TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085438
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199315
出願日
2023-11-24
発明の名称
ヘッダー加工機
出願人
個人
代理人
個人
主分類
B21K
1/62 20060101AFI20250529BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】
リベット型の電気接点の製造において、部品の摺動時に加工機の潤滑油が飛散し、電気接点部に付着する接点不良の問題を解決するヘッダー加工機を提供する。
【解決手段】
潤滑油が付着する加工機の部品の摺動面を、外部に露出しない構造とすることにより、部品摺動時の潤滑油の飛散を抑制することができる。また、複数のオイルシールにより潤滑油が飛散しない封止領域を確保し、その領域で成型加工を行うことで、金属間接合部への潤滑油の付着を防止することができる。
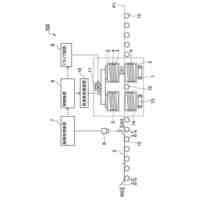
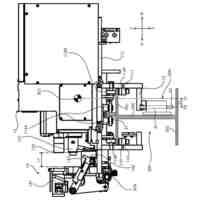
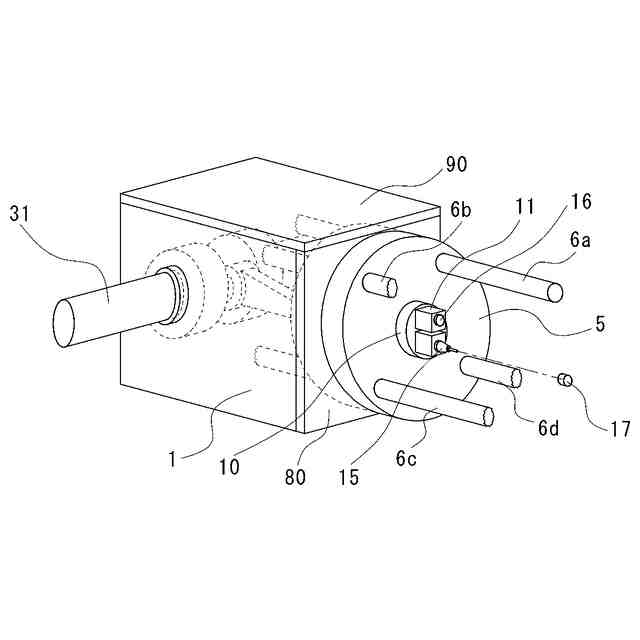
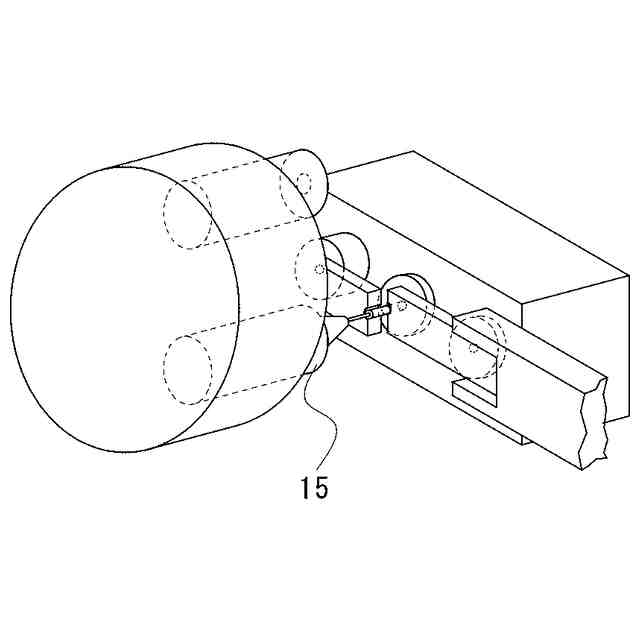
【選択図】図1
特許請求の範囲
【請求項1】
複数の金属線材を、それぞれ線材カッターにより切断し、切断片同士をパンチ及びダイスにより接合し成型することで、リベット型の電気接点を製造するヘッダー加工機において、
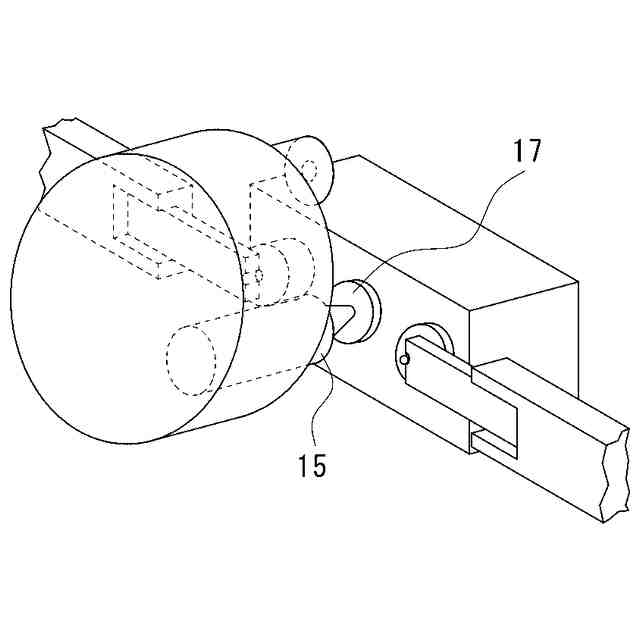
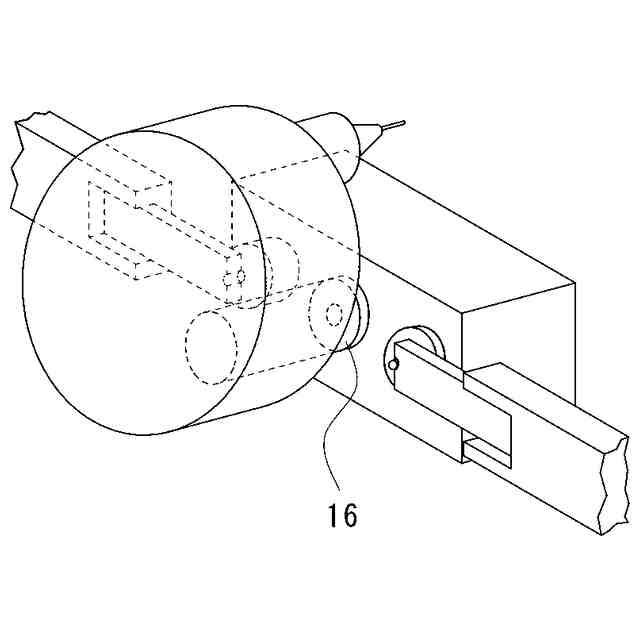
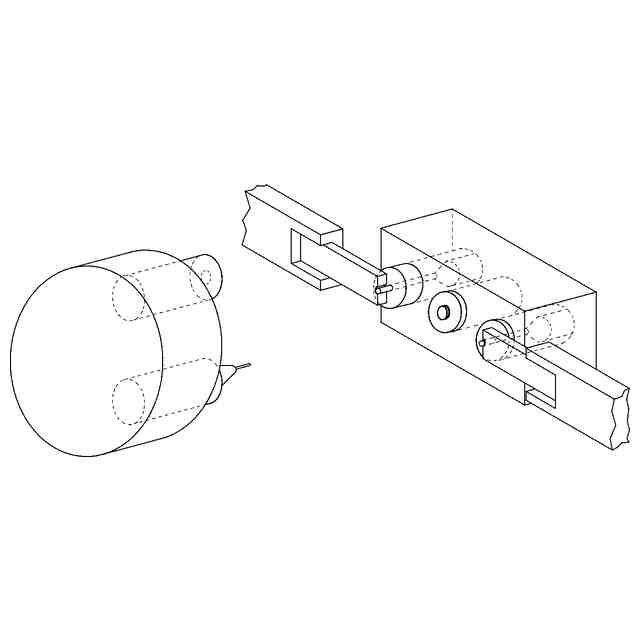
水平方向とその逆方向に往復直線運動する、外形の少なくとも一部が円筒形状であってその中心軸方向と概往復直線運動の方向は一致し、概円筒形状部のダイス側の円面に、中心軸を一とする丸穴の凹部とその底面の丸穴の貫通孔を有するスライドヘッドと、
概往復直線運動の方向を回転軸方向とし、概スライドヘッドに対し回転摺動可能に概凹部と概貫通孔に篏合するパンチホルダを、
備えることを特徴とするヘッダー加工機。
続きを表示(約 670 文字)
【請求項2】
前記スライドヘッドの円筒形状部の中心軸と、前記パンチホルダの回転軸が一致することを特徴とする請求項1に記載のヘッダー加工機。
【請求項3】
前記パンチホルダは複数のパンチを支持し、そのうちの一のパンチの中心軸と前記スライドヘッドの円筒形状部の中心軸が一致した状態で成型を行う請求項1に記載のヘッダー加工機。
【請求項4】
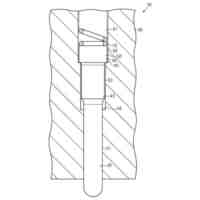
前記凹部の端にオイルシールを備えることを特徴とする請求項2または3に記載のヘッダー加工機。
【請求項5】
前記スライドヘッドは、両端が筐体に支持される複数のガイドシャフトにより案内され、
概スライドヘッドは、その円筒形状部の中心軸からそれぞれ均等間隔かつ等しい中心角となる位置に、前記往復直線運動の方向に貫通する概ガイドシャフトのための複数の貫通孔を有し、
概複数の貫通孔のプレス方向側の端の全てにオイルシールを備えることを特徴とする請求項4に記載のヘッダー加工機。
【請求項6】
筐体前部を前記スライドヘッドの円筒形状部が貫通可能な丸穴を有するオイルシール蓋で覆い、
概オイルシール蓋は概丸穴の内側端にオイルシールを備え、
また、概筐体は、前記線材カッターを格納するための線材カッターユニットを支持し、
概線材カッターユニットは、概線材カッターを挿通するための貫通孔を有し、
概貫通孔の内側の端にオイルシールを備えることを、
特徴とする請求項5に記載のヘッダー加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、リベット型の電気接点を製造するヘッダー加工機に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
金属線材を切断し、その切断片を冷間圧延加工により塑性変形させて、リベット型の電気接点を製造する技術が従来から知られており、その製造装置は、一般にヘッダー機またはヘッダー加工機等と称されている。
【0003】
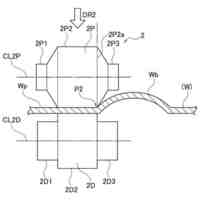
加工の主要は、2種類の往復直線運動により可動するパンチと、パンチを受けるダイスによる異種金属同士の接合と成型である。2種類の往復直線運動とは、1つのダイスに対し、複数のパンチからパンチを切り替えるための可動と、パンチのプレス動作による可動を意味し、それぞれの運動方向は互いに直交する(特許文献1、特許文献2)。
【先行技術文献】
【特許文献】
【0004】
特開平4-143039号公報
特開平4-305329号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ヘッダー加工機により製造されるリベット型の電気接点は、主に、自動車や一般電化製品のリレー部品等の電気接点として用いられるものである。その性質上、接点不良は許されものではなく、特に自動車に供給する場合は、この接点不良が重大事故の原因になる可能性もあることから、100%の良品の供給が求められる。
【0006】
ところが、従来技術においては、パンチホルダ等の摺動部に注油されている潤滑油が摺動時に飛散し、これが接点部に付着して接点不良の原因となる問題がある。
【0007】
例えば、順送プレス加工によって製造されるコネクタ部品の電気接点等は、通常、異種金属同士の接合加工を必要としないから洗浄やエアブローの工程により電気接点部に付着した油等の異物を除去できるため、この問題は生じにくい。
【0008】
しかし、ヘッダー加工によって異種金属同士を接合する場合は、その際に、接合部に入り込み金属間に付着した油をその後の洗浄等で除去することができず、また、従来技術による装置においては、その構造上オイルシールの付加等、油の飛散を防ぐための封止もできない。
【0009】
本発明の目的は、リベット型の電気接点における潤滑油による接点不良の問題を解決するために、潤滑油の飛散を防止する構造を備えるヘッダー加工機を提供することである。
【課題を解決するための手段】
【0010】
本発明は、複数の金属線材をそれぞれ線材カッターにより切断し切断片同士をパンチ及びダイスにより接合し成型することでリベット型の電気接点を製造するヘッダー加工機において、水平方向とその逆方向に往復直線運動する、外形の少なくとも一部が円筒形状であってその中心軸方向と往復直線運動の方向は一致し、円筒形状部のダイス側の円面に、中心軸を一とする丸穴の凹部とその底面の丸穴の貫通孔を有するスライドヘッドと、往復直線運動の方向を回転軸方向とし、スライドヘッドに対し回転摺動可能にその凹部と貫通孔に篏合するパンチホルダを備えることを特徴とするヘッダー加工機に関するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
株式会社不二越
NC転造盤
3か月前
オムロン株式会社
導線折り曲げ治具
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
13日前
日鉄建材株式会社
成形装置
27日前
株式会社アマダ
曲げ加工機
4か月前
ユニプレス株式会社
プレス加工装置
3か月前
株式会社三明製作所
転造装置
2か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
14日前
トヨタ自動車株式会社
鋼板部材の製造方法
14日前
株式会社吉野機械製作所
プレス機械
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
フジテック株式会社
金属棒曲げ工具
29日前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
株式会社アマダ
プレスブレーキ
3か月前
株式会社TMEIC
誘導加熱装置
4か月前
株式会社TMEIC
制御システム
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
株式会社アマダ
ビード形成方法
8日前
東陽建設工機株式会社
鉄筋曲機
10日前
トヨタ紡織株式会社
パンチ及びプレス金型
5か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
2か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
2か月前
トヨタ自動車株式会社
金属部材の製造方法
1か月前
日産自動車株式会社
金属板の曲げ加工方法
5か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ