TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025082750
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023196293
出願日
2023-11-17
発明の名称
鋼材
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
C22C
38/00 20060101AFI20250522BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
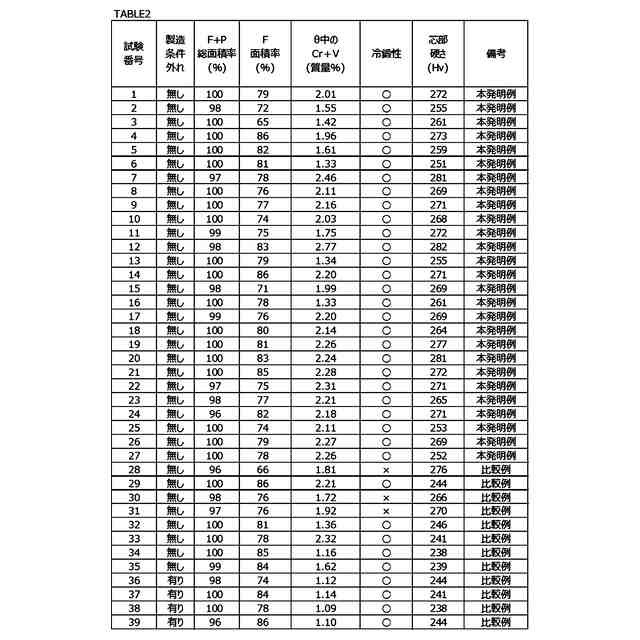
【課題】優れた冷間鍛造性が得られ、素材として冷間鍛造及び窒化処理されて製造された機械構造部品の芯部において高い硬さが得られる鋼材を提供する。
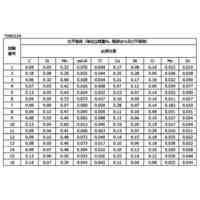
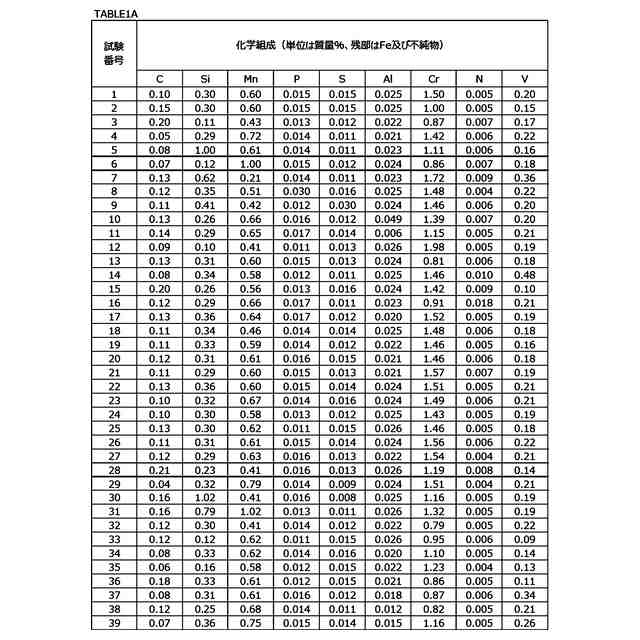
【解決手段】本開示の鋼材は、質量%で、C:0.05~0.20%、Si:1.00%以下、Mn:0.20~1.00%、P:0.030%以下、S:0.030%以下、Al:0.005~0.050%、Cr:0.80~2.00%、N:0.020%以下、及び、V:0.10~0.50%、を含有し、残部はFe及び不純物からなり、式(1)を満たし、フェライト及びパーライトの総面積率が90%以上であり、かつ、前記フェライトの面積率が50%以上であり、セメンタイト中のCr濃度とV濃度との合計が質量%で1.15%以上である。
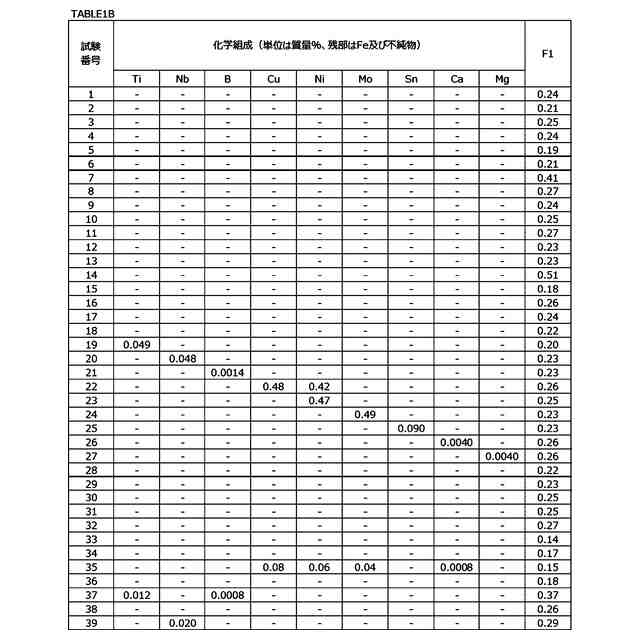
V+0.4C≧0.18 (1)
【選択図】なし
特許請求の範囲
【請求項1】
化学組成が、質量%で、
C:0.05~0.20%、
Si:1.00%以下、
Mn:0.20~1.00%、
P:0.030%以下、
S:0.030%以下、
Al:0.005~0.050%、
Cr:0.80~2.00%、
N:0.020%以下、及び、
V:0.10~0.50%、を含有し、残部はFe及び不純物からなり、
式(1)を満たし、
ミクロ組織において、フェライト及びパーライトの総面積率が90%以上であり、かつ、前記フェライトの面積率が50%以上であり、
前記パーライト内のセメンタイト中のCr濃度とV濃度との合計が質量%で1.15%以上である、
鋼材。
V+0.4C≧0.18 (1)
ここで、式(1)中の各元素記号には、対応する元素の質量%での含有量が代入される。
続きを表示(約 870 文字)
【請求項2】
化学組成が、質量%で、
C:0.05~0.20%、
Si:1.00%以下、
Mn:0.20~1.00%、
P:0.030%以下、
S:0.030%以下、
Al:0.005~0.050%、
Cr:0.80~2.00%、
N:0.020%以下、及び、
V:0.10~0.50%、を含有し、
さらに、第1群~第3群からなる群から選択される1種以上を含有し、残部はFe及び不純物からなり、
式(1)を満たし、
ミクロ組織において、フェライト及びパーライトの総面積率が90%以上であり、かつ、前記フェライトの面積率が50%以上であり、
前記パーライト内のセメンタイト中のCr濃度とV濃度との合計が質量%で1.15%以上である、
鋼材。
[第1群]
Ti:0.050%以下、
Nb:0.050%以下、及び、
B:0.0015%以下、からなる群から選択される1種以上
[第2群]
Cu:0.50%以下、
Ni:0.50%以下、
Mo:0.50%以下、及び、
Sn:0.100%以下、からなる群から選択される1種以上
[第3群]
Ca:0.0050%以下、及び、
Mg:0.0050%以下、からなる群から選択される1種以上
V+0.4C≧0.18 (1)
ここで、式(1)中の各元素記号には、対応する元素の質量%での含有量が代入される。
【請求項3】
請求項2に記載の鋼材であって、
前記化学組成は、前記第1群を含有する、
鋼材。
【請求項4】
請求項2に記載の鋼材であって、
前記化学組成は、前記第2群を含有する、
鋼材。
【請求項5】
請求項2に記載の鋼材であって、
前記化学組成は、前記第3群を含有する、
鋼材。
発明の詳細な説明
【技術分野】
【0001】
本開示は鋼材に関し、さらに詳しくは、冷間鍛造及び窒化処理を実施して製造される機械構造部品の素材として利用可能である鋼材に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
自動車部品、産業機械部品及び建設機械部品等に代表される機械構造部品の従来の製造方法は次のとおりである。素材である鋼材に対して熱間鍛造を実施して、粗形状を有する素形材を製造する。素形材に対して切削加工を実施して、最終製品である機械構造部品を製造する。
【0003】
最近では、生産性を向上するため、上記製造工程の熱間鍛造から冷間鍛造への切替えが図られている。冷間鍛造を採用することにより、鍛造品の形状をニアネットシェイプ(最終形状とほぼ同じ形状)とすることができ、これにより、切削加工量を削減できる。そのため、製造コストを低減できる。冷間鍛造により機械構造部品を製造する場合、素材となる鋼材には、優れた冷間鍛造性が求められる。
【0004】
機械構造部品の疲労強度を高めるために、冷間鍛造後の素形材に対して表面硬化処理が施される場合がある。表面硬化処理の1つに窒化処理がある。窒化処理は熱処理温度が低いため、窒化処理後の素形材の変形を抑制できる。そのため、切削加工量を低減でき、その結果、製造コストを低減できる。
【0005】
以上のとおり、冷間鍛造及び窒化処理により機械構造部品を製造する場合、製造コストを低減できる。しかしながら、窒化処理は、A
c3
変態点未満での熱処理である。そのため、窒化処理により機械構造部品の表層の硬さは高まるものの、芯部の硬さは低下してしまう。そこで、冷間鍛造後に窒化処理を実施して製造する機械構造部品において、芯部の硬さの向上が求められている。
【0006】
優れた冷間鍛造性を有し、かつ、冷間鍛造後に窒化処理を実施して製造される機械構造部品の芯部硬さを高める技術が、特開2012-087361号公報(特許文献1)に提案されている。
【0007】
特許文献1に開示された鋼材は、質量%で、C:0.01~0.15%、Si:0.35%以下、Mn:0.10~0.90%、P:0.030%以下、S:0.030%以下、Cr:0.50~2.0%、V:0.10~0.50%、Al:0.01~0.10%、N:0.0080%以下及びO:0.0030%以下を含有し、残部はFe及び不純物からなる。さらに、下記の(1)式で表されるFn1が160以下、(2)式で表されるFn2が20~80、(3)式で表されるFn3が160以上で、かつ(4)式で表されるFn4が90~170である。
Fn1=399×C+26×Si+123×Mn+30×Cr+32×Mo+19×V
(1)
Fn2=(669.3×log
e
C-1959.6×log
e
N-6983.3)×(0.067×Mo+0.147×V) (2)
Fn3=140×Cr+125×Al+235×V (3)
Fn4=511×C+33×Mn+56×Cu+15×Ni+36×Cr+5×Mo+134×V (4)
【先行技術文献】
【特許文献】
【0008】
特開2012-087361号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1では、化学組成中の各元素含有量を調整することにより、優れた冷間鍛造性と、機械構造部品の芯部硬さの向上とを両立している。しかしながら、特許文献1とは異なる手段により、優れた冷間鍛造性が得られ、素材として冷間鍛造及び窒化処理されて製造された機械構造部品の芯部において高い硬さが得られてもよい。
【0010】
本開示の目的は、優れた冷間鍛造性が得られ、素材として冷間鍛造及び窒化処理されて製造された機械構造部品の芯部において高い硬さが得られる鋼材を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
線材
10日前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
車輪
2か月前
日本製鉄株式会社
鋼部品
16日前
日本製鉄株式会社
鋼部品
16日前
日本製鉄株式会社
床構造
25日前
日本製鉄株式会社
床構造
25日前
日本製鉄株式会社
ボルト
25日前
日本製鉄株式会社
剪断機
25日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
管理装置
1か月前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
溶接継手
8日前
日本製鉄株式会社
橋脚構造
14日前
日本製鉄株式会社
腐食センサ
14日前
日本製鉄株式会社
鍛鋼ロール
15日前
日本製鉄株式会社
鍛鋼ロール
15日前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
リクレーマ
1か月前
日本製鉄株式会社
高Ni合金鋼
14日前
日本製鉄株式会社
高Ni合金板
1か月前
日本製鉄株式会社
学習システム
17日前
日本製鉄株式会社
管理システム
14日前
日本製鉄株式会社
高Ni合金鋼
14日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
高炉操業方法
2か月前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
ステンレス鋼板
2か月前
日本製鉄株式会社
原油油槽用鋼材
10日前
日本製鉄株式会社
高炉の操業方法
16日前
日本製鉄株式会社
高炉の操業方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ