TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153576
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056117
出願日
2024-03-29
発明の名称
プレス成形体の設計方法、プレス成形体の設計装置、及びプログラム
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G06F
30/23 20200101AFI20251002BHJP(計算;計数)
要約
【課題】プレス成形体の設計及び開発において、スプリングバックが抑制されたプレス成形体を短期間で設計可能な、プレス成形体の設計方法、プレス成形体の設計装置、及びプログラムを提供すること。
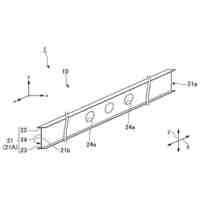
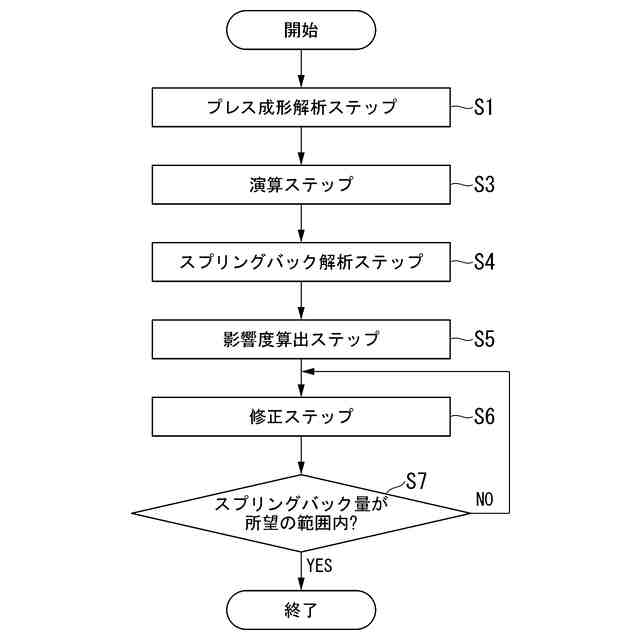
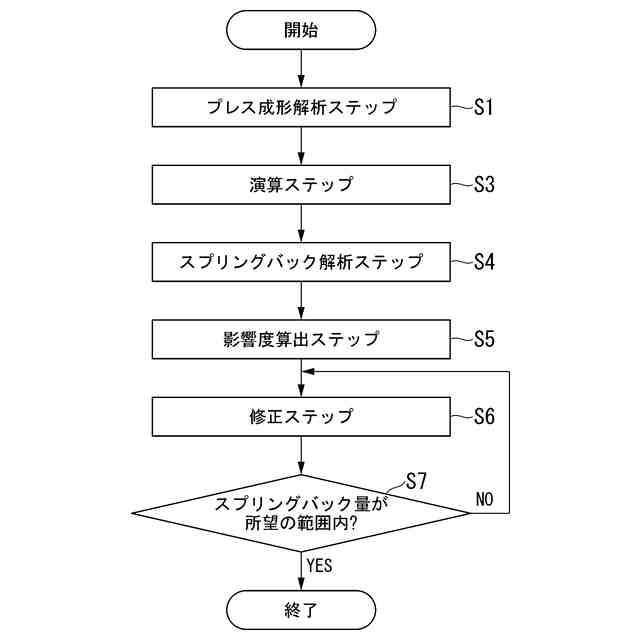
【解決手段】本発明の一態様に係るプレス成形体の設計方法は、プレス成形体を解析するステップと、面内応力成分及び曲げモーメント成分のうちの少なくともいずれかを有する第1応力データを生成するステップと、プレス成形体を複数の領域に区分し各領域における第2応力データを生成するステップと、各分解成形データについてスプリングバック解析を行い、スプリングバック後のプレス成形体の形状を求めるステップと、各領域の応力のスプリングバックに対する影響度を求めるステップと、影響度に基づいて各領域の応力を修正してスプリングバックの変形量を最適化するステップと、を含む。
【選択図】図1
特許請求の範囲
【請求項1】
プレス成形体の成形条件を基に数値解析によりプレス成形解析を行い、プレス成形体のプレス成形解析データを算出するプレス成形解析ステップと、
プレス成形体を複数の領域に区分し、各領域における、前記プレス成形体のプレス成形解析データに含まれる第1応力データに対して演算を行って第2応力データを生成する演算ステップと、
前記第1応力データ及び前記第2応力データについて、数値解析によりスプリングバック解析を行い、前記第1応力データに基づくスプリングバック後の前記プレス成形体の形状及び前記第2応力データに基づくスプリングバック後の前記プレス成形体の形状を求めるスプリングバック解析ステップと、
前記第1応力データと前記第2応力データから算出された、スプリングバックに対する各領域の応力の影響度を求める影響度算出ステップと、
前記影響度に基づいて、各領域の応力を修正してスプリングバックの変形量を最適化する修正ステップと、を含む、プレス成形体の設計方法。
続きを表示(約 1,600 文字)
【請求項2】
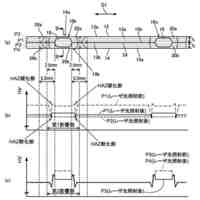
前記第1応力データについて、プレス成形体全体にわたり、各方向の応力成分の少なくとも一つを面内応力成分と曲げモーメント成分とに分解し、面内応力成分及び曲げモーメント成分のうちの少なくともいずれかを有する第1分解成形データを生成する分解成形データ生成ステップ、をさらに含み、
前記演算ステップでは、前記第1分解成形データに対して演算を行って、第2分解成形データを生成し、
前記スプリングバック解析ステップ及び前記影響度算出ステップでは、前記第1応力データに代えて前記第1分解成形データを使用し、前記第2応力データに代えて前記第2分解成形データを使用する、請求項1に記載のプレス成形体の設計方法。
【請求項3】
前記修正ステップでは、前記各領域の応力と、前記スプリングバックの変形量との関係に基づいて、各領域の応力を修正する、請求項1又は2に記載のプレス成形体の設計方法。
【請求項4】
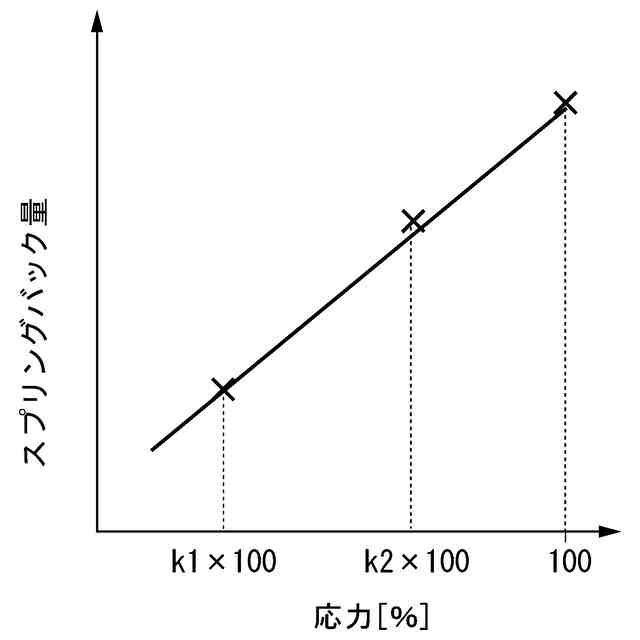
前記修正ステップでは、プレス成形解析データに含まれる応力の-70~70%の範囲における、2点以上の応力とスプリングバック量のプロットから得られる、応力と前記スプリングバックの変形量の関係に基づいて、各領域の応力を修正する、請求項3に記載のプレス成形体の設計方法。
【請求項5】
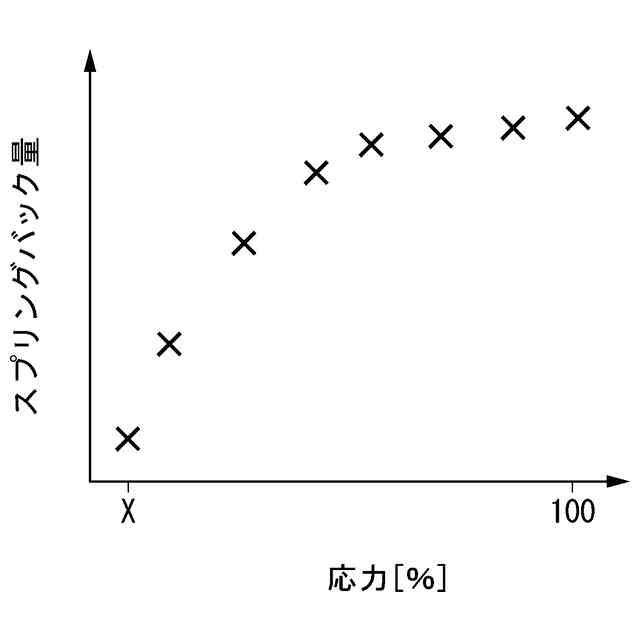
前記修正ステップでは、前記関係を得るための前記プロットから、プレス成形解析データに含まれる応力に対して0%の応力とスプリングバック量のプロットを除く、請求項4に記載のプレス成形体の設計方法。
【請求項6】
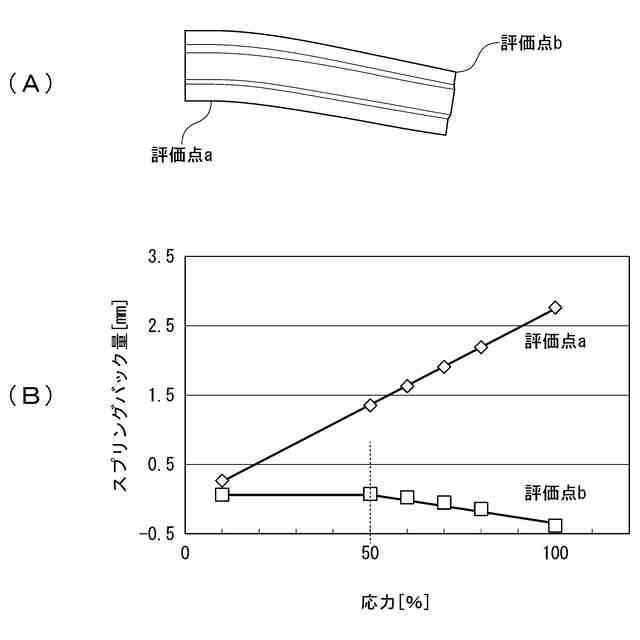
前記複数の領域のうちの1又は2以上の前記領域の応力を基に1又は2以上の評価点におけるスプリングバックの変形量を同時に予測する、請求項1又は2に記載のプレス成形体の設計方法。
【請求項7】
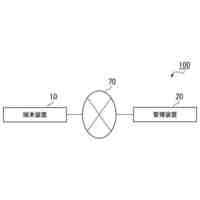
プレス成形体の成形条件を基に数値解析によりプレス成形解析を行い、プレス成形体のプレス成形解析データを算出するプレス成形解析部と、
プレス成形体を複数の領域に区分し、各領域における、前記プレス成形体のプレス成形解析データに含まれる第1応力データに対して演算を行って第2応力データを生成する演算部と、
前記第1応力データ及び前記第2応力データについて、数値解析によりスプリングバック解析を行い、前記第1応力データに基づくスプリングバック後の前記プレス成形体の形状及び前記第2応力データに基づくスプリングバック後の前記プレス成形体の形状を求めるスプリングバック解析部と、
前記第1応力データと前記第2応力データから算出された、スプリングバックに対する各領域の応力の影響度を求める影響度算出部と、
前記影響度に基づいて、各領域の応力を修正してスプリングバックの変形量を最適化する修正部と、を含む、プレス成形体の設計装置。
【請求項8】
コンピュータを、
プレス成形体の成形条件を基に数値解析によりプレス成形解析を行い、プレス成形体のプレス成形解析データを算出するプレス成形解析部と、
プレス成形体を複数の領域に区分し、各領域における、前記プレス成形体のプレス成形解析データに含まれる第1応力データに対して演算を行って第2応力データを生成する演算部と、
前記第1応力データ及び前記第2応力データについて、数値解析によりスプリングバック解析を行い、前記第1応力データに基づくスプリングバック後の前記プレス成形体の形状及び前記第2応力データに基づくスプリングバック後の前記プレス成形体の形状を求めるスプリングバック解析部と、
前記第1応力データと前記第2応力データから算出された、スプリングバックに対する各領域の応力の影響度を求める影響度算出部と、
前記影響度に基づいて、各領域の応力を修正してスプリングバックの変形量を最適化する修正部、として機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形体の設計方法、プレス成形体の設計装置、及びプログラムに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
ドアやバンパーなどの多くの自動車用部品や、冷蔵庫のパネルなどの家電部品は、鋼板等の金属板をプレス成形する方法で製造されている。プレス成形により得られるプレス成形体は、金型の設計及び試作、試作した金型を用いた金属板のプレス成形、得られたプレス成形体の寸法測定、並びに、測定結果に基づく金型の修正が繰り返されることで開発される。金型の設計及び修正は、開発者の経験やCAE(Computer Aided Engineering)によって行われる。
【0003】
近年、上述したような部品に対する軽量化の要求が高まっており、高強度の金属板を使用することによってその薄肉化と軽量化が図られている。しかし、金属板を高強度化すると変形抵抗が高まるため、プレス成形時に生じた残留応力によるスプリングバックが生じやすくなる。
【0004】
スプリングバックの対策として、例えば、特許文献1には、プレス成形体の一部の領域における板厚、弾性係数、塑性係数、応力の成分値、歪の成分値に対して、一部の領域を変えて演算を繰り返し行うことで、スプリングバックが最小となる値又は演算前後でスプリングバックの差が最大となる領域及び値を特定する技術が記載されている。
【0005】
また、特許文献2には、プレス成形体において、形状変更を行う領域、形状変更における形状、目標の応力倍率を設定することで、スプリングバック抑制のための形状を設計する技術が記載されている。
【0006】
また、特許文献3には、部品内部の応力状態を、面内平均応力及び偏差応力に分解したデータの解析結果と、面内平均応力及び偏差応力に分離した後、プレス成形体における応力を編集したデータの解析結果を比較し、変形の要因となる応力を特定する技術が記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2009-148838号公報
特開2020-42566号公報
特開2009-172677号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載の技術では、プレス成形体全体のスプリングバックを一度に考慮できない。また、特許文献1~3に記載の技術は、スプリングバックの要因となる応力を特定するに留まる。これらの技術では、スプリングバックを抑制するための応力の修正量は提示されず、属人的に修正量を設定する必要がある。そのため、プレス成形体全体のスプリングバックを抑制できる応力バランスを実現するには、トライアンドエラーを繰り返す必要があり、検討時間を長く要する場合がある。そのため、特許文献1~3に記載の技術には改善の余地がある。
【0009】
本発明は、上記事情に鑑みなされたものであり、プレス成形体の設計及び開発において、スプリングバックが抑制されたプレス成形体を短期間で設計可能な、プレス成形体の設計方法、プレス成形体の設計装置、及びプログラムを提供することを目的とする。
【課題を解決するための手段】
【0010】
上記の課題を解決するためになされた本発明の要旨は、以下の通りである。
[1]本発明の一態様に係るプレス成形体の設計方法は、プレス成形体の成形条件を基に数値解析によりプレス成形解析を行い、プレス成形体のプレス成形解析データを算出するプレス成形解析ステップと、プレス成形体を複数の領域に区分し、各領域における、上記プレス成形体のプレス成形解析データに含まれる第1応力データに対して演算を行って第2応力データを生成する演算ステップと、上記第1応力データ及び上記第2応力データについて、数値解析によりスプリングバック解析を行い、上記第1応力データに基づくスプリングバック後の上記プレス成形体の形状及び上記第2応力データに基づくスプリングバック後の上記プレス成形体の形状を求めるスプリングバック解析ステップと、上記第1応力データと上記第2応力データから算出された、スプリングバックに対する各領域の応力の影響度を求める影響度算出ステップと、上記影響度に基づいて、各領域の応力を修正してスプリングバックの変形量を最適化する修正ステップと、を含む。
[2]上記[1]に記載のプレス成形体の設計方法は、上記第1応力データについて、プレス成形体全体にわたり、各方向の応力成分の少なくとも一つを面内応力成分と曲げモーメント成分とに分解し、面内応力成分及び曲げモーメント成分のうちの少なくともいずれかを有する第1分解成形データを生成する分解成形データ生成ステップ、をさらに含み、上記演算ステップでは、上記第1分解成形データに対して演算を行って、第2分解成形データを生成し、上記スプリングバック解析ステップ及び上記影響度算出ステップでは、上記第1応力データに代えて上記第1分解成形データを使用し、上記第2応力データに代えて上記第2分解成形データを使用してもよい。
[3]上記[1]又は[2]に記載のプレス成形体の設計方法において、上記修正ステップでは、上記各領域の応力と、上記スプリングバックの変形量との関係に基づいて、各領域の応力を修正してもよい。
[4]上記[3]に記載のプレス成形体の設計方法において、上記修正ステップでは、プレス成形解析データに含まれる応力の-70~70%の範囲における、2点以上の応力とスプリングバック量のプロットから得られる、応力と上記スプリングバックの変形量の関係に基づいて、各領域の応力を修正してもよい。
[5]上記[4]に記載のプレス成形体の設計方法において、上記修正ステップでは、上記関係を得るための上記プロットから、プレス成形解析データに含まれる応力に対して0%の応力とスプリングバック量のプロットを除いてもよい。
[6]上記[1]~[5]のいずれかに記載のプレス成形体の設計方法は、複数の領域の応力を基に複数の評価点におけるスプリングバックの変形量を同時に予測してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
5日前
日本製鉄株式会社
床構造
20日前
日本製鉄株式会社
鋼部品
11日前
日本製鉄株式会社
鋼部品
11日前
日本製鉄株式会社
床構造
20日前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
剪断機
20日前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
溶接継手
3日前
日本製鉄株式会社
管理装置
1か月前
日本製鉄株式会社
橋脚構造
9日前
日本製鉄株式会社
鍛鋼ロール
10日前
日本製鉄株式会社
鍛鋼ロール
10日前
日本製鉄株式会社
腐食センサ
9日前
日本製鉄株式会社
リクレーマ
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
学習システム
12日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
高Ni合金板
1か月前
日本製鉄株式会社
管理システム
9日前
日本製鉄株式会社
高Ni合金鋼
9日前
日本製鉄株式会社
高Ni合金鋼
9日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
11日前
日本製鉄株式会社
高炉の操業方法
11日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
5日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
高炉の冷却構造
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
金属材の製造方法
11日前
日本製鉄株式会社
モールドパウダー
10日前
日本製鉄株式会社
鋼の連続鋳造方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
10日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ