TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025082435
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023195747
出願日
2023-11-17
発明の名称
歯車加工装置
出願人
株式会社 神崎高級工機製作所
代理人
弁理士法人あーく事務所
主分類
B23F
23/06 20060101AFI20250522BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数枚の歯車に対して同時に加工を行う場合に、相対的な歯車精度を向上させることのできる歯車加工装置を提供する。
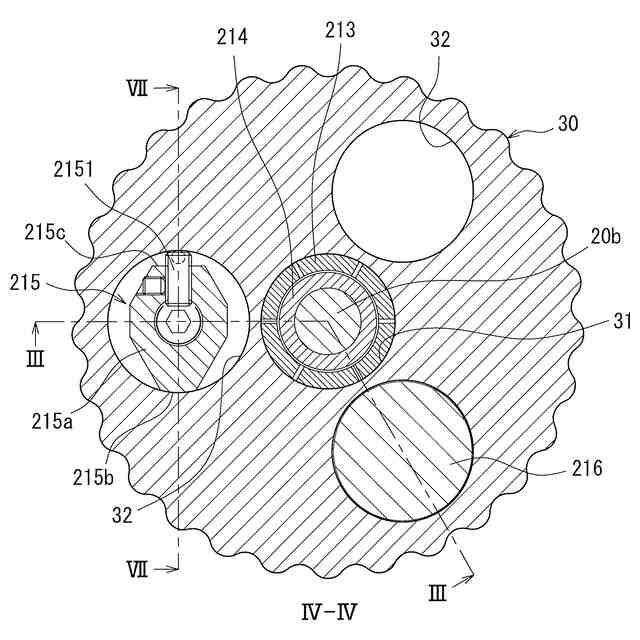
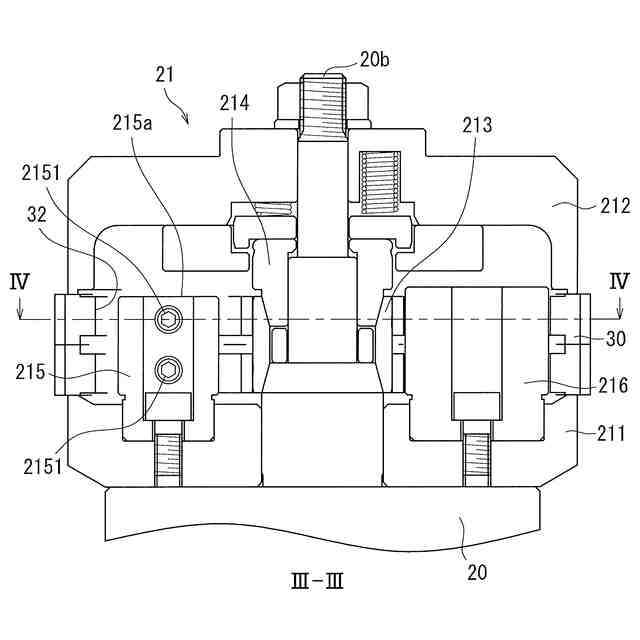
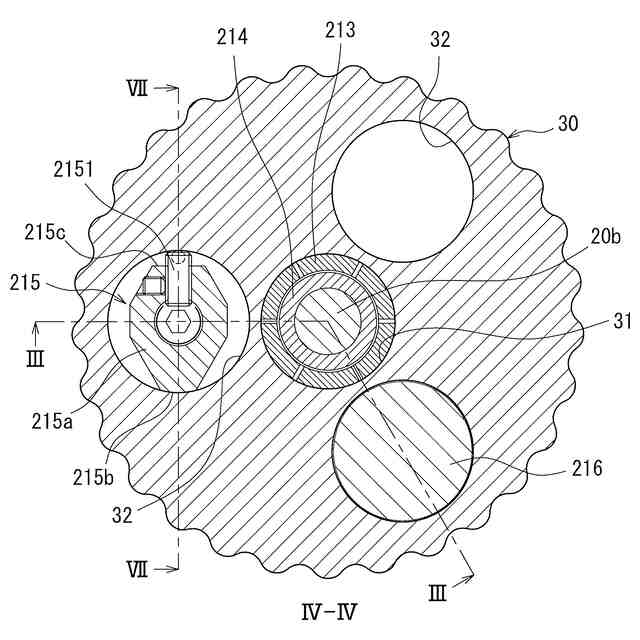
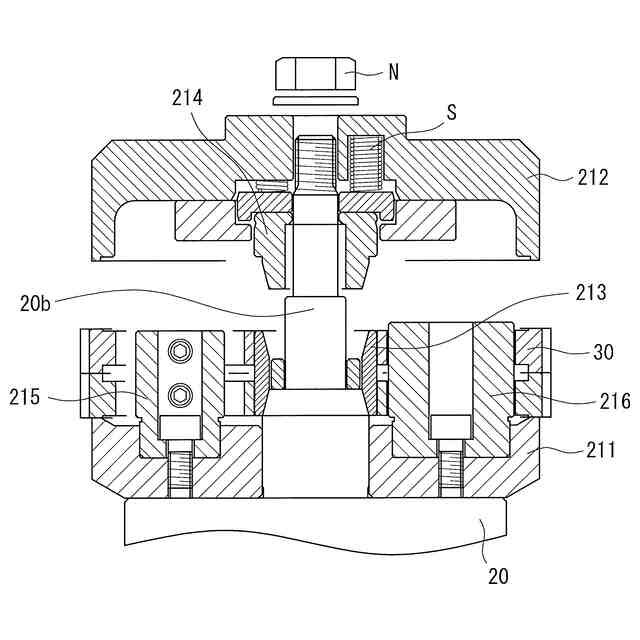
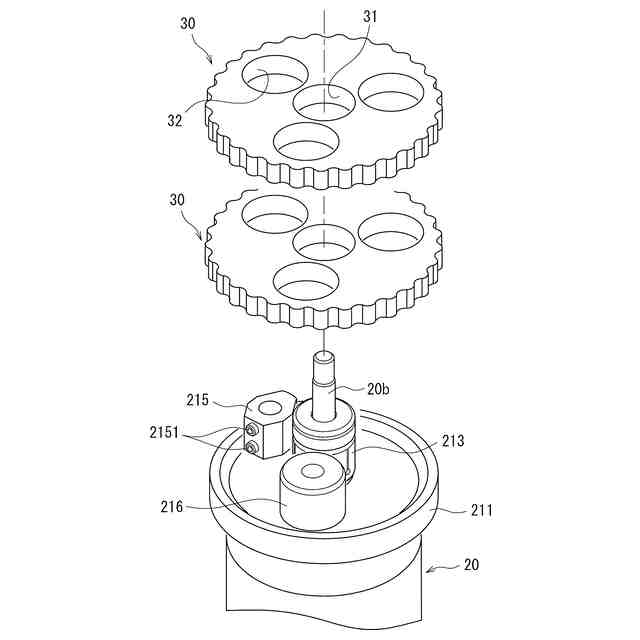
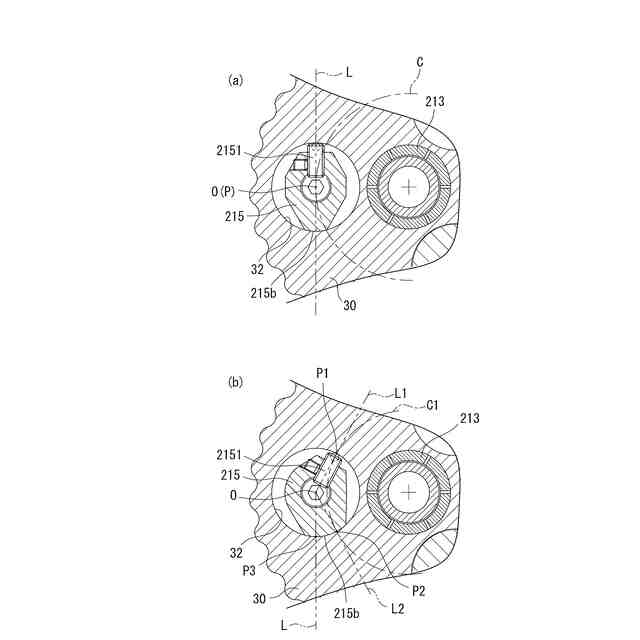
【解決手段】歯車研削装置10は、複数枚の歯車30に対して同時に加工を行う。歯車30には、回転中心部に形成された第1位置決め穴31と、その周辺部に形成された第2位置決め穴32とが設けられており、歯車30を保持するワーククランプ21には、第1位置決め穴31に挿入されるコレットチャック213と、第2位置決め穴32に挿入される回転方向位置決め機構215とが備えられている。回転方向位置決め機構215には、推力発生器の一例としてのボールプランジャ2151が設けられ、ボールプランジャ2151は、その推力の方向が第1位置決め穴31を中心とする仮想円において第2位置決め穴32の中心を接点とした接線方向に向けられるように配置されると共に、各々のボールプランジャ2151を歯車30の回転軸線方向に沿って配列させる。
【選択図】図4
特許請求の範囲
【請求項1】
複数枚の歯車に対して同時に加工を行う歯車加工装置であって、
前記歯車には、回転中心部に形成された第1位置決め穴と、前記第1位置決め穴の周辺部に形成された第2位置決め穴とが設けられており、
前記歯車を保持する治具には、前記第1位置決め穴に挿入される中心軸位置決め機構と、前記第2位置決め穴に挿入される回転方向位置決め機構とが前記歯車の回転軸線と平行に備えられており、
前記回転方向位置決め機構には、前記第2位置決め穴に当接する推力発生器が設けられ、
前記推力発生器は、その推力の方向が前記第1位置決め穴を中心とする仮想円において前記第2位置決め穴の中心を通る接線方向と実質的に合致するように配置されると共に、各々の推力発生器が前記歯車の回転軸線方向に沿って配列されることを特徴とする歯車加工装置。
続きを表示(約 100 文字)
【請求項2】
請求項1に記載の歯車加工装置であって、
前記推力発生器は、その先端を歯車の回転方向の上流側に向けるようにして前記回転方向位置決め機構に配置されることを特徴とする歯車加工装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、複数枚の歯車に対して同時に加工を行う歯車加工装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
サイクロイド減速機等では、同一諸元(同一形状)の複数の歯車がセットで使用されるが、これら複数の歯車には動力伝達効率を良くするために相対的な歯車精度の向上が要求される。しかしながら、このようにセットで使用される歯車を単体で1枚ずつ歯面の仕上げ加工した場合には、相対的な歯車精度や生産性の向上が期待できない。特許文献1には、複数の歯車に対して同時に加工を行うことで生産性を向上させる製造方法および加工装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-60793号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の加工装置は、同時加工される複数の歯車を保持する治具に中心軸位置決めピンと回転方向位置決めピンとを備え、歯車側にはそれらのピンを嵌め込む穴を設けているが、前記穴と前記ピンとの間には僅かながらも隙間(部品レベルでの製造誤差や組立のための公差など)が存在しており、相対的な歯車精度を向上させる上での課題がある。具体的には、複数枚の歯車を保持する治具に対して、夫々の歯車をセットした際に相対的に回転方向のずれが生じ、このずれを伴った状態で歯車がクランプされて加工が行われてしまうと相対的な歯車精度が低下する虞がある。
【0005】
本開示は、上記課題に鑑みてなされたものであり、同時に加工を行う同一諸元(同一形状)の歯車に対して相対的な歯車精度を向上させることのできる歯車加工装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本開示の歯車加工装置は、複数枚の歯車に対して同時に加工を行う歯車加工装置であって、前記歯車には、回転中心部に形成された第1位置決め穴と、前記第1位置決め穴の周辺部に形成された第2位置決め穴とが設けられており、前記歯車を保持する治具には、前記第1位置決め穴に挿入される中心軸位置決め機構と、前記第2位置決め穴に挿入される回転方向位置決め機構とが前記歯車の回転軸線と平行に備えられており、前記回転方向位置決め機構には、前記第2位置決め穴に当接する推力発生器が設けられ、前記推力発生器は、その推力の方向が前記第1位置決め穴を中心とする仮想円において前記第2位置決め穴の中心を接点とした接線方向に向けられるように配置されると共に、各々の推力発生器が前記歯車の回転軸線方向に沿って配列される
ことを特徴としている。
【0007】
上記の構成によれば、複数枚の歯車の第1位置決め穴と第2位置決め穴とに対して中心軸位置決め機構と回転方向位置決め機構を挿入していく際に、推力発生器が第2位置決め穴に当接すると、その推力により歯車は中心軸位置決め機構まわりに回転変位して第2位置決め穴に回転方向位置決め機構をガタつきなく密着させることができ、中心軸位置決め機構と回転方向位置決め機構に積み重ねられた全ての歯車の回転方向の相対的な位置ずれを確実に防止した状態にすることができる。
【発明の効果】
【0008】
したがって本開示の歯車加工装置は、同時加工される複数枚の歯車における相対的な歯車精度および生産性を向上させることができるといった効果を奏する。
【図面の簡単な説明】
【0009】
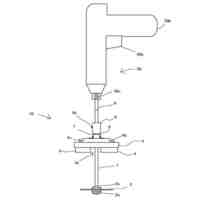
本開示の実施形態に係る歯車研削装置の主要部を示す斜視図である。
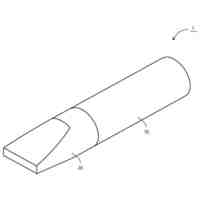
ワークアーバの側面図である。
歯車を保持した状態のワーククランプの縦断面図である。
歯車を保持した状態のワーククランプの横断面図である。
ワーククランプにおいて上クランプ部材が固定される直前の状態を示す縦断面図である。
下クランプ部材に歯車を嵌め込む状態を示す斜視図である。
プランジャの圧縮軸を含む位置でのワーククランプの縦断面図である。
治具にセットした歯車に対して作用する推力方向を示す説明図である。
歯車を保持した状態のワーククランプであって回転方向位置決め機構およびその周辺の部分拡大横断面図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施の形態について、図面を参照して詳細に説明する。尚、本実施形態では、本開示の歯車加工装置を、ワーク(工作物)となる歯車に対して歯面の仕上げ研削を行う歯車研削装置に適用した場合を例示する。但し、本発明はこれに限定されるものではなく、歯車の歯切り加工を行う歯車切削装置にも本発明は適用可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
24日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
17日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
9日前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
23日前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
23日前
日進工具株式会社
エンドミル
1か月前
株式会社アンド
半田付け方法
23日前
株式会社ダイヘン
多層盛り溶接方法
1か月前
村田機械株式会社
レーザ加工機
10日前
株式会社FUJI
チャック装置
2か月前
ブラザー工業株式会社
工作機械
1か月前
村田機械株式会社
レーザ加工機
10日前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
1か月前
株式会社トヨコー
被膜除去方法
11日前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社不二越
管用テーパタップ
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社コスメック
クランプ装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
個人
管の切断装置及び管の切断方法
1か月前
日東精工株式会社
はんだこて先の製造方法
25日前
株式会社不二越
スカイビングカッタ
1か月前
トヨタ自動車株式会社
レーザ加工機
2か月前
株式会社不二越
通り穴加工用タップ
1か月前
オーエスジー株式会社
ドリル
2か月前
株式会社ダイヘン
溶接システム
23日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ