TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025089231
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2024068737
出願日
2024-04-21
発明の名称
二重片口の製造方法
出願人
浙江飛剣工貿有限公司
代理人
個人
主分類
B21D
51/18 20060101AFI20250605BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】外殻加工、カップライナー加工、カップ本体加工を含む二重片口の製造方法を提供する。
【解決手段】カップライナーの加工過程では、内側に凹んでいる溶接台面が形成され、カップ本体加工、カップ本体の加工過程では、水出し口成形設備を採用して水平方向に水出し口をプレスし、最後にカップ本体を取り出して真空排気作業を行い、二重製の片口を得る。外殻と溶接するために、カップライナー口部に内側に凹んでいる溶接台をもう一つ加工し、水出し口成形装置によって水平方向に水出し口をプレスするため、カップ本体半製品の口部をプレスする時に空間を確保しておき、外殻とカップライナーをプレスした後に完全に密着することを避ける。
【選択図】図1
特許請求の範囲
【請求項1】
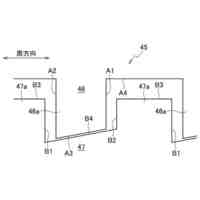
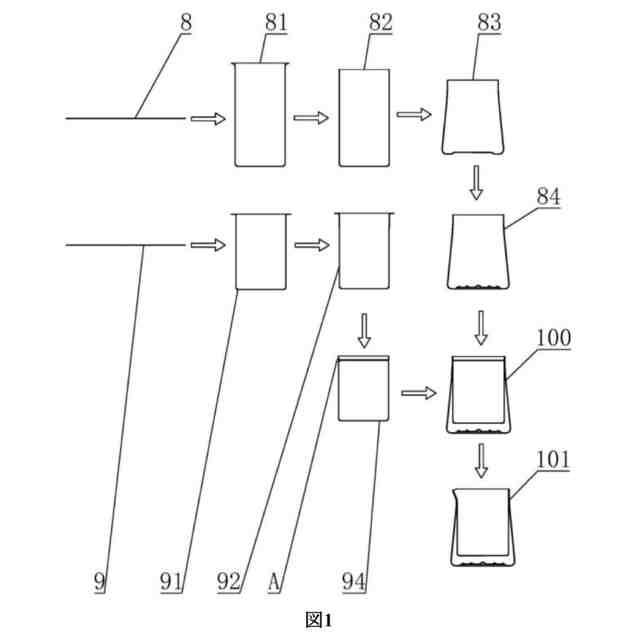
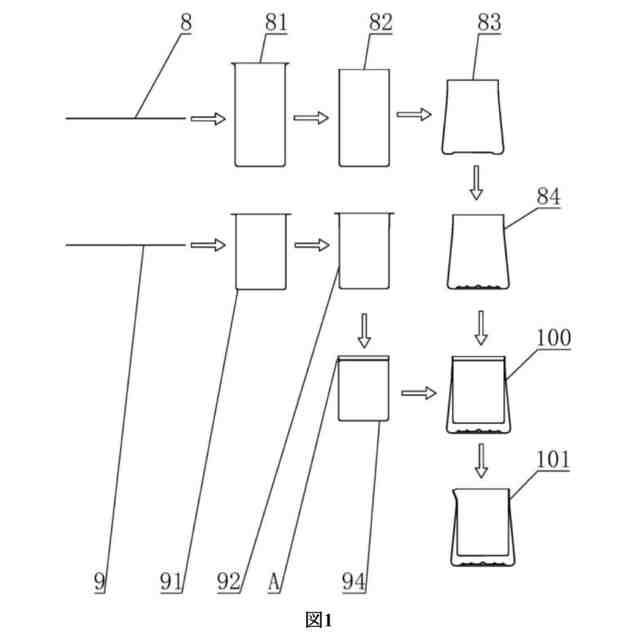
外殻(84)加工は、下記のステップを含む。
A1、円形薄片一(8)を取って円形薄片一(8)に分別プレスして、外殻半製品一(81)を
得る。
A2、外殻半製品一(81)に対して残留部の切取り作業を行い、外殻半製品ニ(82)を得る
。
A3、外殻半製品の2(82)に整形を行い、口部切取りと口部平ら整理の作業を行い、外殻
半製品の3(83)を得る。
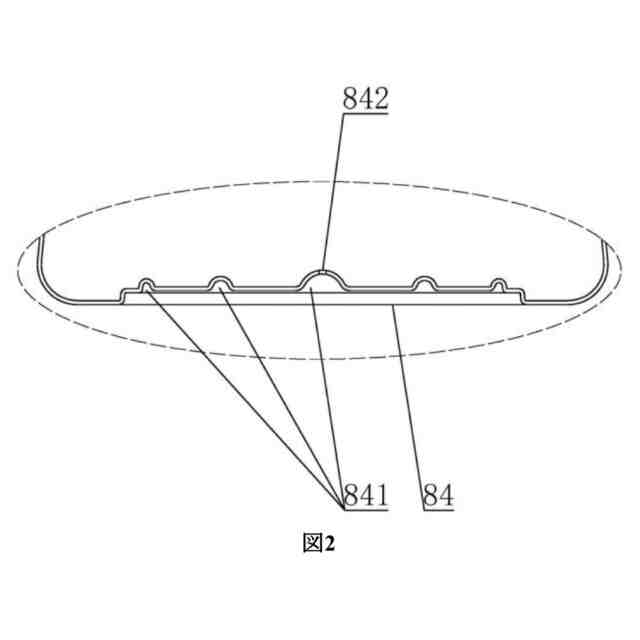
A4、外殻半製品三(83)は、底部に凹部をプレスし、穴を開けて、溝部(841)と真空孔
(842)付きの外殻(84)を得る。
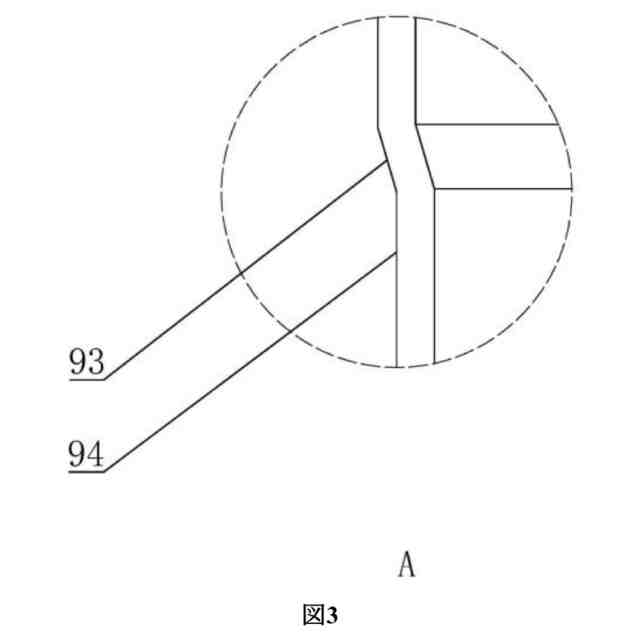
カップライナー(94)加工は、下記のステップを含む。
B1、円形薄片ニ(9)を取って分別プレスして、カップライナー半製品一(91)を得る。
B2、カップライナー半製品一(91)に対して口部整理の作業を行って、カップライナー半
製品ニ(92)を得て、前記カップライナー半製品ニ(92)の口部は直径の方向に沿って内
側に凹んだ溶接台(93)を有する。
B3、カップライナー半製品の2(92)に対して口部切取りと口部平ら整理の作業を行い、
カップライナー(94)を得る。
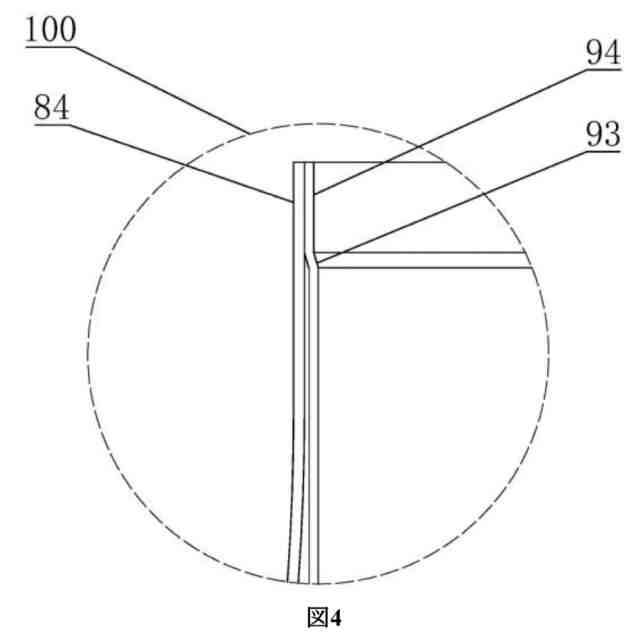
カップ本体(101)加工は、下記のステップを含む。
C1、外殻(84)とカップライナー(94)を口部に合わせる作業を行い、カップライナー(
94)の上端と外殻(84)の上端を溶接して断熱層のカップ本体の半製品(100)を得る。
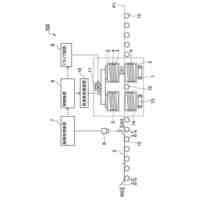
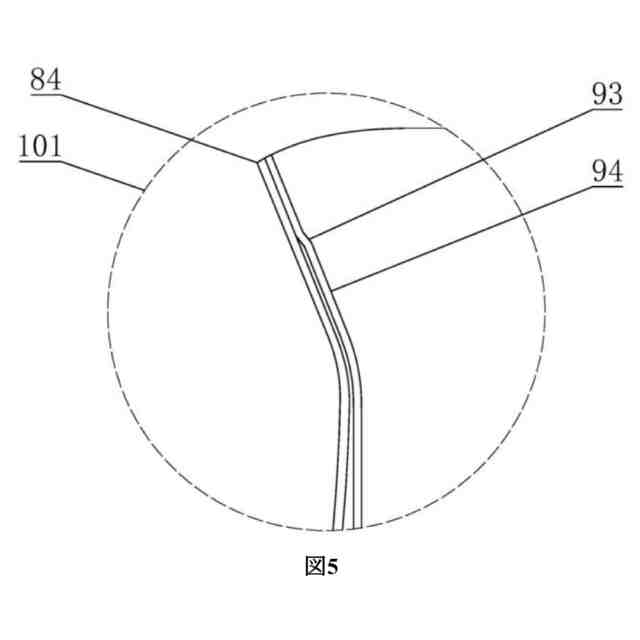
C2、前記カップ本体半製品(100)の口部を研磨してから、水出し口成形設備を利用して
、カップ本体半製品(100)に対して、水出し口をプレスして、カップ本体(101)を得る
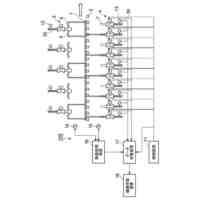
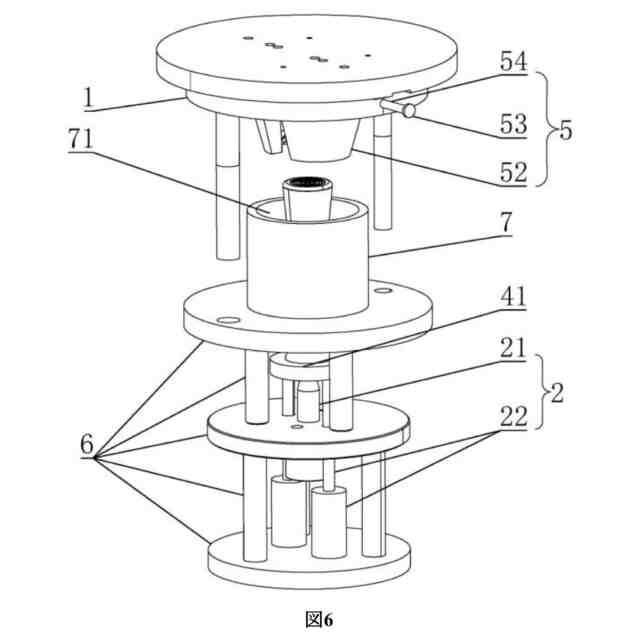
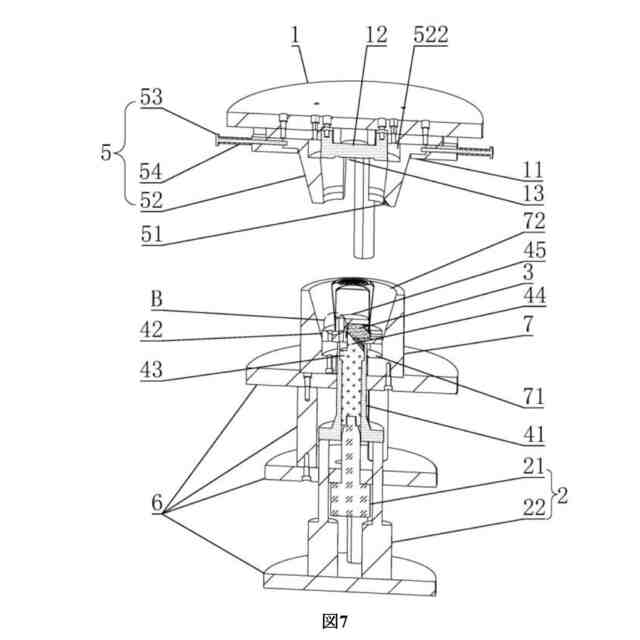
。水出し口成形装置は、移動設置の装置プラットフォーム(1)、駆動ユニット(2)、水
出し口成形ブロック(3)、調整ユニット(4)、クランプユニット(5)及び支持ユニッ
ト(6)から構成され、前記クランプユニット(5)は、装置プラットフォーム(1)の上
に可動して設置され、さらに、フォーム溝(51)が設けられている。駆動ユニット(2)
は支持ユニット(6)を貫通して装着され、前記調整ユニット(4)は駆動ユニット(2)
に装着されて支持ユニット(6)から貫通され、前記水出し口成形ブロック(3)は調整ユ
ニット(4)に設けられ、前記駆動ユニット(2)は調整ユニット(4)を動かして、垂直
方向に基づいてスライド往復させる。前記水出し口成形ブロック(3)は、調整ユニット
(4)の水平方向に同期して移動し、フォーム溝(51)に近接又は離間する方向にスライ
ド移動する。前記水出し口プレス作業のステップは下記となっている。
D1、まず、駆動ユニット(2)を起動して調整ユニット(4)を所定の位置に移動してから
、カップ本体半製品(100)を取って調整ユニット(4)の上に置く。
D2、次、装置プラットフォーム(1)を起動してクランプユニット(5)を動かして調整ユ
ニット(4)に近づく方向に移動して、クランプユニット(5)はカップ本体半製品(100
)の外側でクランプして、調整ユニット(4)とカップ本体半製品(100)を押して所定の
位置まで下に移動する。
D3、それから、駆動ユニット(2)を介して、水出し口成形ブロック(3)を単独でフォー
ム溝(51)に近づく方向に水平に移動させ、このとき、カップ本体半製品(100)に水出
し口をプレスしてカップ本体(101)を得る。
D4、それから、装置プラットフォーム(1)を介して、クランプユニット(5)を上に移動
し、駆動ユニット(2)は調整ユニット(4)とカップ本体(101)を動かして装置プラッ
トフォーム(1)と同期して移動する。調整ユニット(4)とカップ本体(101)が所定の
位置まで移動した後、駆動ユニット(2)の動作が停止し、装置プラットフォーム(1)を
上に移動し続けて、クランプユニット(5)とカップ本体(101)が離る。この時、装置プ
ラットフォーム(1)がクランプユニット(5)を上に移動するのを止めて、カップ本体(
101)を取り出して真空を抜いて二重製の片口を得ることを特徴とするの二重片口の製造
方法。
続きを表示(約 2,700 文字)
【請求項2】
前記溶接台(93)の直径と前記カップライナー半製品(92)の直径との差は範囲が0.5mm
~1.5mmことを特徴とする請求項1に記載の二重片口の製造方法。
【請求項3】
前記ステップB3における口部切取り作業を行う前、前記溶接台(93)の上端とカップライ
ナー半製品ニ(92)の上端との段差範囲が7.7mm~8.5mmであることを特徴とすることを特
徴とする請求項1に記載の二重片口の製造方法。
【請求項4】
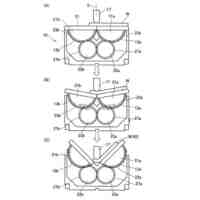
前記ステップA3における整形作業は下記のことを含む。
A31、TPR型を使用して外殻半製品ニ(82)をプレスして膨張させ、外殻半製品ニ(82)を
上が小さく下が大きいテーパ状に形成される。前記外殻半製品ニ(82)の下端の最大外径
と前記外殻半製品ニ(82)の上端の最小外径との差は範囲が14.6mm~15.4mm。
A32、次に、水脹れ作業を行い、外殻半製品ニ(82)の底部が外殻内部に突出するプラッ
トフォームとなるように、外殻半製品ニ(82)を引き伸ばすことを特徴とする請求項1に
記載の二重片口の製造方法。
【請求項5】
前記溝部(841)の数は複数設けられており、前記溝部(841)は、外殻(84)の内側に凹
んでおり、外殻(84)の直径方向に沿って底部に配置され、前記溝部の半径は1以下であ
って、半径が最も大きい溝部(841)が前記外殻(84)底部の中心部に配置されており、
残りの前記溝部(841)は、半径が最も大きい溝部(841)の両側に、半径の大きい順に基
づいて配置される。前記真空孔(842)と、半径が最も大きい溝部(841)が外殻(84)と
同軸で設けられていることを特徴とする請求項1に記載の二重片口の製造方法。
【請求項6】
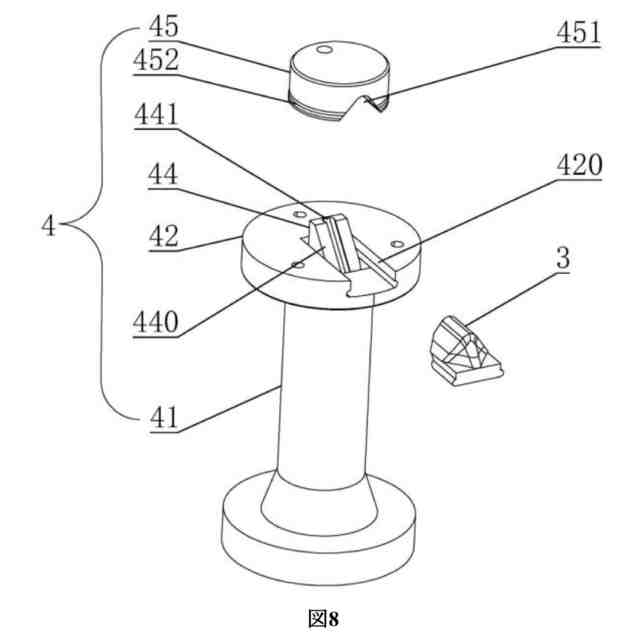
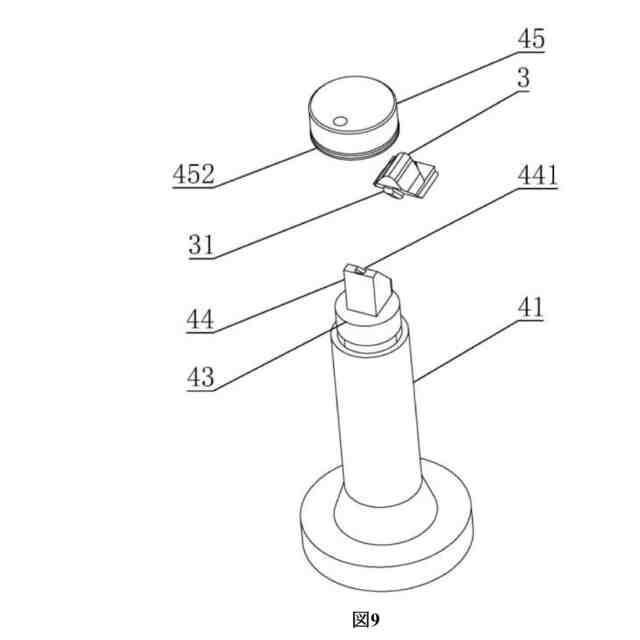
前記調整ユニット(4)は、前記調整柱(41)と放置台(42)、前記放置台(42)が前記
調整柱(41)に設けられ、前記放置台(42)に水平シュータ(420)が開設され、前記水
出し口成形ブロック(3)が水平シュータ(420)の中にスライド配置されている。前記調
整柱(41)の中には、突き止めレバー(43)がスライド配置され、前記突き止めレバー(
43)の頂部に放置台(42)の上端を突き出している突き止めブロック(44)が設けられ、
前記突き止めレバー(43)の下端が駆動ユニット(2)に設けられ、前記駆動ユニット(2
)は前記突き止めレバー(43)を動かして、突き止めブロック(44)を垂直方向にスライ
ド往復させる。前記突き止めブロック(44)は、水平スライダ(420)に向いている側に
突き止め傾斜面(440)が設けられており、前記突き止め傾斜面(440)の先端は水平スラ
イダ(420)から離れる方向にて傾斜しており、前記突き止め傾斜面(440)の上に、前記
突き止めブロック(44)の高さ方向に延びるあり溝(441)が開設されており、前記水出
し口成形ブロック(3)には、あり溝(441)に合わせたあり継ぎ(31)が設けられており
、前記突き止めブロック(44)は、あり溝(441)、あり継ぎ(31)を介して前記水出し
口成形ブロック(3)を動かして水平方向に同期してスライドさせることを特徴とする請
求項1に記載の二重片口の製造方法。
【請求項7】
前記調整ユニット(4)は、さらに、放置台(42)に設けられた位置決めブロック(45)
を有し、前記位置決めブロック(45)に可動溝(451)が開設され、前記水出し口成形ブ
ロック(3)、突き止めブロック(44)が可動溝(451)の中にスライド配置され、前記位
置決めブロック(45)の外側壁の上周りには、前に突出した密着面(452)が設けられ、
前記密着面(452)が溶接台(93)の内部面と貼り合わせており、前記クランプユニット
(5)は、位置決めブロック(45)の外側に挟込されていることを特徴とする請求項6に記
載の二重片口の製造方法。
【請求項8】
駆動ユニット(2)は、水出し口駆動ユニット(21)とカップ本体駆動ユニット(22)を
含み、前記水出し口駆動ユニット(21)は突き止めレバー(43)にねじ状に接続され、前
記カップ本体駆動ユニット(22)の上端に調整柱(41)が設けられ、前記カップ本体駆動
ユニット(22)が調整ユニット(4)を垂直方向に往復動作させることを特徴とする請求
項6に記載の二重片口の製造方法。
【請求項9】
前記クランプユニット(5)は、少なくとも2つのクランプ弁(52)を含み、クランプ弁(
52)を周囲に周回して互いに接近又は離間する方向に移動し、前記フォーム溝(51)がそ
のうちの1つのクランプ弁(52)の内側壁に設けられる。また、クランプ弁(52)と対応
するガイドレバー(53)を含み、前記ガイドレバー(53)の一端はそれぞれ対応するクラ
ンプ弁(52)に設けられ、前記ガイドレバー(53)の他方の一端が装置プラットフォーム
(1)から貫通され、前記ガイドレバー(53)に弾性リセット部材(54)がカバーされ、
前記弾性リセット(54)の両端は、ガイドレバー(53)及び装置プラットフォーム(1)
とそれぞれ相殺され、弾性リセット部材(54)は前記クランプ弁(52)を互いに離れる方
向に移動させることを特徴とする請求項6に記載の二重片口の製造方法。
【請求項10】
前記支持ユニット(6)の上面に防護台(7)が設けられ、前記防護台(7)に防護空洞(7
1)が開設され、前記調節柱(41)の上端が防護空洞(71)の中まで貫通されている。前
記防護台(7)の内側壁には、クランプガイド面(72)がもうけられ、前記クランプガイ
ド面(72)の先端は防護台(7)の外側壁に近づく方向に傾斜しており、前記クランプガ
イド面(72)はクランプ弁(52)と相殺されていることを特徴とする請求項9に記載の二
重片口の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明はカップの製造方法に関し、特に二重片口の製造方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
片口はまた、湯飲みとも呼ばれ、水やお茶などの飲み物を入れる器具である。従来の金属
保温容器では、容器に直接プレスよって水出し口を加工しているが、片口自体の体積が小
さいため、水出し口の下端のカップライナーと外殻が互いに貼り合う部分がボディ全体を
占める割合が多く、カップの飲み物の温度がカップライナーから外殻に直接伝わって外へ
発散するため、カップ内の液体が冷却スピードがはやすぎて、カップの保温性が低下して
しまった。
【0003】
片口にある水出し口は普通金型プレス加工によって成型され、生産時、カップ本体半製品
がクランプ装置を介してクランプされ、それから下押し金型をカップ口部の方向から押さ
れて水出し口が形成され、この時、カップの壁は下向きの圧力を受けるだけではなく、水
平方向の沖撃力を受けて水出し口内側壁に多く毛辺と傷ができやすいし、磨かれてから後
の工程に入るため、片口の生産性や品質に影響を及ぼすので、これを改善する必要がある
。
【発明の概要】
【0004】
本発明は、従来技術の存在している外殻とカップライナーの大きすぎる接触面積による真
空層劣化に対して、片口の保温性が低下する同時に、下押し金型を用いて垂直方向に押し
込むことによって、片口内壁に伸線などの状況につながる、片口の生産効率と品質の低下
などの不具合を解消するために、新しい二重片口の製造方法を提供する。
【0005】
上記技術的問題を解決するために、本発明は、以下の技術的態様により実現される。
【0006】
二重片口の製造方法は、下記のことを含む。
【0007】
外殻加工は、以下のステップを含む。
【0008】
A1、円形薄片一を取って円形薄片一を分別プレスして、外殻半製品一を得る。
【0009】
A2、外殻半製品一に対して残留部の切取り作業を行い、外殻半製品ニを得る。
【0010】
A3、外殻半製品の2に整形を行い、口部切取りと口部平ら整理の作業を行い、外殻半製品
の3を得る。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
6か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス金型
11日前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社アマダ
曲げ金型
1か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス装置
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社TMEIC
監視装置
5か月前
株式会社三明製作所
転造装置
1か月前
ユニプレス株式会社
プレス加工装置
2か月前
株式会社吉野機械製作所
プレス機械
3か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社不二越
転造加工用平ダイス
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
株式会社TMEIC
誘導加熱装置
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
21日前
株式会社エナテック
製品分離システム
6か月前
株式会社アマダ
プレスブレーキ
2か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
株式会社TMEIC
制御システム
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ