TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085140
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023198808
出願日
2023-11-24
発明の名称
溶融接合方法
出願人
東芝ITコントロールシステム株式会社
代理人
主分類
B23K
26/323 20140101AFI20250529BHJP(工作機械;他に分類されない金属加工)
要約
【課題】融点の差が大きい種類の異なる金属板同士を高い剛性力を持って接合する溶融接合方法を提供する。
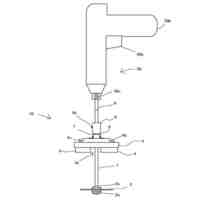
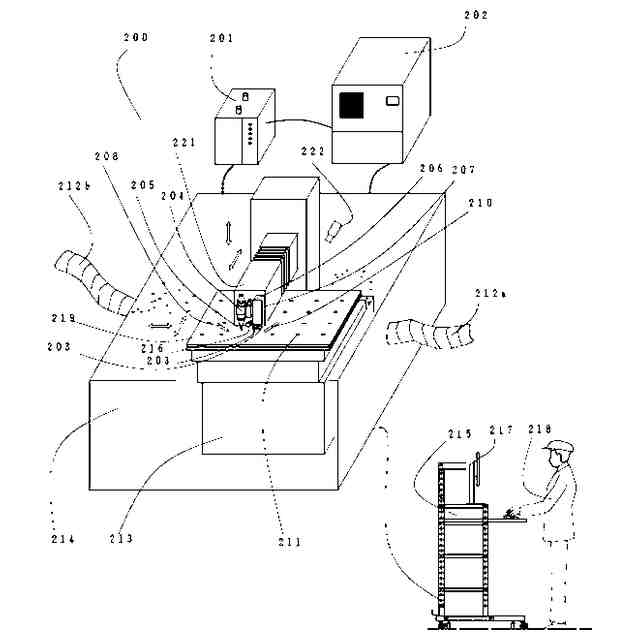
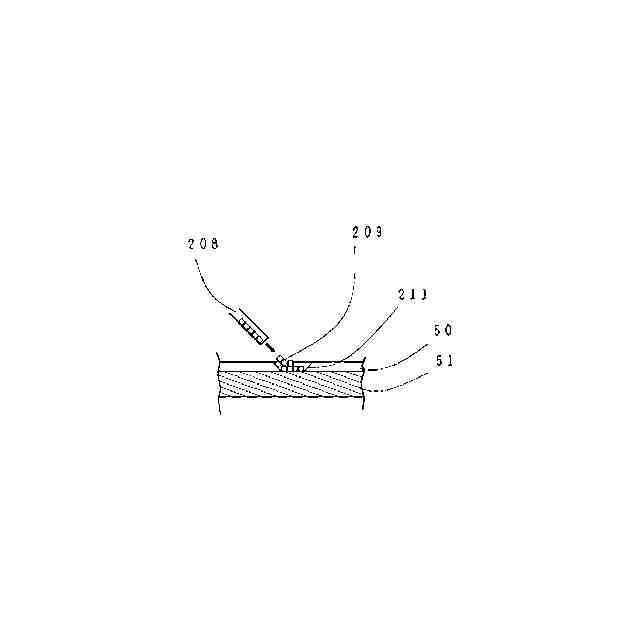
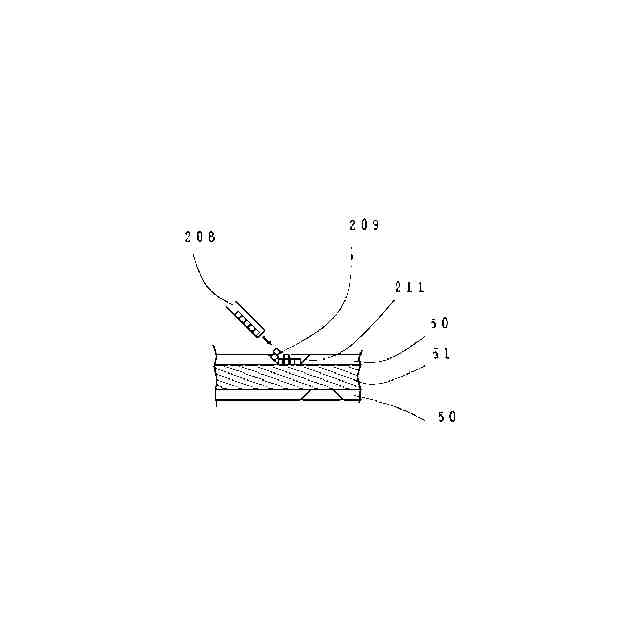
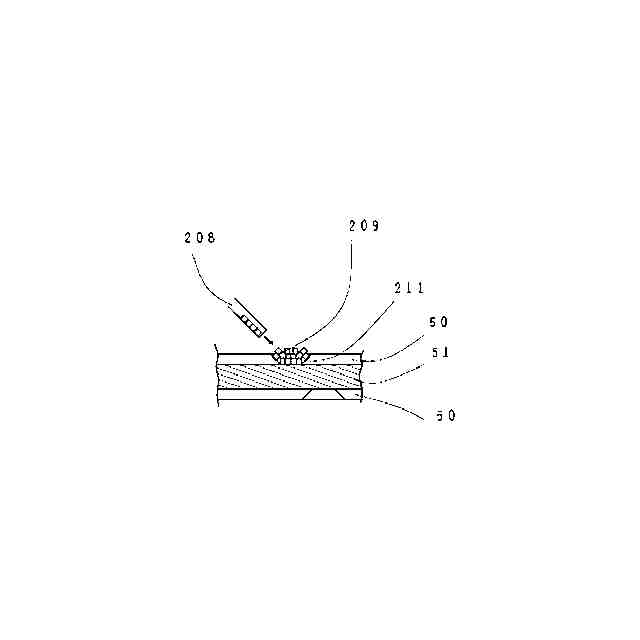
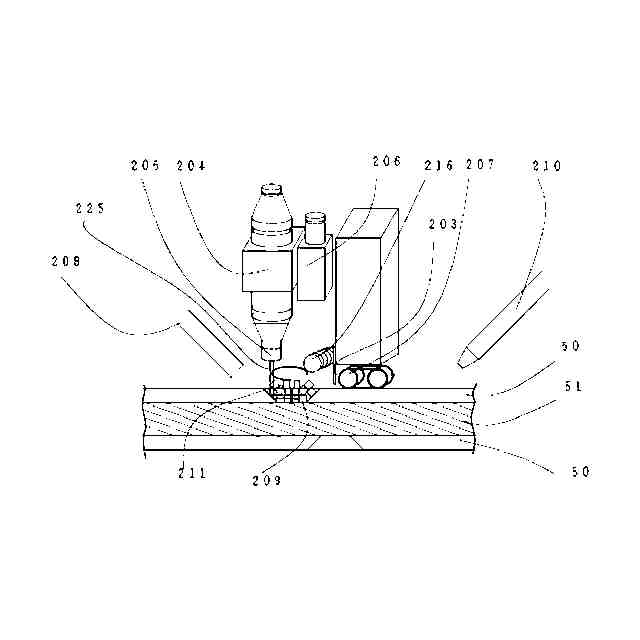
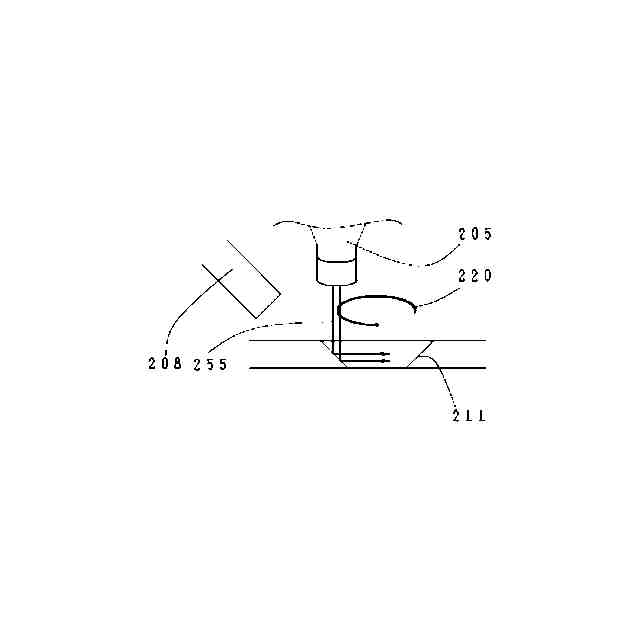
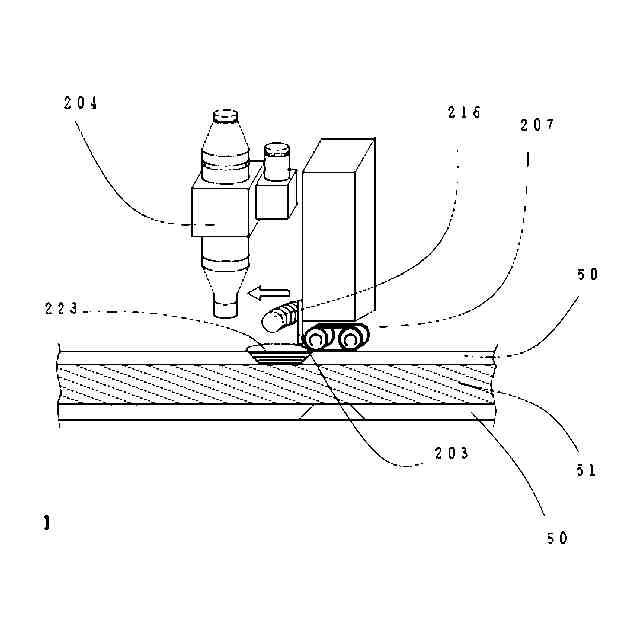
【解決手段】テーパ孔211を有する鋼板50と、鋼板50より融点の低い鉛板51と、テーパ孔211は鋼板50と鉛板51とが互いの面で接した接触面から非接触面に向けて径が大きくなる孔であって、テーパ孔211に鉛板51と同じ成分を含む金属片209を入れ、テーパ孔211にレーザ光225を照射して、金属片209を溶融させ、凝固することで、鉛板51とテーパ孔211を介して鋼板50とを接合する溶融接合方法。
【選択図】図1
特許請求の範囲
【請求項1】
テーパ孔を有する第1の金属板と、
前記第1の金属板より融点の低い第2の金属板と、
前記テーパ孔は、前記第1の金属板と前記第2の金属板とが互いの面で接した接触面から非接触面に向けて径が大きくなる孔であって、前記テーパ孔に前記第2の金属板と同じ成分を含む金属片を入れ、前記テーパ孔にレーザ光を照射して、前記金属片を溶融させ、凝固することで、前記第2の金属板と前記テーパ孔を介して前記第1の金属板と、前記第2の金属板を接合する溶融接合方法。
続きを表示(約 420 文字)
【請求項2】
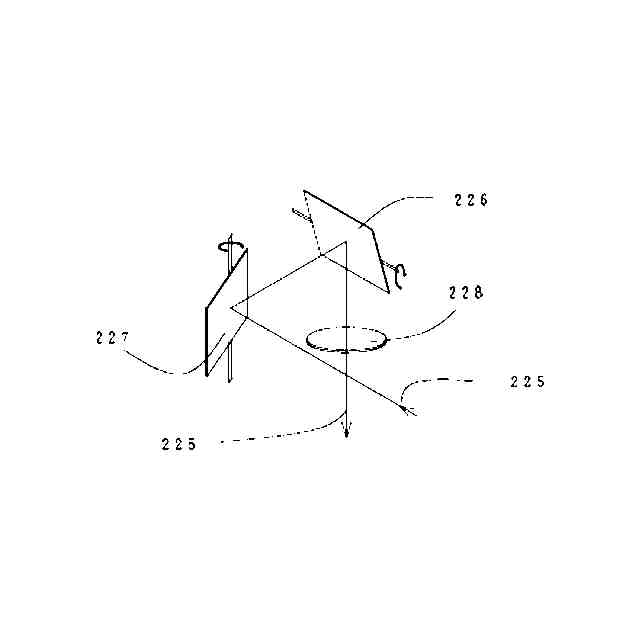
前記テーパ孔の面に向けてレーザ光を照射し、前記テーパ孔の面によって生じる前記レーザ光の反射光も利用して、前記金属片を溶融させる請求項1に記載の溶融接合方法。
【請求項3】
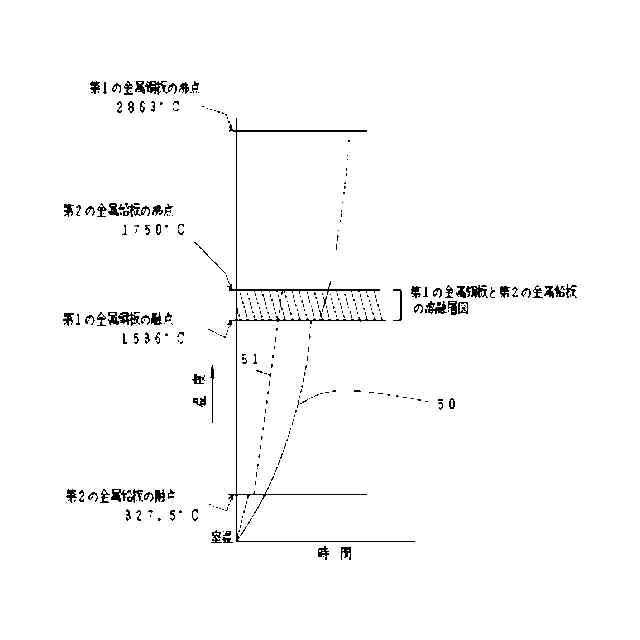
前記金属片と前記第2の金属板と前記第1の金属板の温度が、それぞれの融点を超え、かつそれぞれの沸点未満になるように、前記レーザ光の強度とビーム径と前記レーザ光がテーパ孔を走査する速度を設定する請求項2に記載の溶融接合方法。
【請求項4】
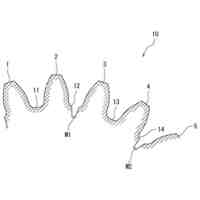
前記テーパ孔の面は凹凸部を有する請求項1に記載の溶融接合方法。
【請求項5】
前記第1の金属板を鋼板に、また、前記第2の金属板を鉛板にすることで、X線、γ線に対する放射線減弱係数を高くすることを特徴とする請求項1に記載の溶融接合方法。
【請求項6】
前記金属片は、アンチモンを含む鉛合金とすることを特徴とする請求項5に記載の溶融接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、融点の差が大きい種類の異なる金属板同士を溶融接合して、接合部の強度を高める溶融接合方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
一般的に放射線の遮蔽用に鉛板が使用されるが鉛板自身は柔らかいので自立するには、鋼板等の支えが必要である。従来は、鋼板と鉛板を接着により貼り合わせて鉛板に剛性力を確保している。さらに、最近では、接着剤による接着方法の代わりに、鋼板より溶融点が低い鉛板の融点の差を利用して、鋼板と鉛板を互いの面で接した場合に、鋼板と鉛板を結合する結合部に対し結合ツール部を回転しながら押し当てることで、鋼板が摩擦により熱せられ鉛板が熱伝導により溶融し、結合部へ溶融した液体が流入し凝固することで鋼板と鉛板を結合する摩擦溶融による接合方法が考案されている(例えば、特許文献1参照)。
【0003】
この摩擦溶融による接合方法は、接着剤による接着方法に比べて、組立・解体が容易であるという利点を持っている。
【先行技術文献】
【特許文献】
【0004】
特開2022-32887号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の技術によれば、融点の差が大きい種類の異なる金属板同士を接合することができるが、実用的には、より引張強度など高い剛性力が求められている。
【0006】
本実施形態は、上記のような従来技術の問題点を解決するために提案されたものである。本実施形態の目的は、融点の差が大きい種類の異なる金属板同士を高い剛性力を持って接合する溶融接合方法を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため、請求項1記載の発明は、テーパ孔を有する第1の金属板と、前記第1の金属板より融点の低い第2の金属板と、前記テーパ孔は、前記第1の金属板と前記第2の金属板とが互いの面で接した接触面から非接触面に向けて径が大きくなる孔であって、前記テーパ孔に前記第2の金属板と同じ成分を含む金属片を入れ、前記テーパ孔にレーザ光を照射して、前記金属片を溶融させ、凝固することで、前記第2の金属板と前記テーパ孔を介して前記第1の金属板と、前記第2の金属板を接合することを要旨とする。
【0008】
上記目的を達成するため、請求項2記載の発明は、請求項1に記載の溶融接合方法において、前記テーパ孔の面に向けてレーザ光を照射し、前記テーパ孔の面によって生じる前記レーザ光の反射光も利用して、前記金属片を溶融させることを要旨とする。
【0009】
上記目的を達成するため、請求項3記載の発明は、請求項2に記載の溶融接合方法において、前記金属片と前記第2の金属板と前記第1の金属板の温度が、それぞれの融点を超え、かつそれぞれの沸点未満になるように、前記レーザ光の強度とビーム径と前記レーザ光がテーパ孔を走査する速度を設定することを要旨とする。
【0010】
上記目的を達成するため、請求項4記載の発明は、請求項1に記載の溶融接合方法において、前記テーパ孔の面は凹凸部を有することを要旨とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
24日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
17日前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
23日前
日東精工株式会社
ねじ締め機
9日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
2か月前
日進工具株式会社
エンドミル
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
23日前
株式会社アンド
半田付け方法
23日前
村田機械株式会社
レーザ加工機
10日前
ブラザー工業株式会社
工作機械
1か月前
株式会社トヨコー
被膜除去方法
11日前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
村田機械株式会社
レーザ加工機
10日前
株式会社FUJI
チャック装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
個人
管の切断装置及び管の切断方法
1か月前
オーエスジー株式会社
ドリル
2か月前
株式会社不二越
通り穴加工用タップ
1か月前
日東精工株式会社
はんだこて先の製造方法
25日前
株式会社不二越
スカイビングカッタ
1か月前
株式会社恵信工業
アプセット溶接方法
2か月前
アサダ株式会社
バンドソー装置
2か月前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ