記第1切刃のうち最も前記ドリル回転方向とは反対方向に位置する最下点において最大となる、
請求項2に記載のドリル。
【請求項8】
前記すくい面は、
前記シンニング刃に接続されるシンニングすくい面と、
前記主切刃に接続される主すくい面と、
前記シンニングすくい面と前記主すくい面とが接続される境界部に沿って延び、前記ドリル回転方向に向けて凸となる第1境界稜線と、を有し、
前記第1境界稜線は、ホーニングを有する、
請求項1から3のいずれか1項に記載のドリル。
【請求項9】
前記すくい面は、
前記第1切刃に接続される第1すくい面と、
前記第2切刃に接続される第2すくい面と、
前記第1すくい面と前記第2すくい面とが接続される境界部に沿って延び、前記ドリル回転方向に向けて凸となる第2境界稜線と、を有し、
前記第2境界稜線は、ホーニングを有する、
請求項2に記載のドリル。
【請求項10】
前記リーディングエッジのホーニングは、前記リーディングエッジのうち前記外周コーナから後端側へ向けた1.5mmの位置を越えて、さらに後端側にわたって延びている、
請求項1から3のいずれか1項に記載のドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドリルに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、切屑排出溝と、切屑排出溝に配置されてドリル回転方向を向くすくい面と、ドリル先端面に配置される逃げ面と、すくい面と逃げ面とが接続される稜線部に配置される切刃と、ドリル外周面に配置され、切屑排出溝に沿って延びるマージンと、マージンとすくい面とが接続される稜線部に配置されるリーディングエッジと、切刃とリーディングエッジとが接続される角部に配置される外周コーナと、マージンと逃げ面とが接続される稜線部に配置され、外周コーナからドリル回転方向とは反対方向(反ドリル回転方向)へ延びる肩部と、を備えるドリルが知られている。
【0003】
例えば、特許文献1、2に記載のドリルでは、加工能率を上げるため切削条件が厳しくなる傾向の中で、特に薄板の穴あけ加工時に肩部において欠損が生じやすくなる問題を抑制するために、肩切れ刃部(肩部)、マージン切れ刃部(リーディングエッジ)、及びこれらの境界(外周コーナ)の各ホーニング幅を、第2の切れ刃部(主切刃)のホーニング幅よりも大きくしている。
【先行技術文献】
【特許文献】
【0004】
特許第6722410号公報
特許第7268691号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1、2に記載のドリルは、加工の高能率化やワーク(被削材)の薄肉・小型化による不安定状態での加工においては有利であるものの、いまだ穴あけ加工の主流(主となる加工領域)である低~中能率加工条件や大型のワークの加工においては、下記の問題を有している。なお、本明細書でいう「低~中能率加工条件」とは、例えば、周速:vc=130m/min程度まで、送り:ドリル刃径に依存するが一例としてφ6.0mmでfr=0.35mm/rev程度までの加工条件を指す。
【0006】
すなわち、特許文献1、2のように、ドリル外周部近傍でのホーニング幅を大きく設定すると、切削抵抗が増大することで早期に摩耗が進行しやすくなる。つまり、耐欠損性が高められる一方で、耐摩耗性については低下する傾向がある。上述したような低~中能率加工条件や大型のワークの穴あけ加工においては、突発的な欠損は発生しにくく、それよりも、摩耗の進行による切刃の薄肉化に起因する欠損や、マージンの摩滅等を抑制することが重要である。
【0007】
本発明は、耐摩耗性を高めることができ、これにより工具の長寿命化を図ることができるドリルを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するため、以下の手段を提供する。
【0009】
〔本発明の態様1〕
中心軸を中心として軸方向に延びるボディを備えるドリルであって、前記ボディは、前記ボディの先端面及び外周面に開口し、前記先端面から後端側に延びる切屑排出溝と、前記切屑排出溝に配置され、前記中心軸回りのうちドリル回転方向を向くすくい面と、前記先端面に配置される逃げ面と、前記すくい面と前記逃げ面とが接続される稜線部に配置される切刃と、前記外周面に配置され、前記切屑排出溝に沿って延びるマージンと、前記マージンと前記すくい面とが接続される稜線部に配置されるリーディングエッジと、前記切刃と前記リーディングエッジとが接続される角部に配置される外周コーナと、を有し、前記切刃は、前記切刃のうち径方向内端部に配置されるシンニング刃と、前記シンニング刃の径方向外側に配置され、前記外周コーナを介して前記リーディングエッジに接続される主切刃と、を有し、前記主切刃及び前記リーディングエッジは、各前記稜線部と垂直な断面が凸曲線状をなすホーニングを有し、前記リーディングエッジのうち前記外周コーナから後端側へ向けた1.5mm以内の位置におけるホーニング曲率半径は、25μm以上80μm以下であり、かつ、前記主切刃のうち前記外周コーナに接続される径方向外端部のホーニング曲率半径よりも小さい、ドリル。
【0010】
本発明のドリルでは、主切刃及びリーディングエッジの各ホーニングが、各稜線部に垂直な断面で凸曲線状(凸R形状)をなしており、いわゆる丸ホーニングとされている。このため、低~中能率加工条件や大型のワークの穴あけ加工において、ホーニング面内での摩耗や溶着を抑制することができる。詳しくは、例えば本発明と異なり、切刃の各構成要素(特に主切刃など)のホーニングが、フラット面が存在するチャンファホーニング等であると、低~中能率加工条件や大型のワークの穴あけ加工において、ホーニング面内に破砕的な摩耗が促進し、早期に溶着やチッピングを招くおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
25日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
18日前
日東精工株式会社
ねじ締め機
10日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
24日前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社アンド
半田付け方法
24日前
株式会社アンド
半田付け方法
24日前
日進工具株式会社
エンドミル
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
村田機械株式会社
レーザ加工機
11日前
村田機械株式会社
レーザ加工機
11日前
株式会社トヨコー
被膜除去方法
12日前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社コスメック
クランプ装置
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社不二越
管用テーパタップ
2か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
日東精工株式会社
はんだこて先の製造方法
26日前
個人
管の切断装置及び管の切断方法
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
株式会社不二越
スカイビングカッタ
1か月前
オーエスジー株式会社
ドリル
2か月前
株式会社ダイヘン
溶接システム
24日前
株式会社恵信工業
アプセット溶接方法
2か月前
株式会社FUJI
周辺装置制御用治具
25日前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ