TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025071626
公報種別
公開特許公報(A)
公開日
2025-05-08
出願番号
2023181954
出願日
2023-10-23
発明の名称
プレス装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B21D
43/00 20060101AFI20250428BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
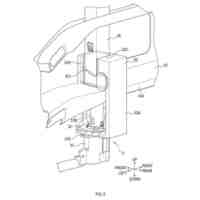
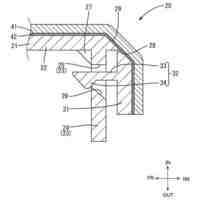
【課題】固定型に対するガイド部材の進退方向における位置決めを容易に行うことができるプレス装置を提供する。
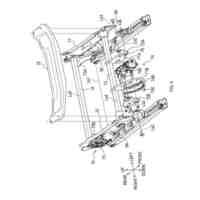
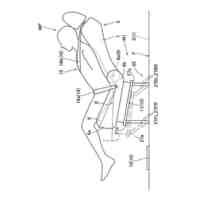
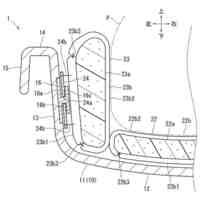
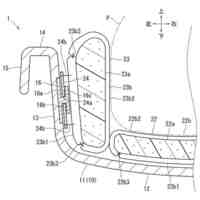
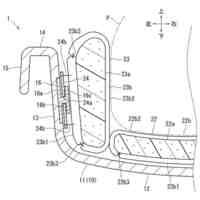
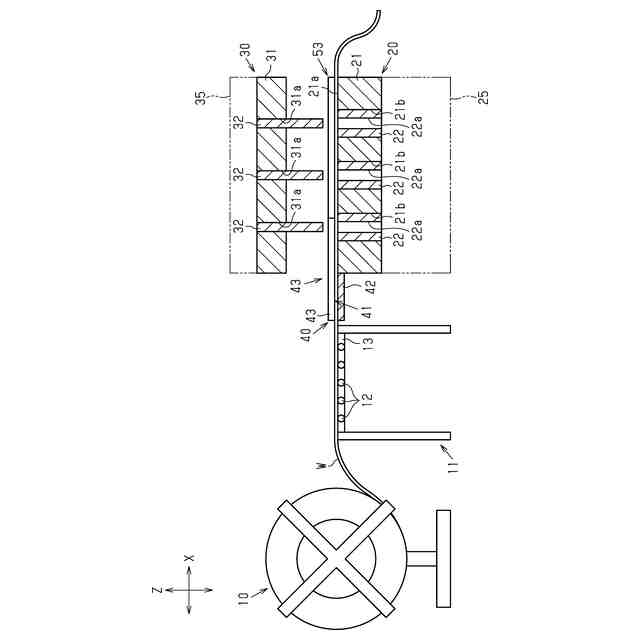
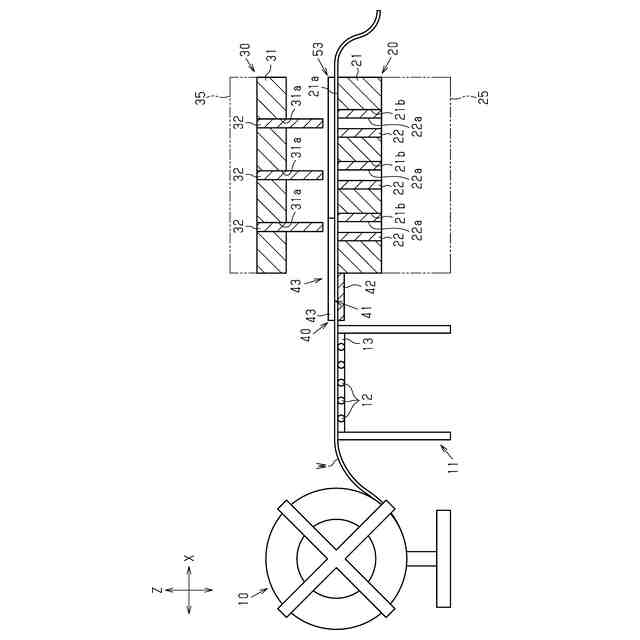
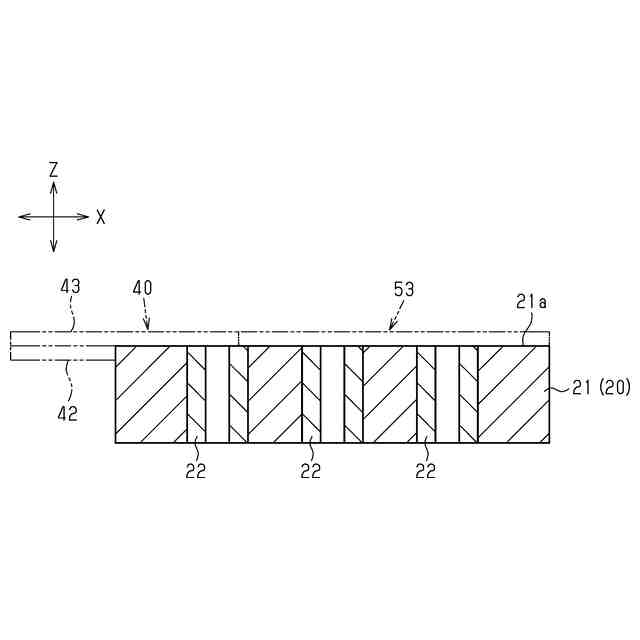
【解決手段】プレス装置は、ダイ22を有する下型20、昇降可能に設けられ、ダイ22との協働によりワークWをプレス加工するパンチ32を有する上型30、及び第1ガイド部材40を備える。第1ガイド部材40は、下型20よりも上流側に位置し、上下方向ZにおいてワークWに接触することでワークWの搬送を案内するガイド部41と、ダイプレート21の上面21aに当接される下面とを有する。第1ガイド部材40は、第1ガイド部材40の下面がダイプレート21の上面21aに当接された状態で下型20に取り付けられている。
【選択図】図1
特許請求の範囲
【請求項1】
ダイを有する固定型と、
前記固定型に対して進退可能に設けられ、前記ダイとの協働によりワークをプレス加工するパンチを有する可動型と、
前記固定型よりも前記ワークの搬送方向における上流側に位置し、前記可動型の進退方向において前記ワークに接触することで前記ワークの搬送を案内するガイド部と、前記固定型のうち前記可動型に対向する取付面に当接される当接部と、を有するガイド部材と、を備え、
前記ガイド部材は、前記当接部が前記取付面に当接された状態で前記固定型に取り付けられている、
プレス装置。
続きを表示(約 410 文字)
【請求項2】
前記搬送方向と前記進退方向との双方に直交する方向を幅方向とするとき、
前記ガイド部は、前記幅方向における前記ワークの両側において、前記進退方向において前記ワークを挟むように設けられている、
請求項1に記載のプレス装置。
【請求項3】
前記可動型は、上型であり、
前記固定型は、下型であり、
前記ガイド部は、
前記ワークを下方から支持する下プレートと、
前記幅方向における前記ワークの両側において前記下プレートに連結されるとともに、前記ワークを上方から覆う一対の上プレートと、を備える、
請求項2に記載のプレス装置。
【請求項4】
前記上プレートは、前記搬送方向に沿って前記固定型の上面上まで延長された延長部を有しており、
前記延長部は、前記当接部を有している、
請求項3に記載のプレス装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、プレス加工装置が記載されている。
特許文献1に記載のプレス加工装置は、ダイを有する下型、昇降可能に設けられた上型、及び下型と上型との間へと帯板状のワークを案内するワークガイドを備える。下型は、ダイを固定するダイプレートを有する。上型は、ダイとの協働によりワークをプレス加工するパンチを有する。ワークガイドは、ダイプレートの側面に取り付けられた取付部材を介して、ダイプレートの上方に位置するようにダイプレートに固定されている。ワークガイドには、ワークの幅方向の両端を上下から摺動可能に案内する2つの案内溝が設けられている。
【先行技術文献】
【特許文献】
【0003】
特開平9-308996号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載のプレス加工装置では、ワークガイドが取付部材を介してダイプレートの側面に取り付けられている。このため、ダイプレートに対する取付部材の上下方向の位置ずれや、取付部材に対するワークガイドの上下方向の位置ずれが生じるおそれがある。その結果、ワークガイドの上下方向の位置調整に手間がかかる。
【課題を解決するための手段】
【0005】
上記課題を解決するためのプレス装置は、ダイを有する固定型と、前記固定型に対して進退可能に設けられ、前記ダイとの協働によりワークをプレス加工するパンチを有する可動型と、前記固定型よりも前記ワークの搬送方向における上流側に位置し、前記可動型の進退方向において前記ワークに接触することで前記ワークの搬送を案内するガイド部と、前記固定型のうち前記可動型に対向する取付面に当接される当接部と、を有するガイド部材と、を備え、前記ガイド部材は、前記当接部が前記取付面に当接された状態で前記固定型に取り付けられている。
【0006】
同構成によれば、ガイド部材によって進退方向への移動が規制された状態のワークが、固定型と可動型との間に搬送されるようになる。これにより、搬送方向に沿ったワークの移動がガイドされる。ガイド部材は、当接部が固定型の取付面に当接された状態で固定型に取り付けられている。このため、当接部の加工精度を高めるだけで、固定型に対するガイド部材の進退方向における取付位置の精度を高めることができる。したがって、固定型に対するガイド部材の進退方向における位置決めを容易に行うことができる。
【図面の簡単な説明】
【0007】
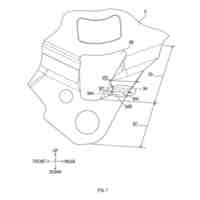
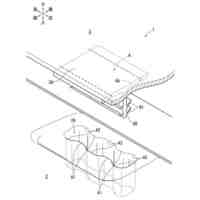
図1は、一実施形態に係るプレス装置の概略図である。
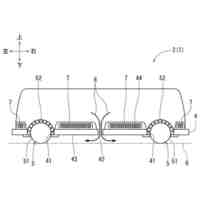
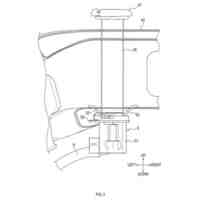
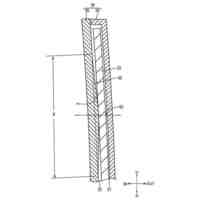
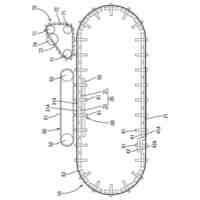
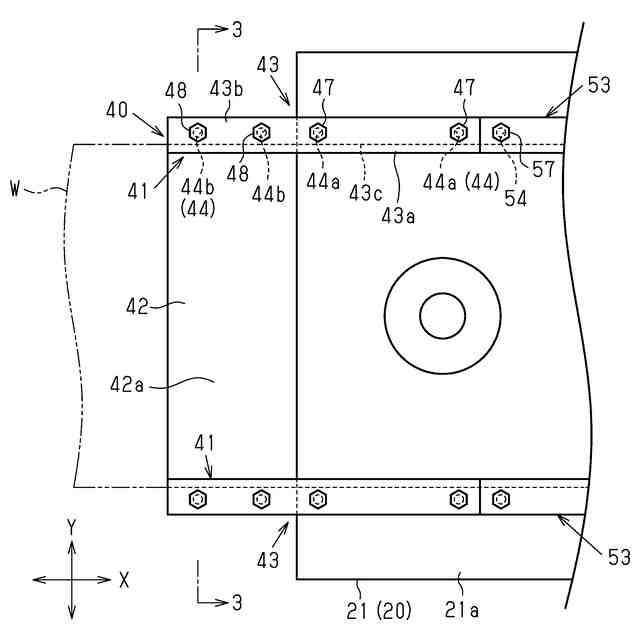
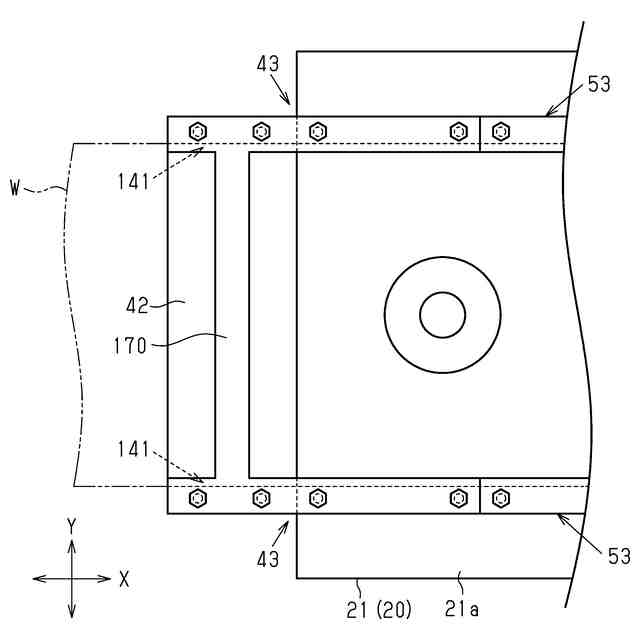
図2は、図1の要部を拡大して示す平面図である。
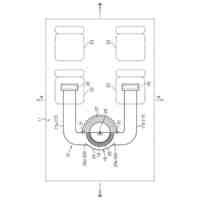
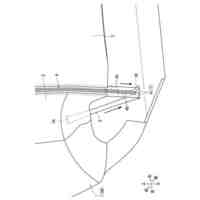
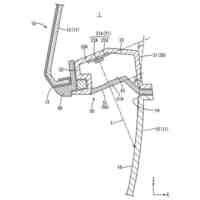
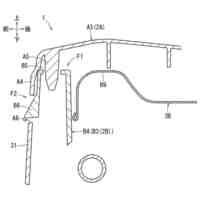
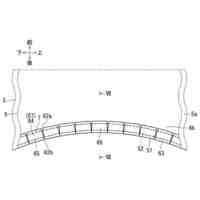
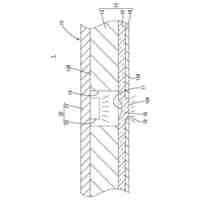
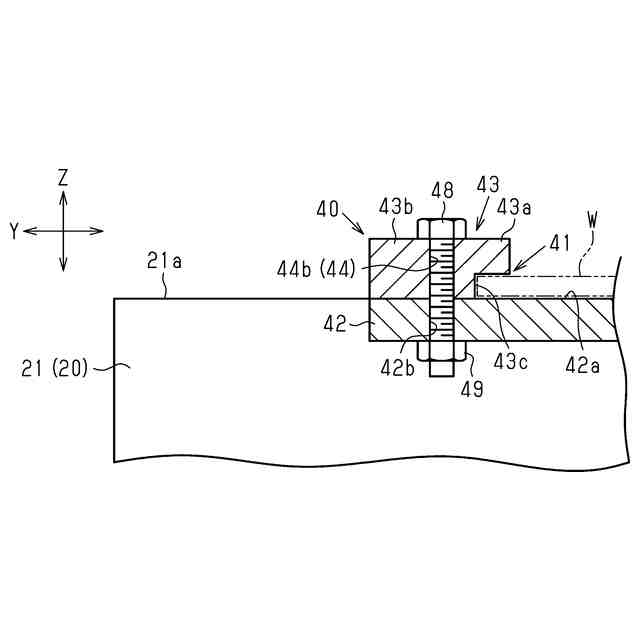
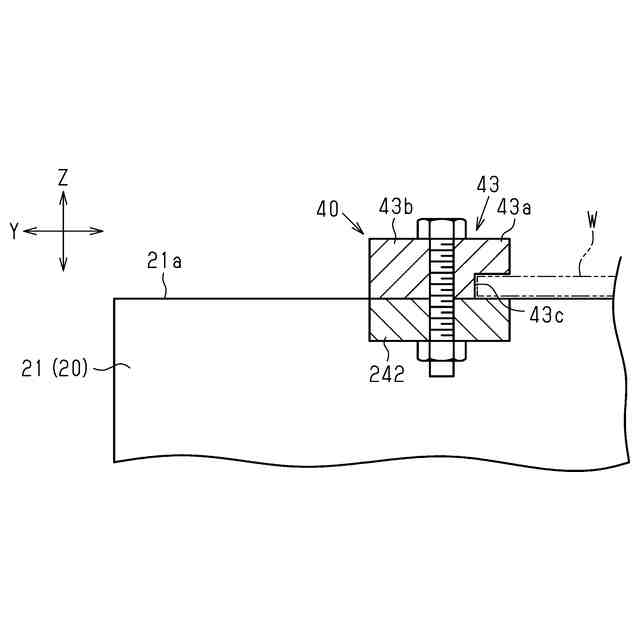
図3は、図2の3-3線に沿った断面図である。
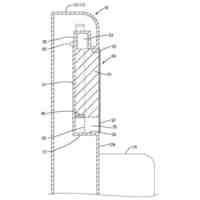
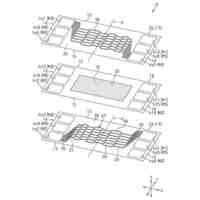
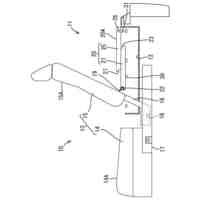
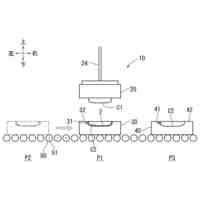
図4は、第1ガイド部材が取り外された状態の下型を示す断面図である。
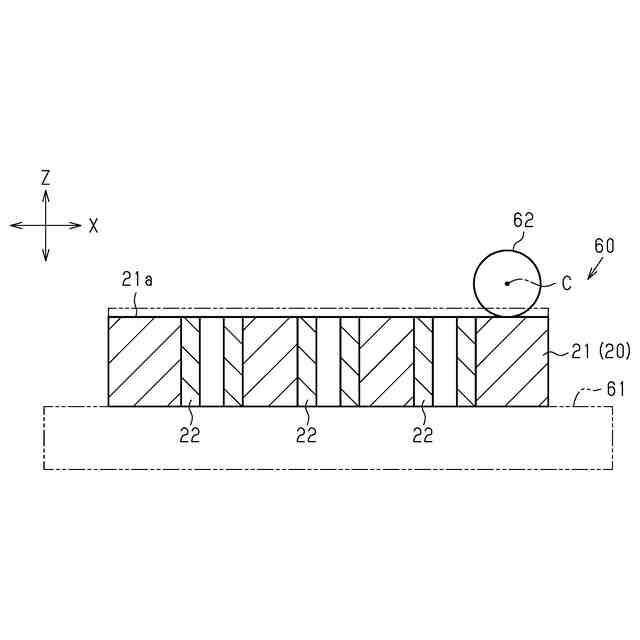
図5は、研磨後の下型を示す断面図である。
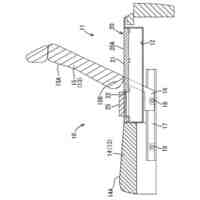
図6は、第1ガイド部材の第1変更例を示す断面図である。
図7は、第1ガイド部材の第2変更例を示す断面図である。
【発明を実施するための形態】
【0008】
以下、図1~図5を参照して、プレス装置の一実施形態について説明する。
まず、図1~図3を参照して、プレス装置の構成について説明する。
図1に示すように、プレス装置は、アンコイラ10、搬送装置11、下型20、上型30、第1ガイド部材40、及び第2ガイド部材53を備えている。
【0009】
<アンコイラ10及び搬送装置11>
図1に示すように、アンコイラ10は、ロール状に巻回されたワークWを巻きほぐす装置であり、ワークWを回転可能に支持している。
【0010】
搬送装置11は、搬送方向X(図1の左右方向)に沿って延在するフレーム13と、フレーム13に対して回転可能に支持されるとともに、搬送方向Xにおいて並設される複数のローラ12とを有している。複数のローラ12は、図示しないモータにより回転駆動されることにより、アンコイラ10から引き出されたワークWを間欠的に搬送するとともに、下型20と上型30との間にワークWを供給する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ紡織株式会社
車両
26日前
トヨタ紡織株式会社
シート
今日
トヨタ紡織株式会社
アイロン
5日前
トヨタ紡織株式会社
送風装置
21日前
トヨタ紡織株式会社
プレス金型
12日前
トヨタ紡織株式会社
乗物用内装材
20日前
トヨタ紡織株式会社
乗物照明構造
1か月前
トヨタ紡織株式会社
乗物照明装置
1か月前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
シートカバー
1か月前
トヨタ紡織株式会社
燃料電池セル
29日前
トヨタ紡織株式会社
乗物用シート
29日前
トヨタ紡織株式会社
乗物用シート
今日
トヨタ紡織株式会社
乗物照明構造
1か月前
トヨタ紡織株式会社
デッキボード
12日前
トヨタ紡織株式会社
デッキボード
5日前
トヨタ紡織株式会社
クッション体
12日前
トヨタ紡織株式会社
乗物用照明装置
14日前
トヨタ紡織株式会社
シートクッション
1か月前
トヨタ紡織株式会社
人体模擬モデルの作成方法
1か月前
豊田合成株式会社
着座装置
14日前
トヨタ紡織株式会社
剥離装置及び積層体の剥離方法
2日前
トヨタ紡織株式会社
乗物用シートのシートカバー構造
23日前
トヨタ紡織株式会社
繊維強化樹脂の成形方法及び成形装置
22日前
トヨタ紡織株式会社
クッション体およびタッチセラピー装置
12日前
トヨタ紡織株式会社
乗物用内装材および乗物用内装材の製造方法
1か月前
トヨタ紡織株式会社
乗物用内装材の照明構造および乗物用内装材の製造方法
26日前
トヨタ紡織株式会社
情報処理装置、コンテンツ提供方法、車両およびプログラム
12日前
トヨタ紡織株式会社
情報処理装置、コンテンツ切替方法、車両およびプログラム
12日前
トヨタ紡織株式会社
プレス方法
6日前
トヨタ紡織株式会社
情報処理装置、コンテンツ提供方法、車両およびプログラム
12日前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
燃料電池用セパレータ・ガス拡散層複合体、燃料電池用セパレータ・ガス拡散層複合体の製造方法、燃料電池用ガス拡散層、及び燃料電池用ガス拡散層の製造方法
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ