TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025104370
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023222058
出願日
2023-12-28
発明の名称
サスペンション部材およびサスペンション部材の製造方法
出願人
株式会社レゾナック
代理人
個人
,
個人
,
個人
主分類
C22C
21/02 20060101AFI20250703BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】パーティングライン近傍に再結晶を呈した場合であっても応力腐食割れ性に優れるサスペンション部材及びサスペンション部材の製造方法を提供する。
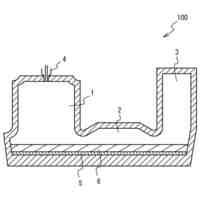
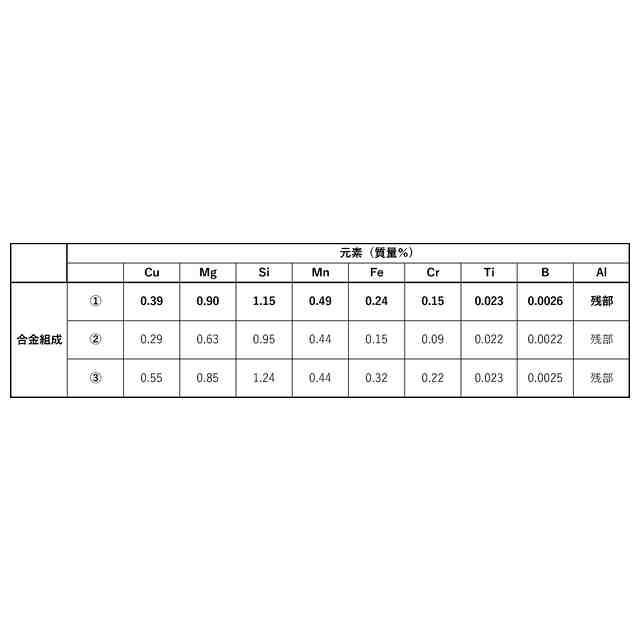
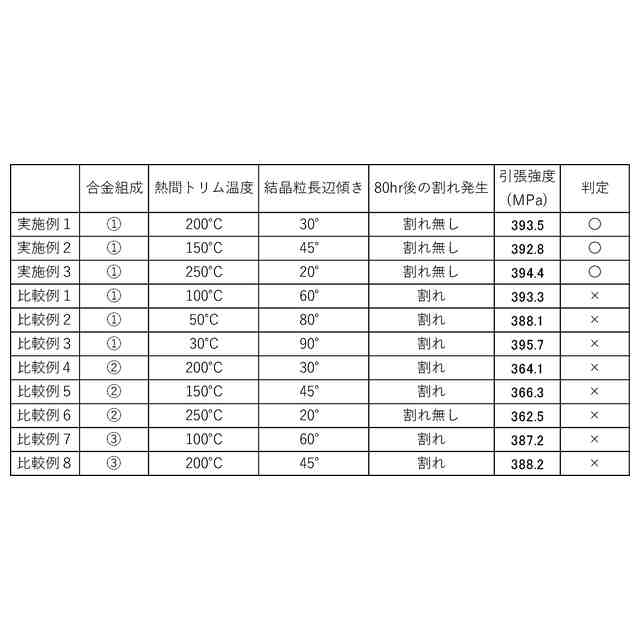
【解決手段】Cu:0.3~0.5質量%、Mg:0.65~1.05質量%、Si:0.9~1.25質量%、Mn:0.4~0.6質量%、Fe:0.15~0.30質量%、Cr:0.09~0.25質量%、Ti:0.01~0.05質量%、B:0.0010~0.0050質量%、残部がAl及び不可避不純物からなる合金組成を有するアルミニウム合金からなり、ブッシュ部のパーティングラインからなる面と垂直な面であって、前記ブッシュ部の円筒軸と平行な面に対して、結晶粒界の傾きが45°以下である、サスペンション部材。
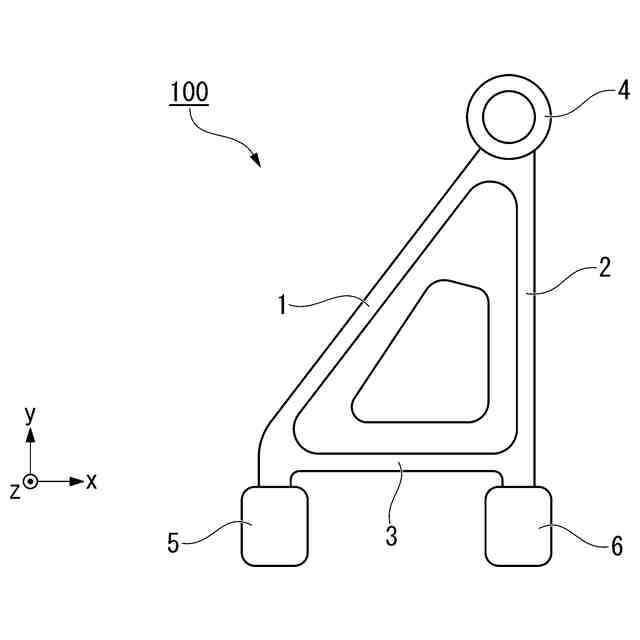
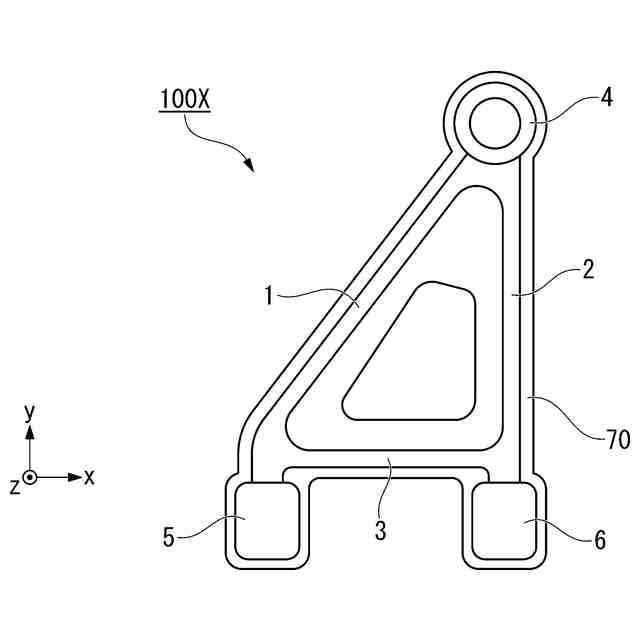
【選択図】図5
特許請求の範囲
【請求項1】
Cu0.3を質量%以上0.5質量%以下の範囲内で含有し、
Mgを0.65質量%以上1.05質量%以下の範囲内で含有し、
Siを0.9質量%以上1.25質量%以下の範囲内で含有し、
Mnを0.4質量%以上0.6質量%以下の範囲内で含有し、
Fe0.15質量%以上0.30質量%以下の範囲内で含有し、
Crを0.09質量%以上0.25質量%以下の範囲内で含有し、
Tiを0.01質量%以上0.05質量%以下の範囲内で含有し、
Bを0.0010質量%以上0.0050質量%以下の範囲内で含有し、
残部がAl及び不可避不純物からなる合金組成を有するアルミニウム合金からなり、
ブッシュ部のパーティングラインからなる面と垂直な面であって、前記ブッシュ部の円筒軸と平行な面に対して、結晶粒界の傾きが45°以下である、サスペンション部材。
続きを表示(約 1,200 文字)
【請求項2】
引張強度が380MPa以上である、請求項1に記載のサスペンション部材。
【請求項3】
Cu0.3を質量%以上0.5質量%以下の範囲内で含有し、
Mgを0.65質量%以上1.05質量%以下の範囲内で含有し、
Siを0.9質量%以上1.25質量%以下の範囲内で含有し、
Mnを0.4質量%以上0.6質量%以下の範囲内で含有し、
Fe0.15質量%以上0.30質量%以下の範囲内で含有し、
Crを0.09質量%以上0.25質量%以下の範囲内で含有し、
Tiを0.01質量%以上0.05質量%以下の範囲内で含有し、
Bを0.0010質量%以上0.0050質量%以下の範囲内で含有し、
残部がAl及び不可避不純物からなる合金組成を有するアルミニウム合金からなる溶湯を形成する溶湯形成工程と、
前記溶湯を鋳造加工することにより鋳造品を得る鋳造工程と、
前記鋳造品を加熱し、鍛造することにより鍛造品を得る鍛造工程と、
前記鍛造品を500℃以上の温度で保持する溶体化処理工程と、
前記溶体化処理工程を経た鍛造品を加熱処理する時効処理工程と、
前記時効処理工程を経た鍛造品に対し、素材温度が100℃を超え、250℃以下で熱間トリムする熱間トリム工程と、を有する、サスペンション部材の製造方法。
【請求項4】
前記熱間トリム工程において、前記時効処理工程を経た鍛造品に対し、素材温度が125℃以上、250℃以下で熱間トリムする、請求項3に記載のサスペンション部材の製造方法。
【請求項5】
前記熱間トリム工程において、前記時効処理工程を経た鍛造品に対し、素材温度が150℃以上、250℃以下で熱間トリムする、請求項3に記載のサスペンション部材の製造方法。
【請求項6】
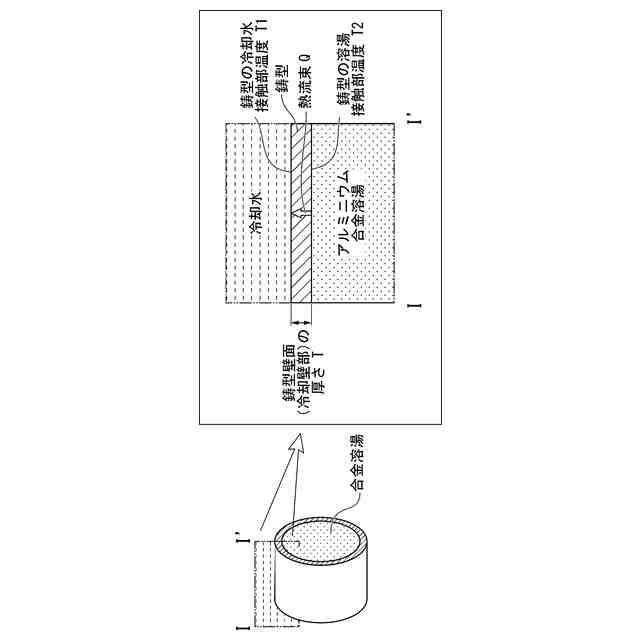
前記鋳造工程を連続鋳造により行い、
前記鋳造工程における前記溶湯の冷却速度が10℃/秒以上であり、
前記鋳造品の平均結晶粒径が80μm以下である、請求項3に記載のサスペンション部材の製造方法。
【請求項7】
前記溶体化処理工程後、前記熱間トリム工程の前に、前記鍛造品を焼き入れする焼き入れ工程をさらに有し、
前記鍛造工程において、450℃以上520℃以下の素材温度で加熱しながら鍛造し、
前記溶体化処理工程において、前記鍛造品を550℃以下の温度で保持し、
前記焼き入れ工程において、前記鍛造品を60℃以下の水温の水で水焼き入れし、
前記時効処理工程において、前記焼き入れ工程を経た鍛造品を175℃以上190℃以下の温度で4時間以上加熱する、請求項3~6の何れか一項に記載のサスペンション部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サスペンション部材およびサスペンション部材の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
近年、アルミニウム合金は、軽量性を生かして各種製品の構造部材としての用途が拡大しつつある。例えば、自動車の足廻りやバンパー部品は今まで高張力鋼が用いられてきたが、近年は高強度アルミニウム合金材が用いられるようになっている。自動車部品、例えば、サスペンション部品は専ら鉄系材料が使用されていたが、軽量化を主目的としてアルミニウム材料またはアルミニウム合金材料に置き換えられることが多くなってきた。
【0003】
これらの自動車部品では優れた耐食性、高強度および優れた加工性が要求されることから、アルミニウム合金材料としてAl-Mg-Si系合金、特にA6061が多用されている。そして、このような自動車部品は強度の向上を図るため、アルミニウム合金材料を加工用素材として塑性加工の1つである鍛造加工を行って製造される。
【0004】
また、最近ではコストダウンを図る必要があるため、押出をせずに鋳造部材をそのまま素材として鍛造した後、溶体化処理と人工時効処理を行う処理(T6処理)して得たサスペンション部品が実用化され始めており、さらなる軽量化を目的として、従来のA6061に代わる高強度合金の開発が進められている(特許文献1~3参照)。
【先行技術文献】
【特許文献】
【0005】
特開平5-059477号公報
特開平5-247574号公報
特開平6-256880号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年のCO
2
排出量削減の観点より、自動車の軽量化が求められている中、アルミニウムの需要は増加傾向にある。ただし、鉄鋼材からの代替としては更なる高強度化が必要となる。高強度化のためにはSi、Mg、Cuの添加量を増やすといった方法が取られることが多いが、添加量の増加に伴い、耐食性が低下する懸念がある。耐食性の中でも自動車のサスペンション用素材については「応力腐食割れ性(Stress Corrosion Cracking(SCC))が重要となる。
【0007】
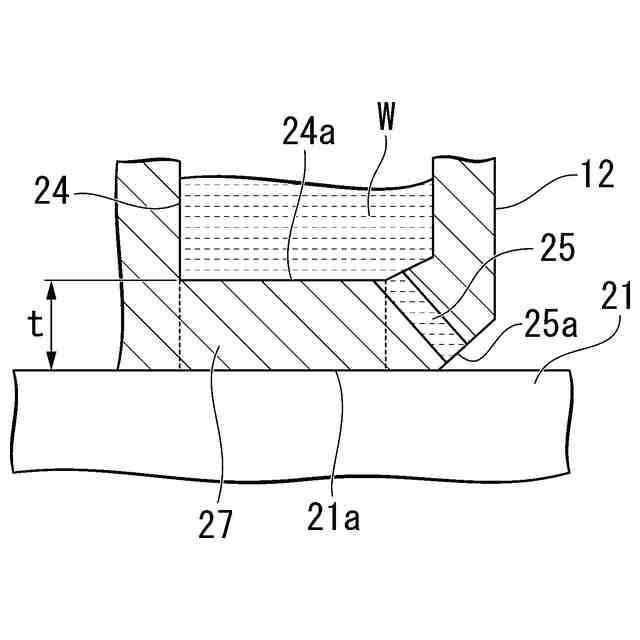
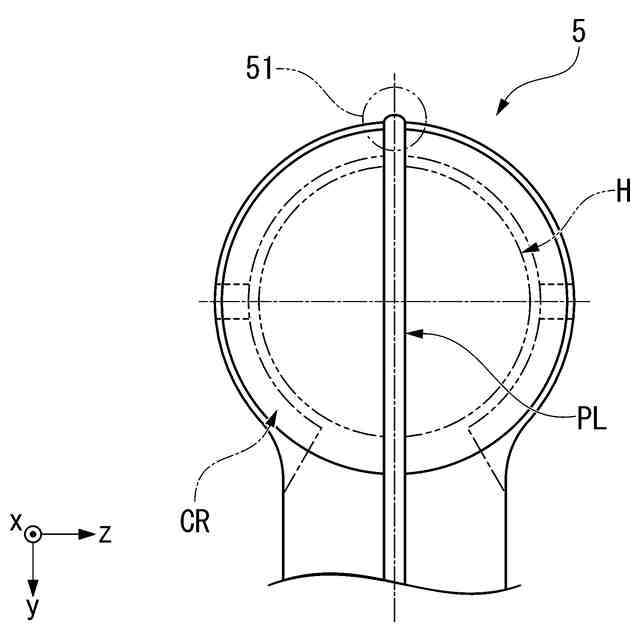
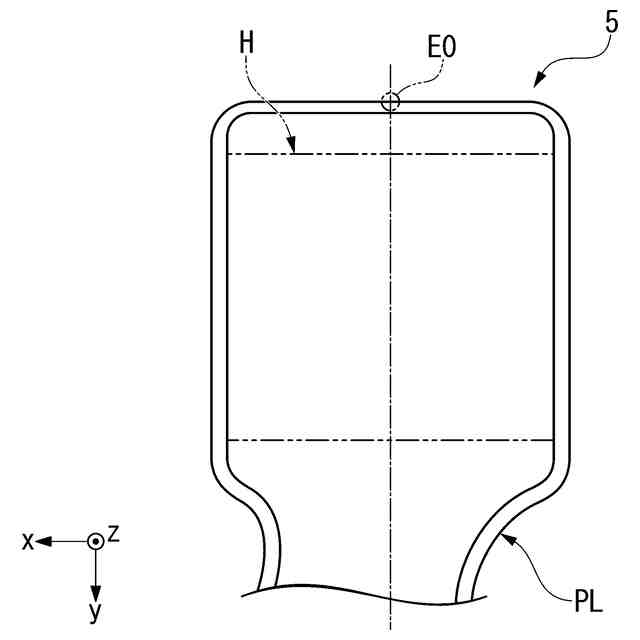
応力腐食割れとは、サスペンションの部位に一定の応力がかかり続けた際にその部位の腐食が発生、腐食部分を起点にクラックが発生する現象を示す。サスペンションにおける応力腐食割れが最も重要となる部位はサスペンションのブッシュを圧入する部分である。この部位における応力腐食割れ性を担保しながら部材の高強度化を図る必要がある。
【0008】
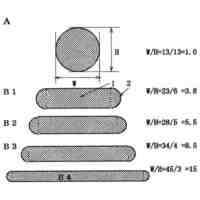
応力腐食割れ性に影響する因子としては添加元素、化合物状態、金属結晶状態が代表として挙げられる。高強度を維持しながら良好な応力腐食割れ性を確保するためには結晶組織のコントロールが重要である。同じ添加元素量でも結晶組織が粗いと、その粒界にて優先して応力腐食割れが発生し、部材の破損につながる。
【0009】
結晶組織の制御には鍛造時の条件が大きく影響を及ぼす。例えば鍛造前の素材加熱温度が低い温度で鍛造を行った際、加工時の歪み量が大きい部位ではひずみの蓄積によりその後の熱処理過程において再結晶が生じる。
【0010】
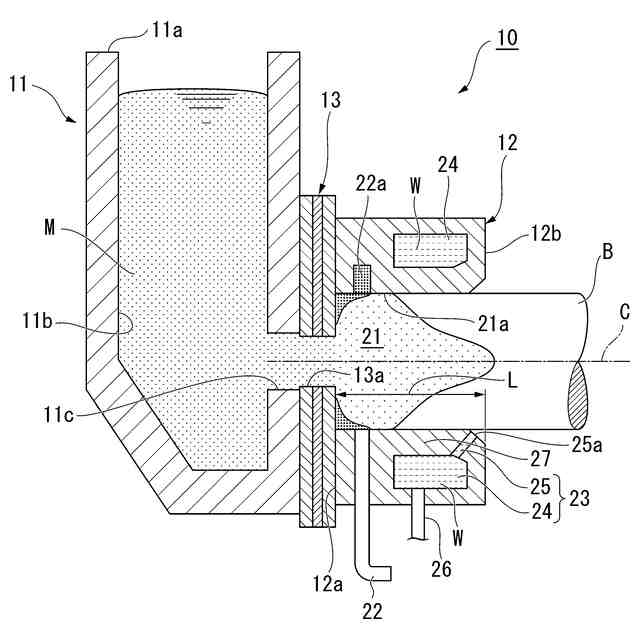
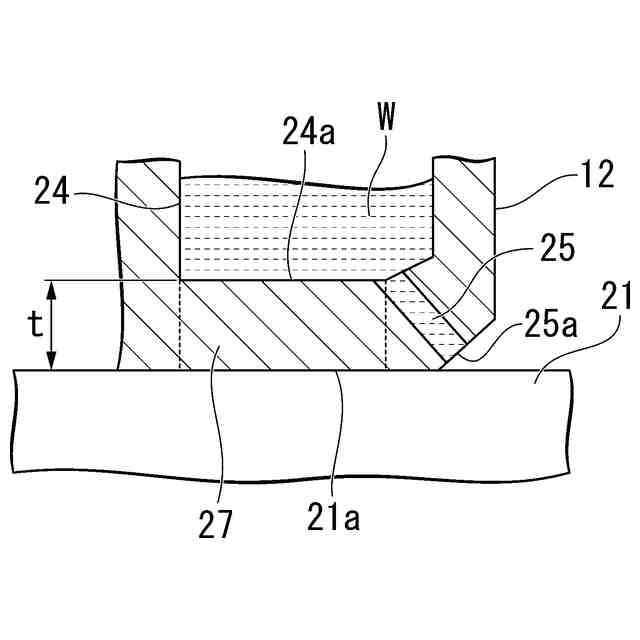
自動車のサスペンション部材においては、形状が複雑なため、バリ出し鍛造し、その後、による成形が一般的である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
焼結体
5か月前
個人
高強度せん断補強筋用の鋼材
3か月前
宏幸株式会社
金属回収方法
3か月前
株式会社神戸製鋼所
鋼材
2か月前
ハイモ株式会社
水中金属の回収除去方法
5か月前
株式会社クボタ
比重分離装置
3か月前
国立大学法人東北大学
高耐食銅合金
5か月前
株式会社クボタ
比重分離装置
3か月前
株式会社クボタ
比重分離装置
3か月前
JX金属株式会社
銅製錬の操業方法
6か月前
JX金属株式会社
銅製錬の操業方法
6か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼線
21日前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
線材
21日前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
3か月前
国立大学法人東北大学
腐食環境用銅合金
5か月前
日本製鉄株式会社
鋼材
4か月前
住友金属鉱山株式会社
銅の製造方法
8日前
JFEスチール株式会社
浸炭鋼部品
3か月前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
鉄道車輪
1か月前
住友金属鉱山株式会社
銅の製錬方法
7か月前
日本精線株式会社
銅合金
3か月前
住友金属鉱山株式会社
オートクレーブ
7か月前
JFEスチール株式会社
肌焼鋼
7か月前
JFEスチール株式会社
亜鉛回収方法
10日前
JFEスチール株式会社
肌焼鋼
7か月前
JFEスチール株式会社
肌焼鋼
7か月前
日本製鉄株式会社
めっき鋼線
6か月前
日本製鉄株式会社
軸受用鋼管
1か月前
個人
複合材料および複合材料の製造方法
7か月前
NTN株式会社
転動部材
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ