TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089870
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204800
出願日
2023-12-04
発明の名称
曲げ加工機
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/04 20060101AFI20250609BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ベンドビームを理想通りの形状に変形させて、曲げ加工の通り精度を向上させる。
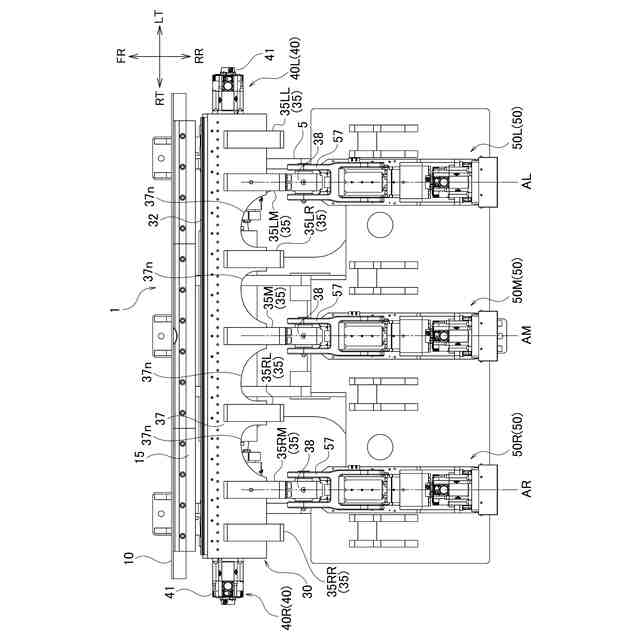
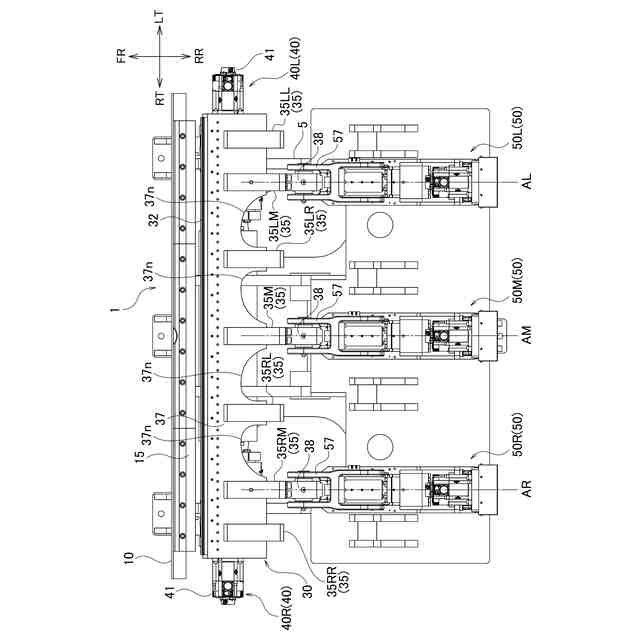
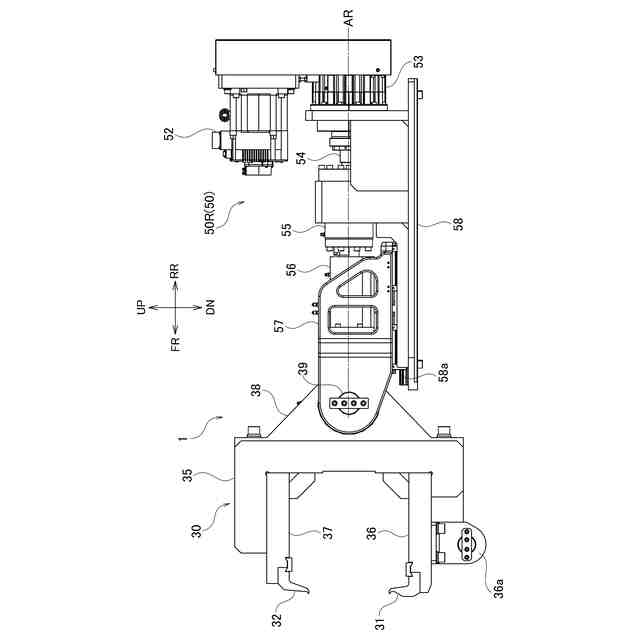
【解決手段】曲げ加工機1は、ボトムダイ15とトップダイ25とによって挟持されたワークWを、左右方向に延在する曲げ線に沿って曲げるベンドビーム30と、ベンドビーム30を前後方向に変形させる前後移動機構50と、を備えている。前後移動機構50は、中央駆動軸AMに沿ってベンドビーム30を前後方向に移動させる中央直動部50Mと、中央駆動軸AMと平行な左駆動軸ALに沿ってベンドビーム30を前後方向に移動させる左直動部50Lと、を有している。ベンドビーム30は、中央駆動軸AM及び左駆動軸ALの間に設けられ、ベンドビーム30の一部を切り欠くように形成された切欠部37nを備えている。
【選択図】図1
特許請求の範囲
【請求項1】
ボトムダイとトップダイとによって挟持されたワークを、左右方向に延在する曲げ線に沿って曲げるベンドビームと、
前記ベンドビームを前後方向に変形させるクラウニング機構と、を備え、
前記クラウニング機構は、
前後方向に延在する第1駆動軸に沿って前記ベンドビームを前後方向に移動させる第1駆動部と、
前記第1駆動部に対して左右方向に離隔して配置され、前記第1駆動軸と平行な第2駆動軸に沿って前記ベンドビームを前後方向に移動させる第2駆動部と、を有し、
前記ベンドビームは、
前記第1駆動軸及び前記第2駆動軸の間に設けられ、前記ベンドビームの一部を切り欠くように形成された第1切欠部を備えている
曲げ加工機。
続きを表示(約 1,300 文字)
【請求項2】
前記クラウニング機構は、
前記第1駆動部を隔てて前記第2駆動部と対向する位置に配置され、前記第1駆動軸と平行な第3駆動軸に沿って前記ベンドビームを前後方向に移動させる第3駆動部をさらに有し、
前記ベンドビームは、
前記第1駆動軸及び前記第3駆動軸の間に設けられ、前記ベンドビームの一部を切り欠くように形成された第2切欠部をさらに備えている
請求項1記載の曲げ加工機。
【請求項3】
前記第1駆動部、前記第2駆動部及び前記第3駆動部は、前記第1駆動軸、前記第2駆動軸及び前記第3駆動軸に沿って直線運動する直動機構によって、前記ベンドビームを前後方向に移動させ、
前記クラウニング機構は、前記第1駆動部、前記第2駆動部及び前記第3駆動部がそれぞれ独立して駆動することで、前記ベンドビームを前記前後方向に変形させる
請求項2記載の曲げ加工機。
【請求項4】
前記ベンドビームは、
前記ワークを上方向に折り曲げる正曲げ用の曲げ金型が装着され、左右方向に延在する下ベンドフレームと、
前記ワークを下方向に折り曲げる逆曲げ用の曲げ金型が装着され、左右方向に延在する上ベンドフレームと、を備え、
前記第1及び第2切欠部は、
前記下ベンドフレーム及び前記上ベンドフレームにそれぞれ設けられている
請求項3記載の曲げ加工機。
【請求項5】
前記ベンドビームは、
前記左右方向に離隔して配置され、前記下ベンドフレーム及び前記上ベンドフレームを補強する複数のリブをさらに備え、
前記第1駆動部、前記第2駆動部及び前記第3駆動部は、前記複数のリブの中から選択される3つのリブに連結されている
請求項4記載の曲げ加工機。
【請求項6】
前記複数のリブは、
前記ベンドビームの中央に配置され、前記第1駆動部が連結される第1リブと、
前記ベンドビームの左領域に配置され、前記第2駆動部が連結される第2リブと、
前記ベンドビームの右領域に配置され、前記第3駆動部が連結される第3リブと、
前記第1リブ及び前記第2リブの間に配置される第4リブと、
前記第1リブ及び前記第3リブの間に配置される第5リブと、を含み、
前記第1切欠部は、前記第1リブ及び前記第4リブの間と、前記第4リブ及び前記第2リブの間とにそれぞれ設けられ、
前記第2切欠部は、前記第1リブ及び前記第5リブの間と、前記第5リブ及び前記第3リブの間とにそれぞれ設けられている
請求項5記載の曲げ加工機。
【請求項7】
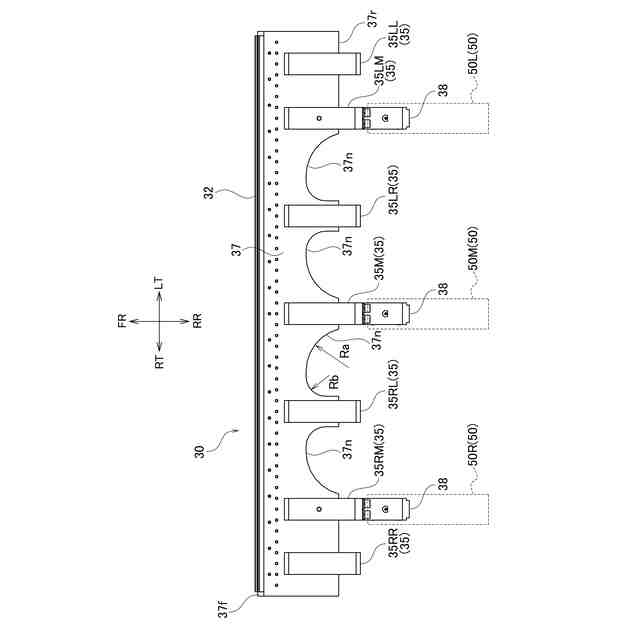
前記第1切欠部及び前記第2切欠部の湾曲形状は、第1曲率半径と、前記第1曲率半径よりも小さな第2曲率半径とを組み合わせて構成されており、
前記第1曲率半径は、各駆動部が連結されるリブ側に設定され、
前記第2曲率半径は、各駆動部が連結されていないリブ側に設定されている
請求項6記載の曲げ加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、曲げ加工機に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
曲げ加工機は、トップダイが左右方向に取り付けられる上部フレームと、ボトムダイが左右方向に取り付けられる下部フレームと、下部フレームの後方に設けられるベンドビームとを備えている。ベンドビームの前端は左右方向に延在しており、ベンドビームの前側上部及び前側下部には、左右方向に沿って曲げ金型が装着されている。ベンドビームは、上下方向の移動機構及び前後方向の移動機構によって、上下方向及び前後方向へ移動することができる。
【0003】
曲げ加工を行う場合、トップダイとボトムダイとがワークを挟持することでワークが固定される。ベンドビームが上下方向に動作すると、トップダイ及びボトムダイの後端から後方へ突出したワークの端部に曲げ金型が押し当てられる。これにより、ワークの端部が左右方向に延在する曲げ線に沿って折り曲げられる。
【0004】
特許文献1は、ベンドビームに連結された3つのベンドビームアームを前後方向に移動させることで、ベンドビームを前後方向に移動させる構成を開示している。3本のベンドビームアームは、各ベンドビームアームに設けられた移動機構によってそれぞれ独立して移動することができる。
【0005】
特許文献1の曲げ加工機は、各駆動機構を独立して制御することで、ベンドビームを前後方向に湾曲させるクラウニングを行うことができる。例えば、ワークの曲げ力によってベンドビームが湾曲する場合には、このクラウニングにより、ベンドビームが左右方向にかけて直線(曲げ線)上に位置するよう調整される。これにより、ベンドビームの湾曲が抑制されることによってベンドビームが真っ直ぐな状態になり、曲げ加工の通り精度を向上させることができる。
【先行技術文献】
【特許文献】
【0006】
特開2002-035846号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、ベンドビームは高い曲げ加重が作用するため、剛体で構成されている。このため、ベンドビームを理想通りの形状に変形させることが難しい。
【課題を解決するための手段】
【0008】
1又はそれ以上の実施形態の一態様は、下側のボトムダイと上側のトップダイとによって挟持されたワークを、左右方向に延在する曲げ線に沿って曲げるベンドビームと、ベンドビームを前後方向に湾曲させるクラウニング機構と、を備える曲げ加工機である。クラウニング機構は、前後方向に延在する第1駆動軸に沿ってベンドビームを前後方向に移動させる第1駆動部と、第1駆動部に対して左右方向に離隔して配置され、第1駆動軸と平行な第2駆動軸に沿ってベンドビームを前後方向に移動させる第2駆動部と、を有する。ベンドビームは、第1駆動軸及び第2駆動軸の間に設けられ、ベンドビームの一部を切り欠くように形成された第1切欠部を備えている。
【発明の効果】
【0009】
1又はそれ以上の実施形態に係る曲げ加工機によれば、ベンドビームを理想通りの形状に変形させることができるので、曲げ加工の通り精度を向上させることができる。
【図面の簡単な説明】
【0010】
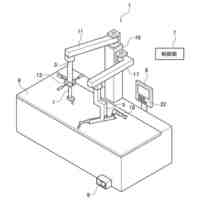
図1は、本実施形態に係る曲げ加工機の要部を模式的に示す側面図である。
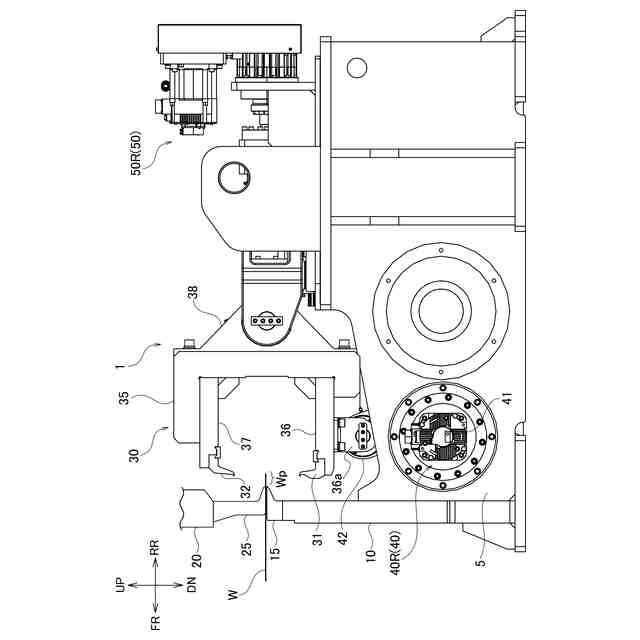
図2は、本実施形態に係る曲げ加工機1の要部を示す側面図である。
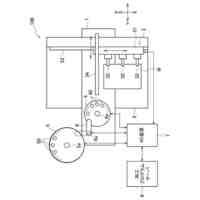
図3は、右直動部の構成を示す側面図である。
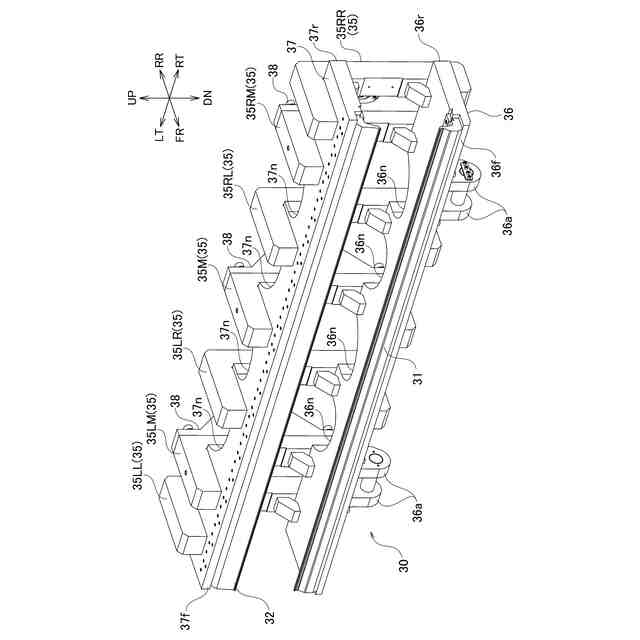
図4は、ベンドビームの構造を示す斜視図である。
図5は、上ベンドフレームの構造を説明する図である。
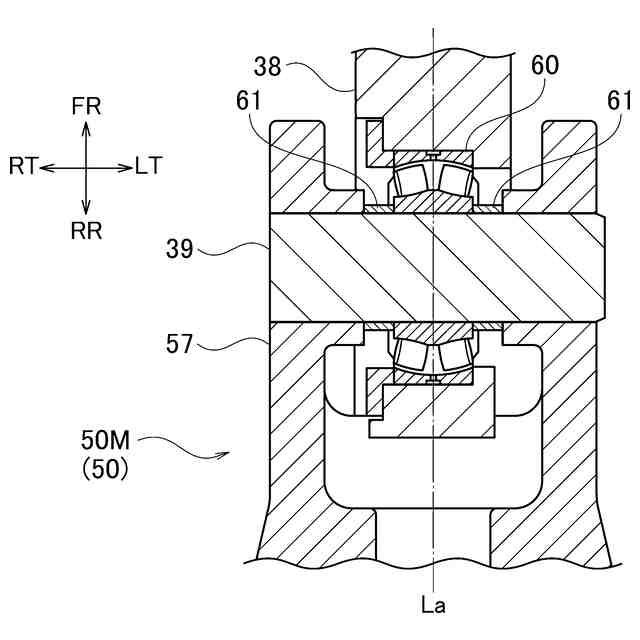
図6は、中央直動部と連結ブロックとの連結構造を示す断面図である。
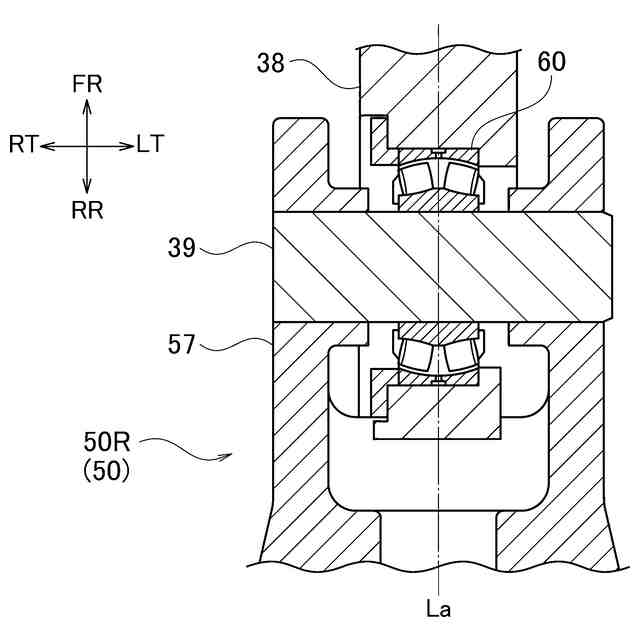
図7は、右直動部と連結ブロックとの連結構造を示す断面図である。
図8は、変形例に係る上ベンドフレームの切欠部の形状を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
曲げ金型
1か月前
株式会社アマダ
レーザ発振器
28日前
株式会社アマダ
見積り作成システム
今日
株式会社アマダ
発注システム、発注方法及び発注プログラム
1か月前
株式会社アマダ
プレスブレーキ制御装置及び曲げ速度算出方法
6日前
株式会社アマダ
スポット溶接機及びスポット溶接機のワーク溶接方法
1か月前
株式会社アマダ
タレットパンチプレス及びタレットパンチプレスの制御方法
9日前
株式会社アマダ
図形データ作成装置、図形データ作成方法、及び図形データ作成プログラム
28日前
株式会社アマダ
生産管理システム、生産シミュレーション装置、生産シミュレーション方法及び生産シミュレーションプログラム
1日前
個人
ヘッダー加工機
4か月前
株式会社不二越
NC転造盤
3か月前
日伸工業株式会社
プレス加工装置
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
19日前
トヨタ紡織株式会社
プレス金型
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス装置
5か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社アマダ
曲げ金型
1か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社TMEIC
監視装置
5か月前
株式会社アマダ
曲げ加工機
3か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
ユニプレス株式会社
プレス加工装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
フジテック株式会社
金属棒曲げ工具
今日
株式会社吉野機械製作所
プレス機械
3か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
株式会社不二越
転造加工用平ダイス
6か月前
株式会社三明製作所
転造装置
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ