TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154077
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056877
出願日
2024-03-29
発明の名称
磁気式検査装置及びその良品判定方法
出願人
日東精工株式会社
代理人
個人
主分類
G01N
27/80 20060101AFI20251002BHJP(測定;試験)
要約
【課題】不良品が誤って良品と判定されるのを抑制する。
【解決手段】磁気式検査装置は、基準コイルおよび検査コイルに対して交流電流を流し、所定条件を満たす良品であることが確認された部品を基準コイル周辺に発生した磁界内に進入させた状態で、検査対象である部品を検査コイル周辺に発生した磁界内に進入させた場合における検査コイルを流れる電流値の変化に基づいて、検査対象である部品が良品であるか否かを判定する磁気式検査装置であって、基準コイルを流れる電流値と検査コイルを流れる電流値との差に対応する実部を示すx座標と虚部を示すy座標とを検査指標とした場合において、検査対象である部品が良品である場合にそのときの検査指標があるべきxy平面上の良品範囲を記憶する良品範囲記憶部と、その検査対象である部品を良品であると判定する良品判定部とを備える。
【選択図】図10
特許請求の範囲
【請求項1】
基準コイルおよび検査コイルに対して交流電流を流し、所定条件を満たす良品であることが確認された部品を前記基準コイル周辺に発生した磁界内に進入させた状態で、検査対象である部品を前記検査コイル周辺に発生した磁界内に進入させた場合における前記検査コイルを流れる電流値の変化に基づいて、前記検査対象である部品が良品であるか否かを判定する磁気式検査装置であって、
前記基準コイルを流れる電流値と前記検査コイルを流れる電流値との差に対応する実部を示すx座標と虚部を示すy座標とを検査指標とした場合において、前記検査対象である部品が良品である場合にそのときの前記検査指標があるべきxy平面上の良品範囲を記憶する良品範囲記憶部と、
前記検査対象である部品を前記検査コイル周辺に発生した磁界内に進入させて、その検査対象である部品についての検査指標を導出する検査指標導出部と、
前記検査指標導出部により導出された検査指標が前記良品範囲記憶部により記憶された良品範囲内にある場合に、その検査対象である部品を良品であると判定する良品判定部とを備え、
前記良品範囲記憶部に記憶された良品範囲は、xy平面上に設定された楕円形状の範囲であることを特徴とする磁気式検査装置。
続きを表示(約 930 文字)
【請求項2】
前記良品範囲記憶部に記憶された良品範囲は、xy平面上にある確率楕円の範囲であることを特徴とする請求項1に記載の磁気式検査装置。
【請求項3】
前記検査指標である前記x座標と前記y座標との相関係数が、-0.4以下または0.4以上であることを特徴とする請求項1または2に記載の磁気式検査装置。
【請求項4】
基準コイルおよび検査コイルに対して交流電流を流し、所定条件を満たす良品であることが確認された部品を前記基準コイル周辺に発生した磁界内に進入させた状態で、検査対象である部品を前記検査コイル周辺に発生した磁界内に進入させた場合における前記検査コイルを流れる電流値の変化に基づいて、前記検査対象である部品が良品であるか否かを判定する磁気式検査装置の良品判定方法であって、
前記基準コイルを流れる電流値と前記検査コイルを流れる電流値との差に対応する実部を示すx座標と虚部を示すy座標とを検査指標とした場合において、前記検査対象である部品が良品である場合にそのときの前記検査指標があるべきxy平面上の良品範囲を設定する良品範囲設定ステップと、
前記検査対象である部品を前記検査コイル周辺に発生した磁界内に進入させて、その検査対象である部品についての検査指標を導出する検査指標導出ステップと、
前記検査指標導出ステップにより導出された検査指標が前記良品範囲設定ステップにより設定された良品範囲内にある場合に、その検査対象である部品を良品であると判定する良品判定ステップとを備え、
前記良品範囲設定ステップにより設定された良品範囲は、xy平面上に設定された楕円形状の範囲であることを特徴とする磁気式検査装置の良品判定方法。
【請求項5】
前記良品範囲記憶部に記憶された良品範囲は、xy平面上にある確率楕円の範囲であることを特徴とする請求項4に記載の磁気式検査装置の良品判定方法。
【請求項6】
前記検査指標である前記x座標と前記y座標との相関係数が、-0.4以下または0.4以上であることを特徴とする請求項4または5に記載の磁気式検査装置の良品判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、磁気式検査装置及びその良品判定方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、例えば高周波焼入れボルトの検査(高周波焼入れが適正に行われているかの検査)は、高周波焼入れが行われたボルトを切断して内部の硬度を測定することで、良品(高周波焼入れが適正に行われている)であるか、不良品(高周波焼入れが適正に行われていない)であるかをロット単位で判断しているが、品質保証の観点からは非破壊による全数検査が望まれている。そこで、本発明の発明者は、非破壊検査により全数検査が可能な磁気式検査装置の開発を試みた(例えば特許文献1参照)。
【先行技術文献】
【非特許文献】
【0003】
臼井 久修、四方 達也、井藤 大輔 著、「Nitto Technical Report No.77」日東精工株式会社出版、2017年7月1日、 p.6-9
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の磁気式検査装置では、図1(a)に示すように、周方向に巻いた2つの検査ソレノイドコイルC1,C2(以下、検査コイルC1,C2という)を直列に接続して同軸上に配置した状態で実施される。2つの検査コイルC1,C2に交流電流を流すと、コイル周辺に磁界H0が発生する。その状態で、図1(b)に示すように、2つの検査コイルC1,C2間に検査対象のワークWが進入すると、交流磁界によりワーク表面に交流電流とは逆方向の渦電流が発生して、その影響でワークWに磁界H1が発生する。この磁界H1により誘導電流が発生し、コイルC1,C2に流れる電流が変化する。そのとき、進入したワークWの組織が異なると、透磁率や電気伝導率に差が生じて、検査コイルC1,C2に流れる電流が変化するため、この電流の振幅や位相の変化を比較することで、熱処理状態の違いを判別することや組織の異なる材料を判別することが可能である。
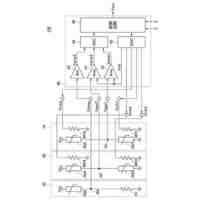
【0005】
特許文献1の磁気式検査装置では、図2のような回路が使用される。検査コイルC1,C2及び基準コイルCt1,Ct2に対して一定周波数の正弦波を印加し、この位相に同期した信号を用いて検査する。検査コイルC1,C2から出力されてA/Dコンバータで取り込んだ計測値(以下、検出信号という)をAsin(ωt+φ)、基準コイルCt1,Ct2から出力されてA/Dコンバータで取り込んだ計測値(以下、基準信号という)をBsin(ωt)とすると、良否判定に使用する検査指標のx座標は(1)式で表され、y座標は(2)式で表される。
【0006】
JPEG
2025154077000002.jpg
21
159
【0007】
JPEG
2025154077000003.jpg
21
159
【0008】
すなわち、検査指標のx座標は、実部のABcos(φ)/2を示し、y座標は、虚部のABsin(φ)/2を示す。なお、(2)式のBcos(ωt)は、基準信号のBsin(ωt)を基に、位相を90°進めて生成した信号である。
【0009】
図2のような回路に含まれるアンプに使用している電子部品の特性は、周囲温度や基板温度の影響を受けて変化することが知られており、温度により電子部品の特性が変化すると、同じ検査ワークを検査した場合でも、A/Dコンバータに取り込む計測値が異なり、正確な検査を行うことができない。そこで、特許文献1の磁気式検査装置では、図2のように、検査対象となる検査ワークWを進入させる検査コイルC1,C2のほかに、温度補正用のソレノイドコイルCt1,Ct2(以下、基準コイルCt1,Ct2という)を実装した回路が使用される。基準コイルCt1,Ct2間には、常に良品ワークW0を進入させておき、取得した計測値を元に温度補正が行われる。
【0010】
(1)式で表されるx座標や(2)式で表されるy座標は、検査対象のワークと温度の影響を受けて変化するのに対して、(3)式で表されるzの値は、常に良品ワークW0を進入させた基準コイルの信号のみを用いて算出しているため、温度のみの影響を受けて変化する。検査対象のワークと温度の影響を受けたx座標やy座標を温度のみの影響を受けたzで除算することで、温度の影響を抑制した検査指標のx座標とy座標を算出し、最終的にこの検査指標を良否判定に用いる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
10日前
日東精工株式会社
地盤の液状化判定方法
20日前
日東精工株式会社
磁気式検査装置及びその良品判定方法
9日前
個人
メジャー文具
12日前
個人
アクセサリー型テスター
5日前
個人
高精度同時多点測定装置
4日前
日本精機株式会社
位置検出装置
18日前
日本精機株式会社
位置検出装置
18日前
日本精機株式会社
位置検出装置
18日前
ユニパルス株式会社
ロードセル
11日前
アズビル株式会社
圧力センサ
17日前
株式会社チノー
放射光測温装置
11日前
株式会社ヨコオ
ソケット
11日前
ダイキン工業株式会社
監視装置
9日前
トヨタ自動車株式会社
監視装置
10日前
株式会社ヨコオ
ソケット
10日前
エイブリック株式会社
磁気センサ回路
17日前
TDK株式会社
ガスセンサ
16日前
株式会社東芝
重量測定装置
16日前
TDK株式会社
ガスセンサ
17日前
TDK株式会社
磁気センサ
10日前
TDK株式会社
ガスセンサ
11日前
ローム株式会社
半導体装置
3日前
長崎県
形状計測方法
5日前
ローム株式会社
半導体装置
3日前
ダイハツ工業株式会社
移動支援装置
10日前
日本特殊陶業株式会社
センサ
9日前
日本特殊陶業株式会社
センサ
9日前
三菱マテリアル株式会社
温度センサ
12日前
日本特殊陶業株式会社
センサ
9日前
三恵技研工業株式会社
融雪レドーム
10日前
多摩川精機株式会社
冗長エンコーダ
10日前
日本特殊陶業株式会社
センサ
9日前
株式会社デンソー
電流センサ
3日前
トヨタ自動車株式会社
測定システム
2日前
富士電機株式会社
エンコーダ
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ