TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025086988
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201318
出願日
2023-11-29
発明の名称
プレス成形方法およびプレス成形装置
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B21D
24/12 20060101AFI20250603BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】金属素板の材料歩留まりを向上させるのに有効なプレス成形技術を提供する。
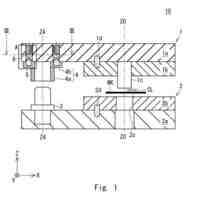
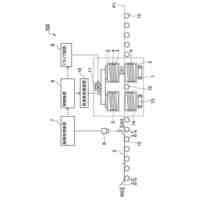
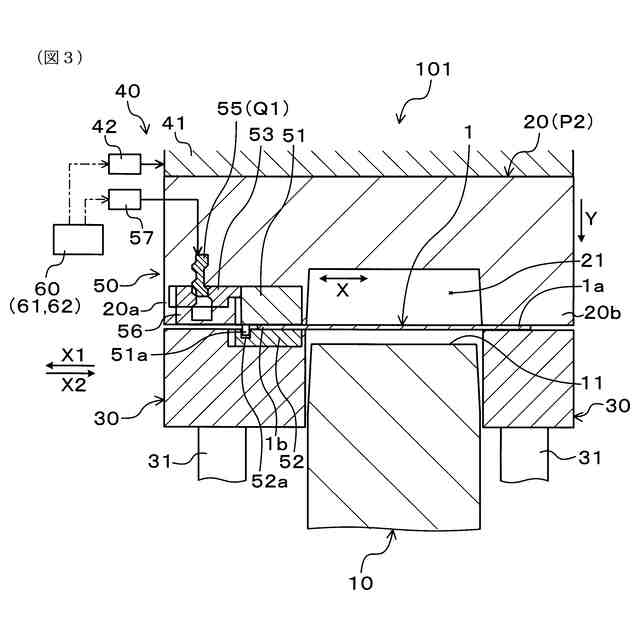
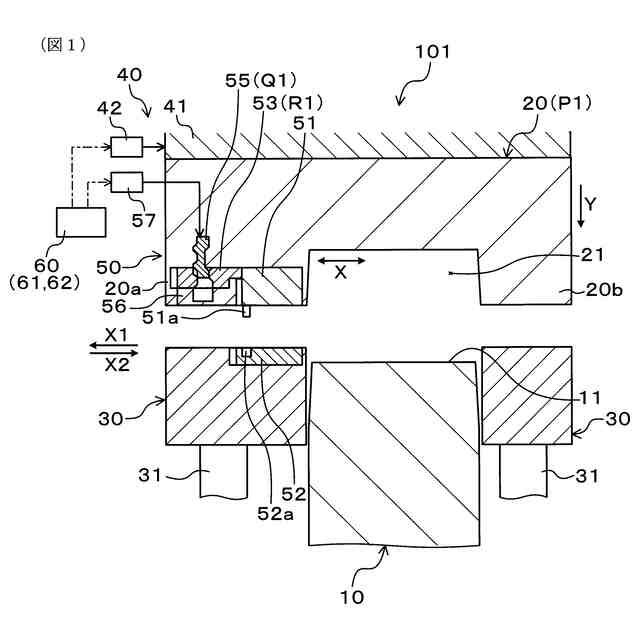
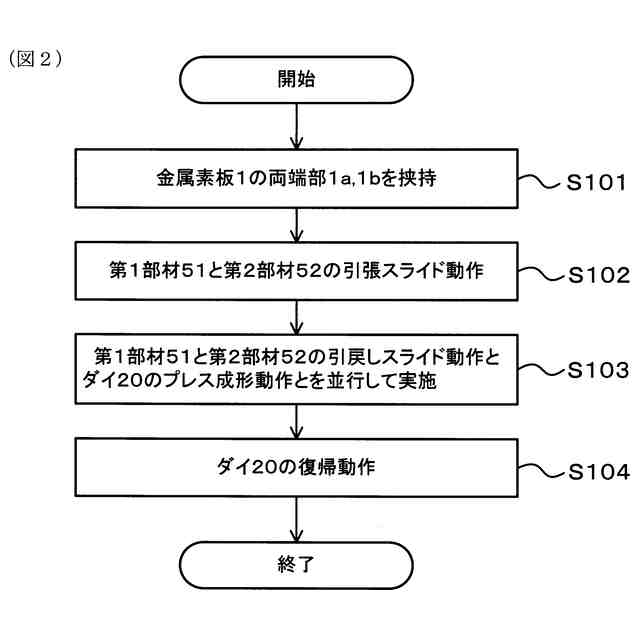
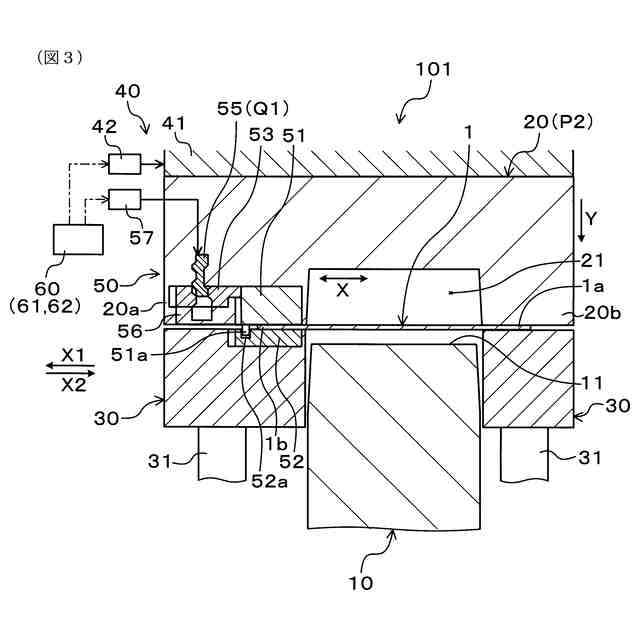
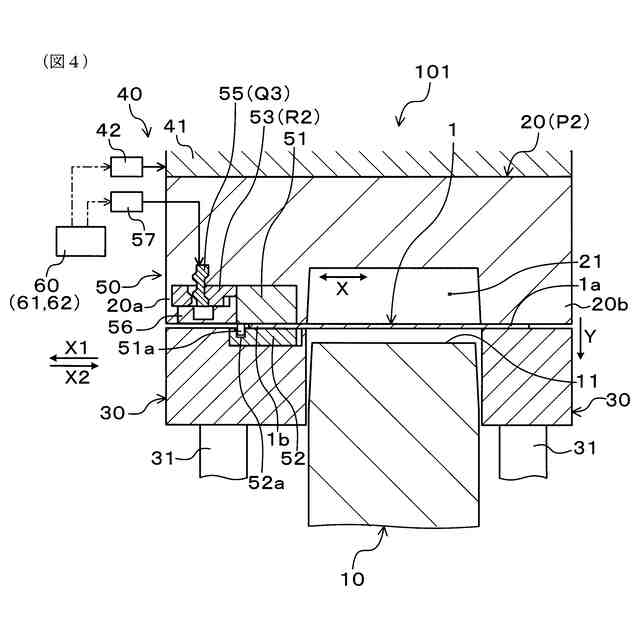
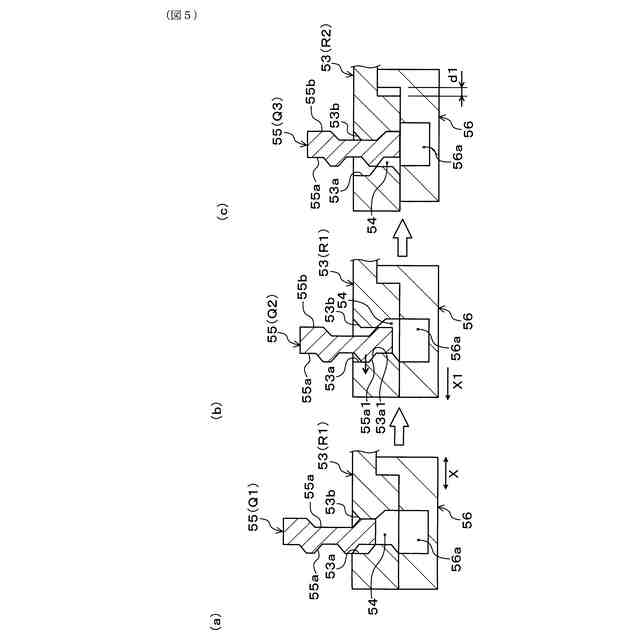
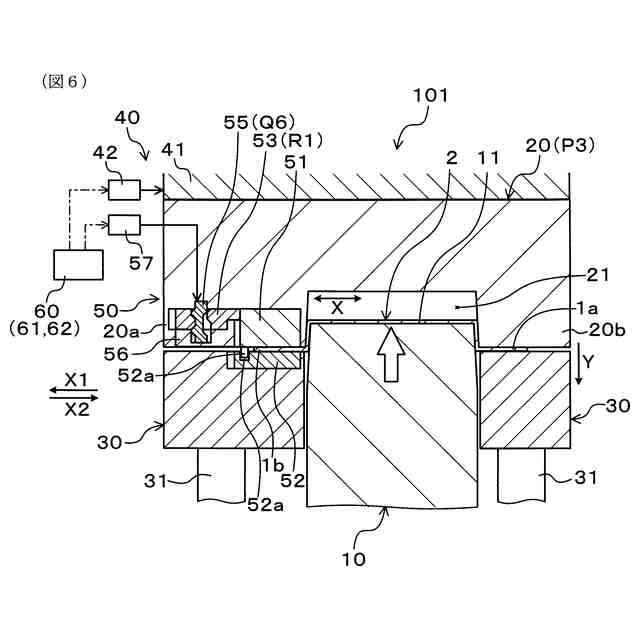
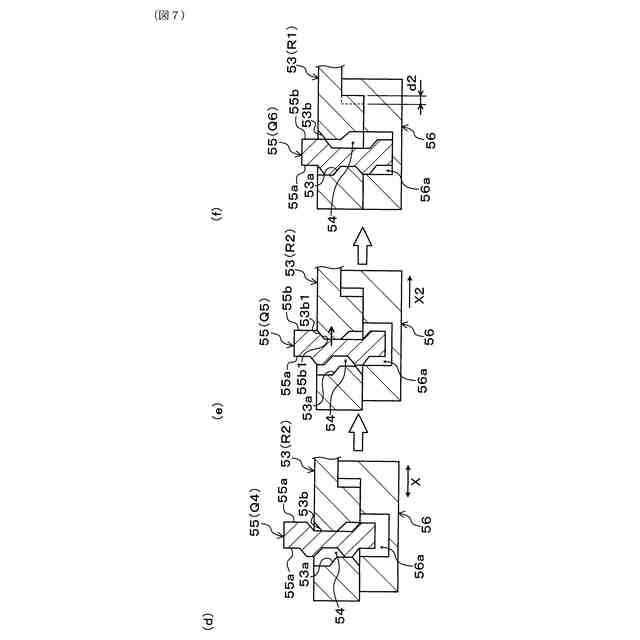
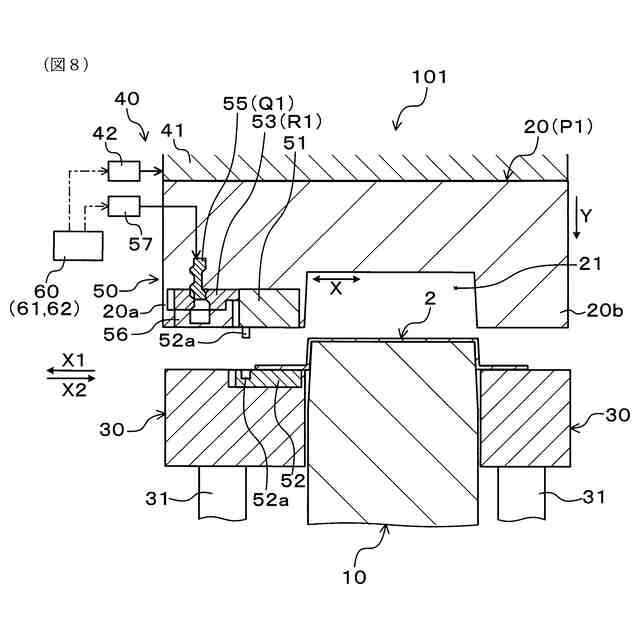
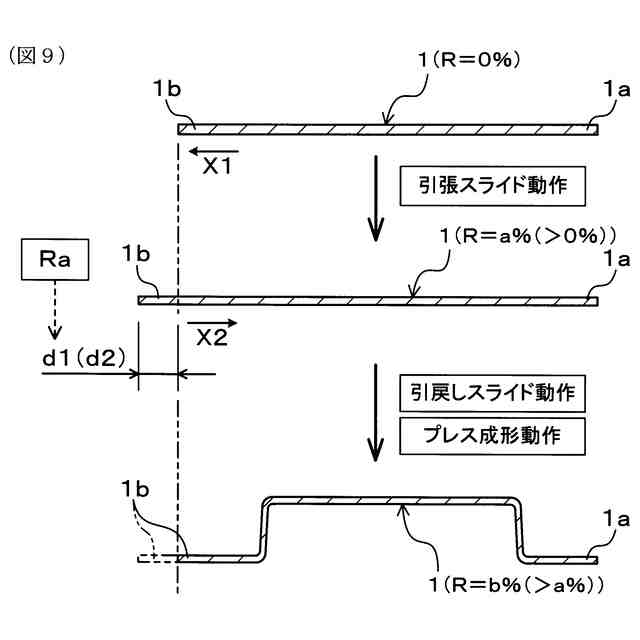
【解決手段】プレス成形方法は、金属素板1をパネルに成形するものである。このプレス成形方法によれば、金属素板1の幅方向Xの両端部1a,1bのうちの一端部1aをダイ20とブランクホルダ30で挟持し且つ他端部1bを第1部材51と第2部材52で挟持した状態で、第1部材51及び第2部材52を一体で引張方向X1にスライドさせたのちに引張方向X1とは逆の引戻し方向X2にスライドさせ、第1部材51及び第2部材52の引戻し方向X2のスライドと並行してダイ20をポンチ10に向けてプレス成形方向Yに動かして金属素板1をダイ20とポンチ10でパネル2に成形する。
【選択図】図3
特許請求の範囲
【請求項1】
金属素板をパネルに成形するプレス成形方法であって、
ポンチと、前記ポンチに対向して設けられるダイと、前記ダイの幅方向の両端部に対向して設けられるブランクホルダと、前記ダイに前記幅方向にスライド可能に設けられる第1部材と、前記ブランクホルダに前記幅方向にスライド可能に設けられる第2部材と、を用い、
前記金属素板の両端部のうちの一端部が前記ダイと前記ブランクホルダで挟持され且つ他端部が前記第1部材と前記第2部材で挟持された状態で、前記第1部材と前記第2部材を一体で引張方向にスライドさせたのちに前記引張方向とは逆の引戻し方向にスライドさせ、前記第1部材及び前記第2部材の前記引戻し方向のスライドと並行して或いは前記引戻し方向のスライド完了後に前記ダイを前記ポンチに向けてプレス成形方向に動かして前記金属素板を前記ダイと前記ポンチで前記パネルに成形する、プレス成形方法。
続きを表示(約 880 文字)
【請求項2】
前記第1部材及び前記第2部材の前記引張方向の第1スライド量と前記引戻し方向の第2スライド量とが同じである、請求項1に記載のプレス成形方法。
【請求項3】
前記金属素板のプレス成形時の板厚減少率の管理基準値に基づいて前記第1スライド量を設定する、請求項2に記載のプレス成形方法。
【請求項4】
金属素板をパネルに成形するプレス成形装置であって、
ポンチと、
前記ポンチに対向して設けられるダイと、
前記ダイの幅方向の両端部に対向して設けられるブランクホルダと、
前記ダイをプレス成形方向に動かす第1駆動機構部と、
前記ダイに前記幅方向にスライド可能に設けられる第1部材と、前記ブランクホルダに前記幅方向にスライド可能に設けられる第2部材と、を有し、前記金属素板の両端部のうちの一端部が前記ダイと前記ブランクホルダで挟持され且つ他端部が前記第1部材と前記第2部材で挟持された状態で、前記第1部材と前記第2部材を一体で引張方向にスライドさせたのちに前記引張方向とは逆の引戻し方向にスライドさせる第2駆動機構部と、
前記第1駆動機構部と前記第2駆動機構部を制御する制御部と、
を備え、
前記制御部は、前記第2駆動機構部による前記第1部材及び前記第2部材の前記引戻し方向のスライドと並行して或いは前記引戻し方向のスライド完了後に前記第1駆動機構部によって前記ダイを前記ポンチに向けてプレス成形方向に動かして前記金属素板を前記ダイと前記ポンチで前記パネルに成形する、プレス成形装置。
【請求項5】
前記第1部材及び前記第2部材の前記引張方向の第1スライド量と前記引戻し方向の第2スライド量とが同じである、請求項4に記載のプレス成形装置。
【請求項6】
前記制御部は、前記金属素板のプレス成形時の板厚減少率の管理基準値に基づいて前記第2駆動機構部による前記第1スライド量を設定する、請求項5に記載のプレス成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形方法およびプレス成形装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
下記特許文献1には、従来の絞り成形方法が開示されている。この絞り成形方法は、ダイの外周部とシワ押さえ部とによって金属素板の外縁部を把持すると共に、絞りビードを介して金属素板に張力を掛けながら、ポンチとダイが近接して金属素板を所定の形状に絞り成形する方法である。
【先行技術文献】
【特許文献】
【0003】
特開2022-162536号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の開示の絞り成形方法のように、金属素板が単に成り行きで伸ばされる成形方法では、伸び割れが発生しないように成形完了時の板厚減少率に余裕を持たせるのが一般的である。すなわち、従来工法では、金属素板の伸び代を残して実際の板厚減少率が伸び割れの限界値を大幅に下回るように設定される。この場合、本来であれば金属素板の板厚減少率を極力上げることができるのにもかかわらず、金属素板の伸び代を残すことで金属素板を十分に活用することができず材料歩留まりが低いという問題がある。したがって、この種のプレス成形技術では、金属素板の材料歩留まりを改善する余地がある。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、金属素板の材料歩留まりを向上させるのに有効なプレス成形技術を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
金属素板をパネルに成形するプレス成形方法であって、
ポンチと、前記ポンチに対向して設けられるダイと、前記ダイの幅方向の両端部に対向して設けられるブランクホルダと、前記ダイに前記幅方向にスライド可能に設けられる第1部材と、前記ブランクホルダに前記幅方向にスライド可能に設けられる第2部材と、を用い、
前記金属素板の両端部のうちの一端部が前記ダイと前記ブランクホルダで挟持され且つ他端部が前記第1部材と前記第2部材で挟持された状態で、前記第1部材と前記第2部材を一体で引張方向にスライドさせたのちに前記引張方向とは逆の引戻し方向にスライドさせ、前記第1部材及び前記第2部材の前記引戻し方向のスライドと並行して或いは前記引戻し方向のスライド完了後に前記ダイを前記ポンチに向けてプレス成形方向に動かして前記金属素板を前記ダイと前記ポンチで前記パネルに成形する、プレス成形方法、
にある。
【0007】
本発明の他の態様は、
金属素板をパネルに成形するプレス成形装置であって、
ポンチと、
前記ポンチに対向して設けられるダイと、
前記ダイの幅方向の両端部に対向して設けられるブランクホルダと、
前記ダイをプレス成形方向に動かす第1駆動機構部と、
前記ダイに前記幅方向にスライド可能に設けられる第1部材と、前記ブランクホルダに前記幅方向にスライド可能に設けられる第2部材と、を有し、前記金属素板の両端部のうちの一端部が前記ダイと前記ブランクホルダで挟持され且つ他端部が前記第1部材と前記第2部材で挟持された状態で、前記第1部材と前記第2部材を一体で引張方向にスライドさせたのちに前記引張方向とは逆の引戻し方向にスライドさせる第2駆動機構部と、
前記第1駆動機構部と前記第2駆動機構部を制御する制御部と、
を備え、
前記制御部は、前記第2駆動機構部による前記第1部材及び前記第2部材の前記引戻し方向のスライドと並行して或いは前記引戻し方向のスライド完了後に前記第1駆動機構部によって前記ダイを前記ポンチに向けて前記プレス成形方向に動かして前記金属素板を前記ダイと前記ポンチで前記パネルに成形する、プレス成形装置、
にある。
【発明の効果】
【0008】
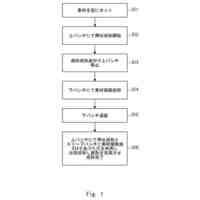
上述の態様のプレス成形方法またはプレス成形装置では、先ず、金属素板の一端部をダイとブランクホルダで挟持し、金属素板の他端部を第1部材と第2部材で挟持した状態で、金属素板の他端部を第1部材と第2部材で引張方向に引っ張る。これにより、金属素板が塑性変形によって全体的に引張方向に伸びる。その後、金属素板の他端部を第1部材と第2部材で挟持したままの状態で、金属素板の他端部を第1部材と第2部材で引張方向とは逆の引戻し方向に引戻す。そして、金属素板の他端部を引戻すタイミングに合わせて、或いは金属素板の他端部を引戻した後に、ダイをポンチに向けてプレス成形方向に動かす。これにより、金属素板をダイとポンチでパネルに成形する。
【0009】
上述の態様のプレス成形方法またはプレス成形装置によれば、金属素板を成形初期の段階で必要且つ可能な分だけ意図的に伸ばした後に、ダイとポンチによる実質的なプレス成形を行うことができる。これにより、金属素板をプレス成形時に単に成り行きで伸ばすような従来工法に比べると、余裕のある伸び代を有効的に使って金属素板を成形初期の段階で伸ばすことができ、金属素板の板厚減少率を上げることができる。したがって、所定の大きさの金属素板に対してプレス成形後のパネルを大きくすることができ、或いは、所定の大きさのパネルを得るための金属素板の大きさを抑えることができる。これにより、従来工法に比べて金属素板の材料歩留まりが良くなる。
【0010】
以上のごとく、上述の各態様によれば、金属素板の材料歩留まりを向上させることが可能になる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
20日前
株式会社プロテリアル
鍛造装置
5か月前
株式会社オプトン
曲げ加工装置
3か月前
トヨタ自動車株式会社
金型装置
5か月前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
6か月前
トヨタ紡織株式会社
プレス装置
1か月前
株式会社西田製作所
パンチャーヘッド
1か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
19日前
工機ホールディングス株式会社
ニブラ
1か月前
日産自動車株式会社
逐次成形方法
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社アマダ
曲げ加工機
9日前
株式会社トラバース
パンチング加工装置
2か月前
株式会社TMEIC
監視装置
2か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社不二越
転造加工用平ダイス
2か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
株式会社三明製作所
転造装置
5か月前
株式会社吉野機械製作所
プレス機械
7日前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
株式会社カネミツ
筒張出部形成方法
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
13日前
株式会社吉野機械製作所
プレス機械
4か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
株式会社エナテック
製品分離システム
3か月前
株式会社カネミツ
歯付円筒体形成方法
5か月前
トヨタ自動車株式会社
熱間鍛造用金型
5か月前
東洋製罐株式会社
有底筒状体加工装置
6か月前
株式会社TMEIC
制御システム
今日
本田技研工業株式会社
鍛造用金型
3か月前
株式会社TMEIC
誘導加熱装置
2日前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ