TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130821
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028141
出願日
2024-02-28
発明の名称
超音波探傷方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
G01N
29/26 20060101AFI20250902BHJP(測定;試験)
要約
【課題】被探傷物の端部で十分な探傷範囲を確保して確実な疵検出を行うことができる超音波探傷方法を提供する。
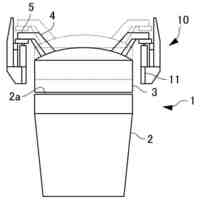
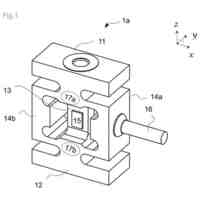
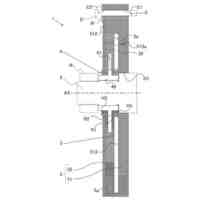
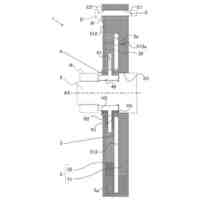
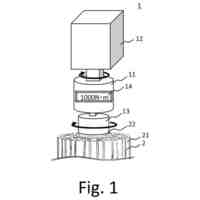
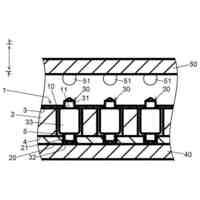
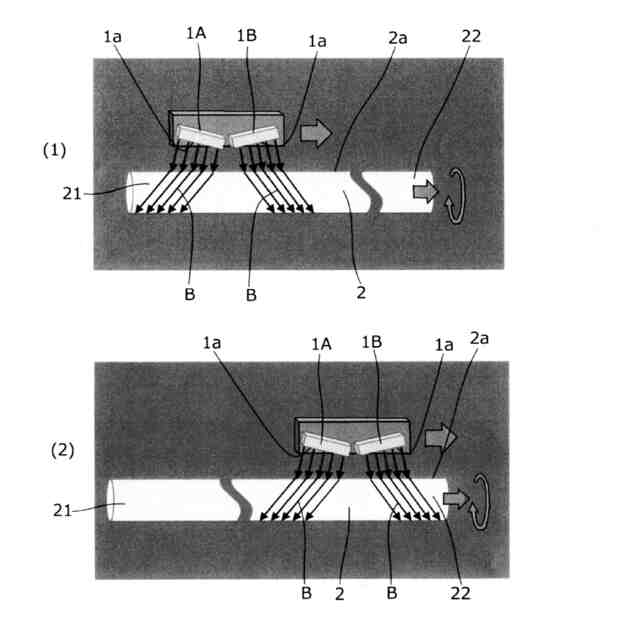
【解決手段】発振面1aからこれに垂直に超音波Bを発振するアレイ式超音波探触子1の、発振面1aを、被探傷物2の超音波入射面2aに対し所定角度αで傾斜させて配置して、発振された超音波Bを超音波入射面2aで被探傷物2の端部21方向へ向けて屈折させる。
【選択図】 図1
特許請求の範囲
【請求項1】
発振面からこれに垂直に超音波を発振するアレイ式超音波探触子の、前記発振面を、被探傷物の超音波入射面に対し所定角度で傾斜させて配置して、発振された前記超音波を前記超音波入射面で前記被探傷物の端部方向へ向けて屈折させるようにした超音波探傷方法。
続きを表示(約 90 文字)
【請求項2】
前記被探傷物は両端部を備える棒体であり、当該両端部方向へそれぞれ屈折する超音波を発振する一対の前記超音波探触子を設けた請求項1に記載の超音波探傷法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超音波探傷方法に関し、特に被探傷物の端部に生じた疵を確実に検出できる超音波探傷方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
被探傷物の端部は面取り加工や切断時のダレ等によって直角になっていないことが多く、垂直探傷する超音波探触子を被加工物の表面に沿って移動させても、端部では超音波を被探傷物内に入射させることが困難で探傷が難しいという問題がある。
【0003】
そこで、特許文献1には、鋼板の表面に沿い水膜を介して位置させた超音波探触子の、発振面から鋼板表面に対し斜角で超音波を入射させて、鋼板の下面で超音波を反射させて超音波を鋼板端部に向かわせ、当該鋼板端部内の疵からの反射波を受信して疵検出を行う探傷方法が開示されている。
【0004】
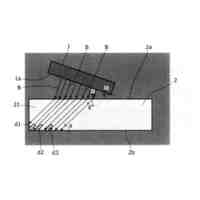
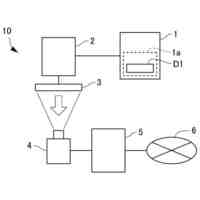
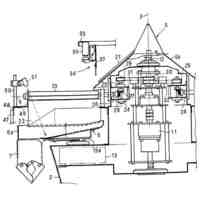
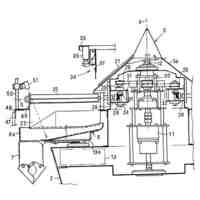
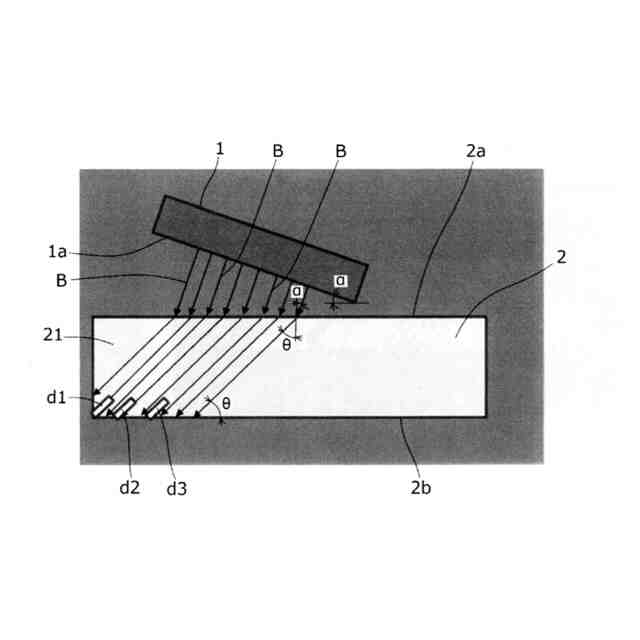
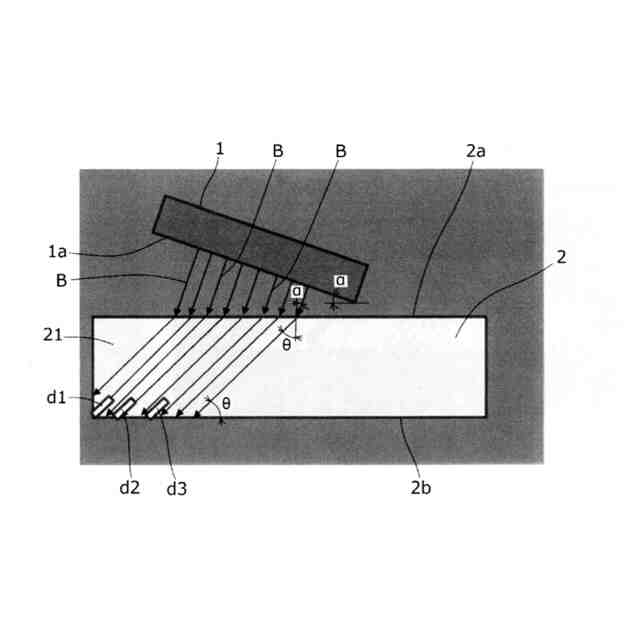
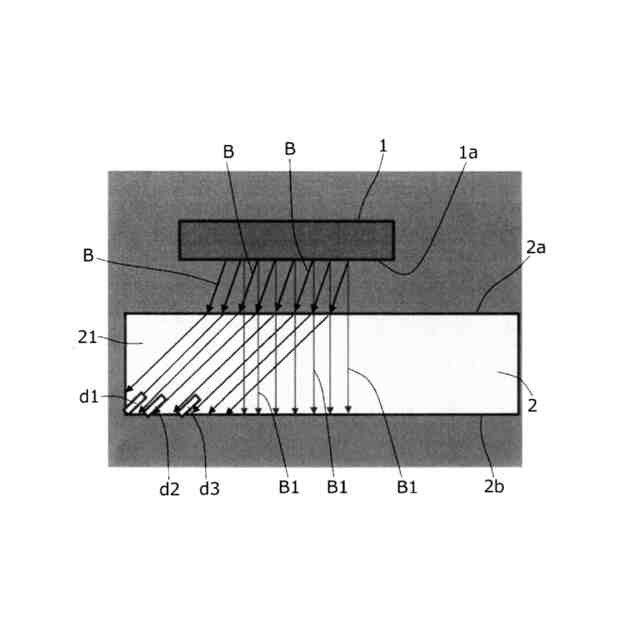
これをさらに図4で具体的に説明すると、複数の振動子を有するアレイ式の超音波探触子1が丸棒鋼2の頂面2aから離れた上方の水中に位置し、発振面である上記探触子1の下面1aは丸棒鋼2の頂面2aに対して平行に位置している。この状態で、探触子1の一定数の振動子を所定の時間差で励振して、探触子1の発振面1aから斜めに超音波ビームBを丸棒鋼頂面2aに入射させ、ここで屈折させて丸棒鋼2内をその端部21方向へ向かわせる(斜角探傷)。
【0005】
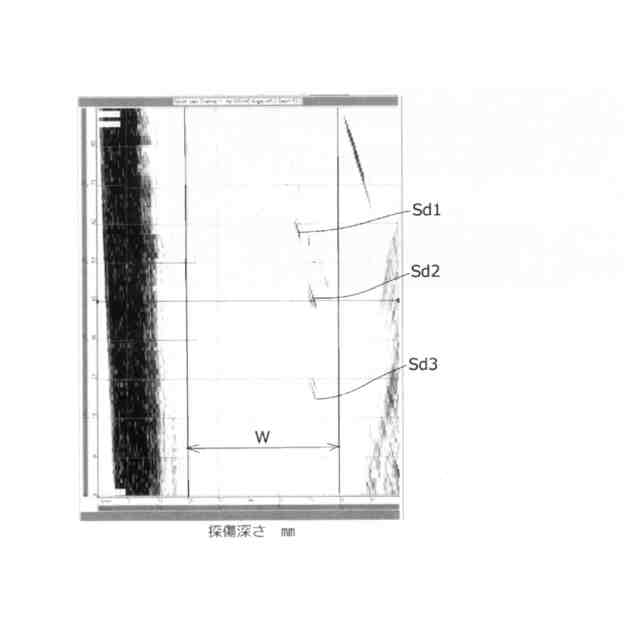
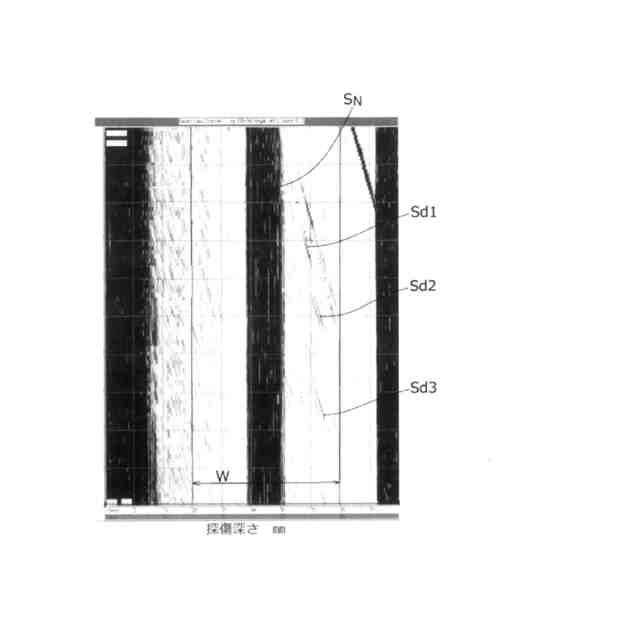
上記一定数の振動子の励振を順次切り替えて、超音波ビームBをその角度を保ったまま丸棒鋼頂面2aに平行な長手方向へ移動させると、これに応じて、丸棒鋼2の端部21へ入射する超音波ビームBの位置が左右へ変化して上記端部21内に存在する疵d1,d2,d3で反射され、再び探触子1の振動子に戻って疵d1~d3の検出がなされる。
【先行技術文献】
【特許文献】
【0006】
特開2005-201800
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記従来の方法では、所定の時間差で励振された複数の振動子から出力される超音波の合成波面が、所定の入射角で丸棒鋼頂面2aに入射する十分な強度のビームBを生じると同時に、丸棒鋼頂面2aと平行に位置する探触子1の発振面1aから垂直に発せられて丸棒鋼頂面2aに垂直に入射する方向での合成波面により生成される超音波B1が生じて、この超音波B1が丸棒鋼2の底面2bで上方へ反射されて再び探触子1の振動子へ入力する。このため、丸棒鋼2の端部21に存在する疵d1~d3で反射された反射波による疵信号に、丸棒鋼底面2bからの反射波によるノイズ信号が重なって探傷範囲が狭められるという問題があった。
【0008】
そこで、本発明はこのような課題を解決するもので、被探傷物の端部で十分な探傷範囲を確保して確実な疵検出を行うことができる超音波探傷方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本第1発明では、発振面(1a)からこれに垂直に超音波(B)を発振するアレイ式超音波探触子(1)の、前記発振面(1a)を、被探傷物(2)の超音波入射面(2a)に対し所定角度(α)で傾斜させて配置して、発振された前記超音波(B)を前記超音波入射面(2a)で前記被探傷物(2)の端部(21)方向へ向けて屈折させるようにする。
【0010】
本第1発明においては、アレイ式超音波探触子の発振面を、被探傷物の超音波入射面に対し所定角度で傾斜させて配置して、発振された超音波を超音波入射面で被探傷物の端部方向へ向けて屈折させるようにすることで、端部内に生じた疵を良好に検出することができる。この場合、傾斜させた発振面から垂直に超音波を発振するので、超音波入射面に対向する面からの反射波によるノイズ信号が重なって探傷範囲が狭められるという問題は避けられ、被探傷物の端部で十分な探傷範囲を確保して確実な疵検出を行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
放熱材料
9日前
大同特殊鋼株式会社
疵判定方法
1か月前
大同特殊鋼株式会社
軟磁性合金
17日前
大同特殊鋼株式会社
棒材計数方法
17日前
大同特殊鋼株式会社
雰囲気熱処理炉
1か月前
大同特殊鋼株式会社
超音波探傷方法
1か月前
大同特殊鋼株式会社
介在物評価方法
17日前
大同特殊鋼株式会社
炉蓋の支持構造
23日前
大同特殊鋼株式会社
電磁攪拌制御方法
4日前
大同特殊鋼株式会社
丸棒体の本数計数方法
12日前
大同特殊鋼株式会社
連続式真空ホットプレス装置
1か月前
大同特殊鋼株式会社
熱処理設備および浸炭焼入れ方法
17日前
大同特殊鋼株式会社
計測データ入力方法及びそのシステム
3日前
大同特殊鋼株式会社
浸炭時の粗大粒防止特性に優れた肌焼鋼材
10日前
大同特殊鋼株式会社
結晶組織評価方法および結晶組織評価装置
10日前
大同特殊鋼株式会社
レーザ積層造形用粉末およびその製造方法
17日前
大同特殊鋼株式会社
変位量測定治具およびピーリングマシンにおける芯出し方法
25日前
個人
メジャー文具
19日前
個人
アクセサリー型テスター
12日前
個人
高精度同時多点測定装置
11日前
株式会社ミツトヨ
測定器
2日前
ユニパルス株式会社
ロードセル
18日前
日本精機株式会社
位置検出装置
25日前
日本精機株式会社
位置検出装置
25日前
日本精機株式会社
位置検出装置
25日前
大和製衡株式会社
組合せ秤
1か月前
大和製衡株式会社
組合せ秤
1か月前
アズビル株式会社
電磁流量計
5日前
アズビル株式会社
圧力センサ
24日前
トヨタ自動車株式会社
検査装置
27日前
株式会社東芝
センサ
1か月前
株式会社チノー
放射光測温装置
18日前
株式会社東芝
センサ
1か月前
ダイキン工業株式会社
監視装置
16日前
株式会社ヨコオ
ソケット
18日前
トヨタ自動車株式会社
監視装置
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ