TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025086794
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023201082
出願日
2023-11-28
発明の名称
積層体、チューブ容器及びキャップ付きチューブ容器
出願人
大日本印刷株式会社
代理人
個人
,
個人
,
個人
主分類
B32B
27/32 20060101AFI20250602BHJP(積層体)
要約
【課題】滑り性を向上させることが可能な、積層体、チューブ容器及びキャップ付きチューブ容器を提供する。
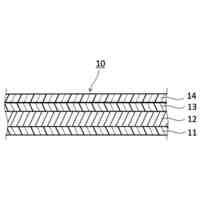
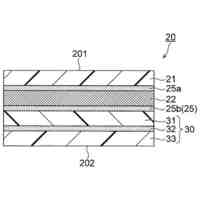
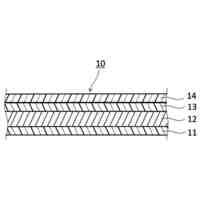
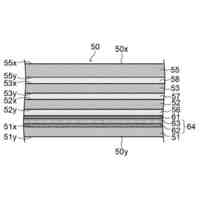
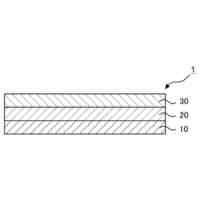
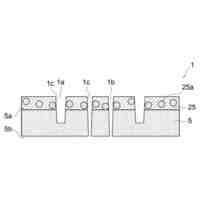
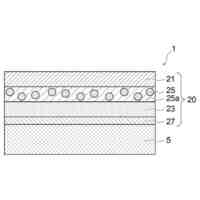
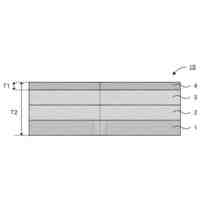
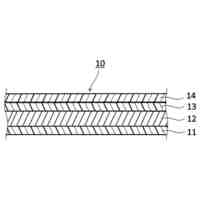
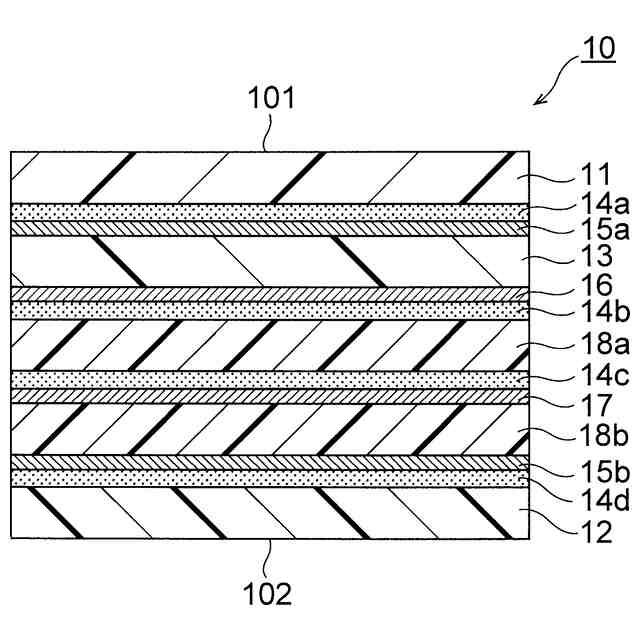
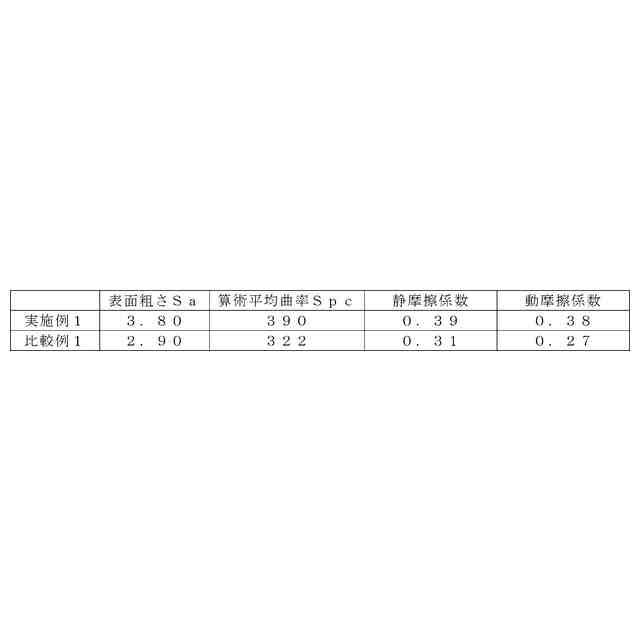
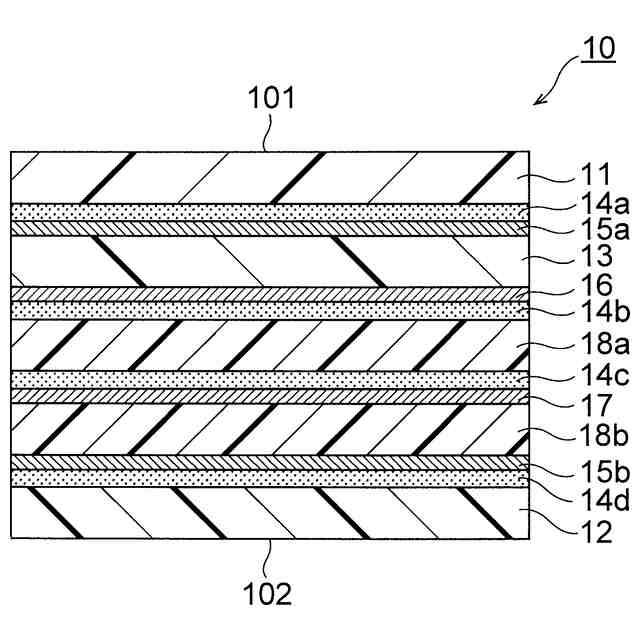
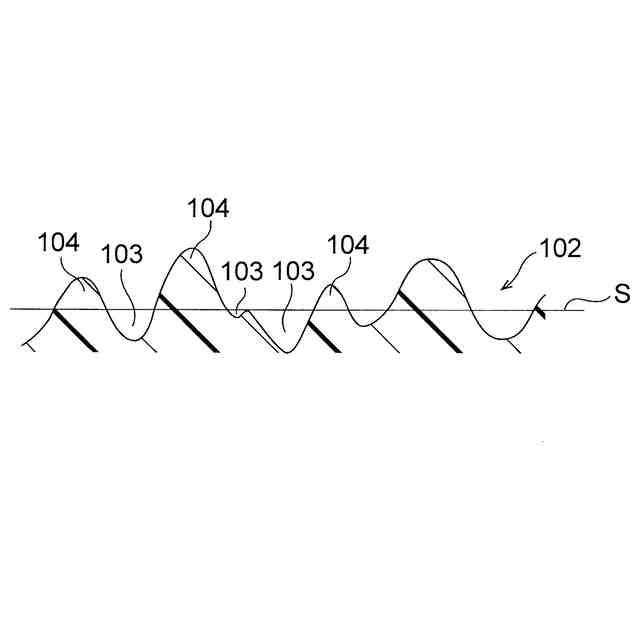
【解決手段】積層体10は、外面101から内面102に向かって順に配置された第1シーラント層11と、基材層13と、バリア層17と、第2シーラント層12とを備えている。内面102に、複数の凹部103と複数の凸部104とを含む凹凸構造が設けられている。ISO 25178-2:2012に準拠して測定される、内面102の表面粗さSaは、3μm以上12μm以下であり、凸部104の算術平均曲率Spcは、350μm以上500μm以下である。金属に対する内面102の静摩擦係数は、0.35以上0.50以下であり、動摩擦係数は、0.33以上0.48以下である。バリア層17は、無機酸化物の蒸着層である。
【選択図】図2
特許請求の範囲
【請求項1】
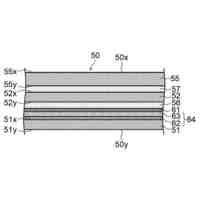
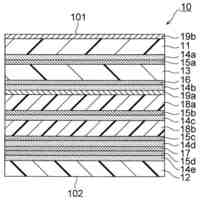
外面から内面に向かって順に配置された第1シーラント層と、基材層と、バリア層と、第2シーラント層とを備え、
前記内面に、複数の凹部と複数の凸部とを含む凹凸構造が設けられており、
ISO 25178-2:2012に準拠して測定される、前記内面の表面粗さSaは、3μm以上12μm以下であり、
ISO 25178-2:2012に準拠して測定される、前記凸部の算術平均曲率Spcは、350μm以上500μm以下であり、
金属に対する前記内面の静摩擦係数は、0.35以上0.50以下であり、
金属に対する前記内面の動摩擦係数は、0.33以上0.48以下であり、
少なくとも90%以上は、同一樹脂系の材料であり、
前記バリア層は、無機酸化物の蒸着層である、積層体。
続きを表示(約 390 文字)
【請求項2】
前記同一樹脂系の材料はポリエチレン系樹脂である、請求項1に記載の積層体。
【請求項3】
前記第1シーラント層及び前記第2シーラント層は、それぞれポリエチレンを含む、請求項1に記載の積層体。
【請求項4】
前記基材層は、ポリエチレン又はポリエチレンテレフタレートを含む、請求項1に記載の積層体。
【請求項5】
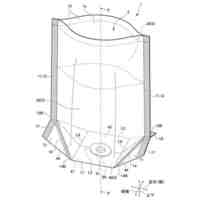
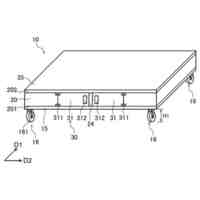
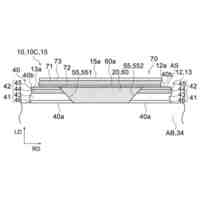
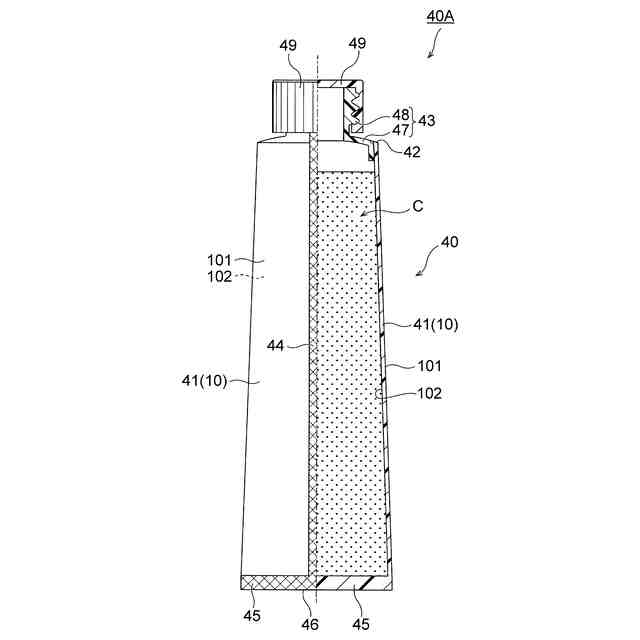
チューブ容器において、
請求項1乃至3のいずれか一項に記載の積層体の対向する縁部同士を重ね合わせて互いに接合した胴部チューブと、
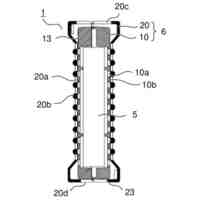
前記胴部チューブの一端に接合された頭部部材と、を備える、チューブ容器。
【請求項6】
キャップ付きチューブ容器において、
請求項5に記載のチューブ容器と、
前記頭部部材に取り付けられたキャップと、を備える、キャップ付きチューブ容器。
発明の詳細な説明
【技術分野】
【0001】
本開示は、積層体、チューブ容器及びキャップ付きチューブ容器に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
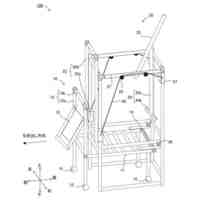
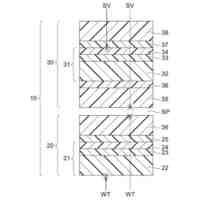
従来、チューブ容器として、ラミネートチューブ容器が知られている。一般に、ラミネートチューブ容器は、胴部チューブ(ラミネートチューブ)と、口部を含む頭部部材とから構成されている。ラミネートチューブ容器の製造工程は、ラミネート層からなる胴部チューブを製筒する工程と、胴部チューブに対して頭部部材の成形を行う工程とから成り立っている。
【0003】
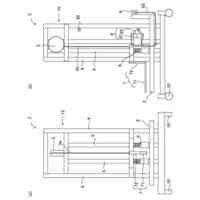
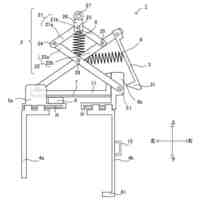
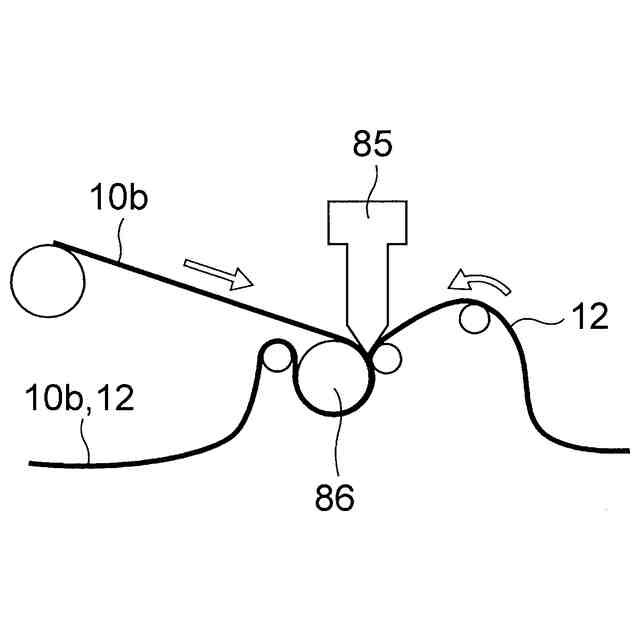
このうち、ラミネート層からなる胴部チューブを製筒する工程においては、積層体を丸めて、該積層体の両縁部の最外層である樹脂層(シーラント層)面と最内層である樹脂層(シーラント層)面とを重ね合わせる。そして、例えばヒートシールを行うシール部材によって、重ね合わされた部分を溶着して胴部チューブを製造している(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特開2000-281094号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
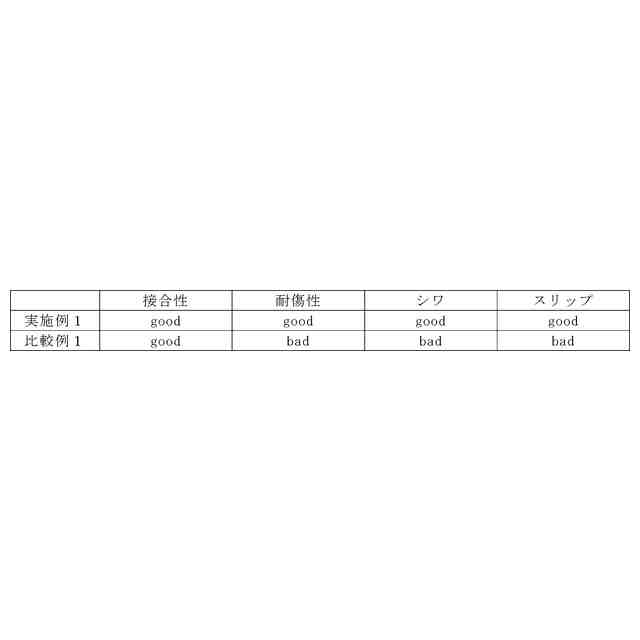
しかしながら、従来のチューブ容器では、最内層である樹脂層面の滑り性が不十分な場合があり、胴部チューブを製筒する際に、最内層である樹脂層面に擦り傷が発生する可能性がある。最内層である樹脂層面に擦り傷が発生した場合、当該擦り傷に起因する異物(例えば、析出した顔料)がシール部材に付着して、積層体の接合性が低下するといった問題がある。また、異物が生産ラインに付着することにより、生産ラインが汚れてしまう可能性もある。さらに、最内層である樹脂層面の滑り性が不十分な場合には、積層体の搬送性が低下することに起因して、成形部材の加工タイミングと、積層体の移動のタイミングとがずれるおそれがある。このように、成形部材の加工タイミングと、積層体の移動のタイミングとがずれた場合、製筒部分にシワ等が発生する可能性がある。とりわけ、胴部チューブを製筒する工程が高速で行われる場合、最内層である樹脂層面に擦り傷が生じる可能性、又は胴部チューブを製筒できない可能性が高くなる。
【0006】
本開示はこのような点を考慮してなされたものであり、滑り性を向上させることが可能な、積層体、チューブ容器及びキャップ付きチューブ容器を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示の実施の形態は、以下の[1]~[6]に関する。
【0008】
[1]
外面から内面に向かって順に配置された第1シーラント層と、基材層と、バリア層と、第2シーラント層とを備え、
前記内面に、複数の凹部と複数の凸部とを含む凹凸構造が設けられており、
ISO 25178-2:2012に準拠して測定される、前記内面の表面粗さSaは、3μm以上12μm以下であり、
ISO 25178-2:2012に準拠して測定される、前記凸部の算術平均曲率Spcは、350μm以上500μm以下であり、
金属に対する前記内面の静摩擦係数は、0.35以上0.50以下であり、
金属に対する前記内面の動摩擦係数は、0.33以上0.48以下であり、
少なくとも90%以上は、同一樹脂系の材料であり、
前記バリア層は、無機酸化物の蒸着層である、積層体。
【0009】
[2]
前記同一樹脂系の材料はポリエチレン系樹脂である、[1]に記載の積層体。
【0010】
[3]
前記第1シーラント層及び前記第2シーラント層は、それぞれポリエチレンを含む、[1]又は[2]に記載の積層体。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大日本印刷株式会社
容器
24日前
大日本印刷株式会社
容器
13日前
大日本印刷株式会社
容器
13日前
大日本印刷株式会社
容器
13日前
大日本印刷株式会社
攪拌スタンド
18日前
大日本印刷株式会社
昇降補助装置
18日前
大日本印刷株式会社
積層体及び包装袋
12日前
大日本印刷株式会社
積層体及び包装袋
17日前
大日本印刷株式会社
一時置き用棚装置
18日前
大日本印刷株式会社
積層体及び包装袋
12日前
大日本印刷株式会社
積層体及び包装袋
12日前
大日本印刷株式会社
包装材料及びパウチ
24日前
大日本印刷株式会社
包装材料及びパウチ
24日前
大日本印刷株式会社
ワーク運搬機用ハンド
19日前
大日本印刷株式会社
電子レンジ加熱用包装袋
3日前
大日本印刷株式会社
うちわ及びうちわの製造方法
12日前
大日本印刷株式会社
情報処理装置及びプログラム
14日前
大日本印刷株式会社
積層シートおよび肌意匠シート
10日前
大日本印刷株式会社
書類審査支援装置及びプログラム
18日前
大日本印刷株式会社
成形品、積層体、成形品の製造方法
6日前
大日本印刷株式会社
積層体、成形品及び成形品の製造方法
6日前
大日本除蟲菊株式会社
薬剤揮散装置
12日前
大日本印刷株式会社
施解錠装置、サーバ装置及びプログラム
13日前
大日本印刷株式会社
画像合成装置、画像合成方法及びプログラム
21日前
大日本印刷株式会社
液体収納袋、輸送容器及び液体入り輸送容器
17日前
大日本印刷株式会社
真空断熱材用外包材、真空断熱材、および建材
20日前
大日本印刷株式会社
化粧シート、化粧シートの製造方法および化粧材
10日前
大日本印刷株式会社
積層体、チューブ容器及びキャップ付きチューブ容器
今日
大日本印刷株式会社
積層体、チューブ容器及びキャップ付きチューブ容器
今日
大日本印刷株式会社
積層体、チューブ容器及びキャップ付きチューブ容器
3日前
大日本印刷株式会社
積層体、チューブ容器及びキャップ付きチューブ容器
今日
大日本印刷株式会社
デュアルインターフェースICカードおよびその製造方法
6日前
大日本印刷株式会社
暗号化方法、復号方法、情報処理システム及びプログラム
18日前
大日本印刷株式会社
積層体及び包装袋
12日前
大日本印刷株式会社
マスク装置の製造方法
13日前
大日本印刷株式会社
加飾部材補修方法、加飾部材、補修済加飾部材、移動体及び情報提供システム
20日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ