TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025029265
公報種別
公開特許公報(A)
公開日
2025-03-06
出願番号
2023133803
出願日
2023-08-21
発明の名称
溶鋼の製造方法
出願人
日本製鉄株式会社
代理人
個人
主分類
C21C
5/52 20060101AFI20250227BHJP(鉄冶金)
要約
【課題】電気炉内において、固体還元鉄を効率よく溶解できる溶鋼の製造方法を提供する。
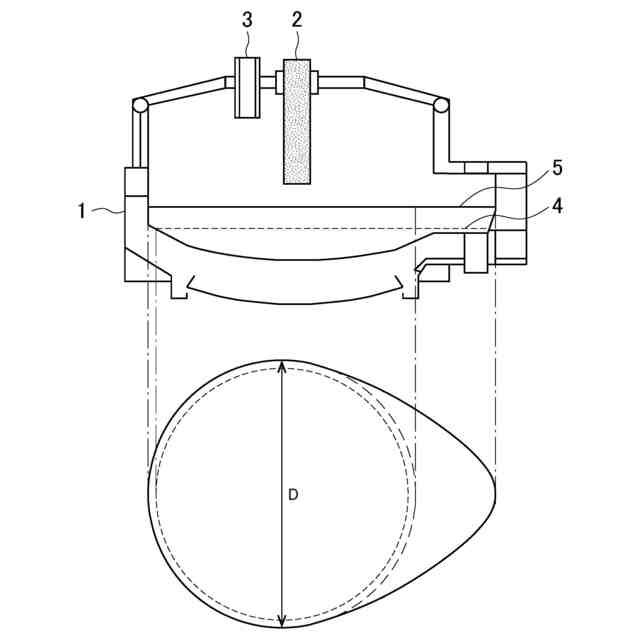
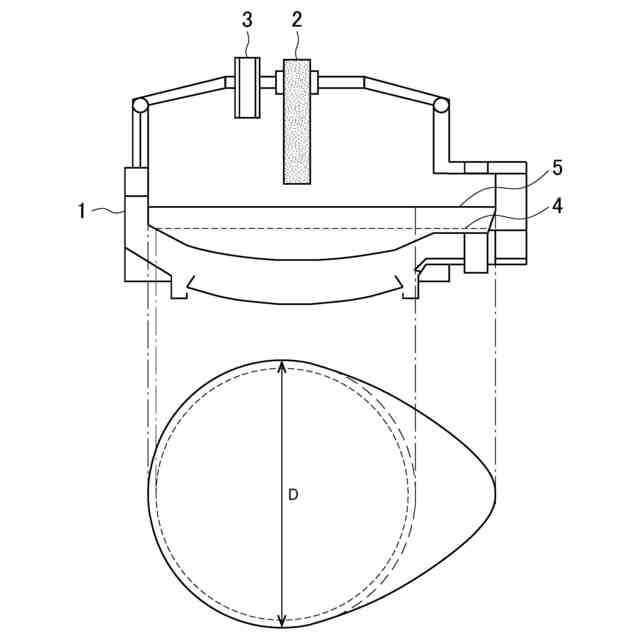
【解決手段】電気炉において固体還元鉄を加熱および溶解して溶鋼を製造する溶鋼の製造方法であって、固体還元鉄の供給速度をF(t/min)、電気炉内において規定溶解量の固体還元鉄を溶解した時の溶鋼表面の直径をD(m)とした場合に、値(F/D
2
)が0.01超0.20未満となるように固体還元鉄を供給する。
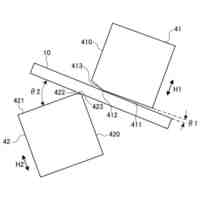
【選択図】図1
特許請求の範囲
【請求項1】
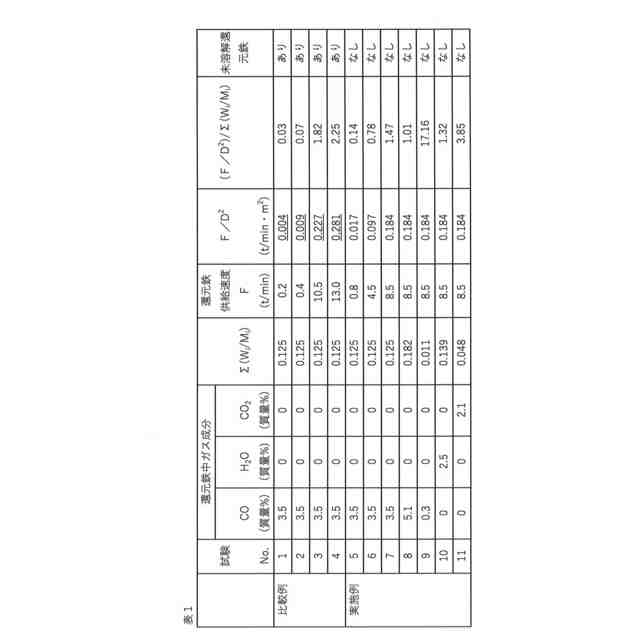
電気炉において固体還元鉄を加熱および溶解して溶鋼を製造する溶鋼の製造方法であって、溶鉄に溶解してガスが発生する成分を含む固体還元鉄を、以下の(1)式を満たすように供給することを特徴とする溶鋼の製造方法。
0.01<F/D
2
<0.20 ・・・(1)
(1)式中、Fは前記固体還元鉄の供給速度(t/min)を表し、Dは、前記電気炉内において規定溶解量の固体還元鉄を溶解した時の溶鋼表面の直径(m)を表す。
続きを表示(約 330 文字)
【請求項2】
前記固体還元鉄を、さらに以下の(2)式を満たすように供給することを特徴とする請求項1に記載の溶鋼の製造方法。
0.1<(F/D
2
)/Σ(W
i
/M
i
)<19.0 ・・・(2)
(2)式中、W
i
は前記固体還元鉄中のガス成分iの濃度(質量%)を表し、M
i
はガス成分iの分子量を表す。
【請求項3】
前記固体還元鉄から発生するガスは、CO、H
2
O、CO
2
、炭化水素、および金属蒸気からなる群から選ばれる1種以上であることを特徴とする請求項1または2に記載の溶鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電気炉を用いた溶鋼の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
固体還元鉄は、スクラップに比べて金属鉄以外の成分である酸化鉄や脈石を多く含み、さらには熱伝導度を低下させる空隙を含むため、より効率良く溶解させる必要がある。そこで、特許文献1~4には、それぞれ電気炉において固体還元鉄を加熱して溶融させる技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-102798号公報
特開2001-316715号公報
特開2017-57431号公報
特開2018-119693号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的に、固体-液体間の溶解においては、液体に撹拌を付与することによって熱伝達や物質移動が促進され、固体還元鉄の溶解速度が向上することが知られている。一方で、転炉型の装置であれば溶鉄の撹拌方法としては底吹きを用いることが多いが、電気炉の場合には浴深が浅く、底吹きを行うとガス気泡の浮上距離が短いため十分な撹拌動力を得ることが難しい。また、過剰に底吹きガスの流量を高めると溶鉄が飛散してアークが不安定になったり、電極に溶鉄が付着して電極の消耗を早めたり、耐火物の損耗が速くなったりしてしまう。
【0005】
本発明は前述の問題点を鑑み、電気炉内において、固体還元鉄を効率よく溶解できる溶鋼の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
一般的に、市販されている固体還元鉄中の多くは、炭素が0.5~2.0質量%程度含まれているため、高温下においては固体還元鉄中の炭素と未還元の酸化鉄または溶鉄中の酸素とが反応して、固体還元鉄からCOガスが発生することが知られている。そこで本発明者らは、固体還元鉄から発生するガスを用いて溶鉄を攪拌し、効率よく固体還元鉄を溶解させるための条件について鋭意検討した。その結果、電気炉内の断面積あたりの固体還元鉄の供給速度を適切に設定し、ガスの発生量を制御することで、溶鉄が効率良く撹拌され、固体還元鉄の溶解速度を向上できることを見出した。
【0007】
本発明は、以下のとおりである。
[1]
電気炉において固体還元鉄を加熱および溶解して溶鋼を製造する溶鋼の製造方法であって、溶鉄に溶解してガスが発生する成分を含む固体還元鉄を、以下の(1)式を満たすように供給することを特徴とする溶鋼の製造方法。
0.01<F/D
2
<0.20 ・・・(1)
(1)式中、Fは前記固体還元鉄の供給速度(t/min)を表し、Dは、前記電気炉内において規定溶解量の固体還元鉄を溶解した時の溶鋼表面の直径(m)を表す。
[2]
前記固体還元鉄を、さらに以下の(2)式を満たすように供給することを特徴とする上記[1]に記載の溶鋼の製造方法。
0.1<(F/D
2
)/Σ(W
i
/M
i
)<19.0 ・・・(2)
(2)式中、W
i
は前記固体還元鉄中のガス成分iの濃度(質量%)を表し、M
i
はガス成分iの分子量を表す。
[3]
前記固体還元鉄から発生するガスは、CO、H
2
O、CO
2
、炭化水素、および金属蒸気からなる群から選ばれる1種以上であることを特徴とする上記[1]または[2]に記載の溶鋼の製造方法。
【発明の効果】
【0008】
本発明によれば、電気炉内において、固体還元鉄を効率よく溶解させることができる。
【図面の簡単な説明】
【0009】
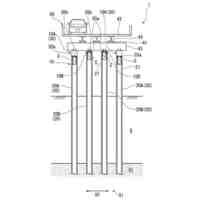
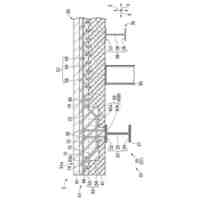
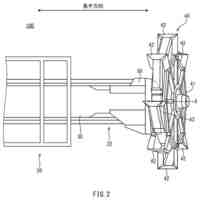
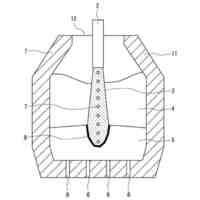
電気炉の内部の構造を説明するための図である。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら本発明の実施形態について説明する。
図1は、電気炉の内部の構造を説明するための図である。電気炉1は、アークにより固体還元鉄および溶鉄を加熱する電極2と、固体還元鉄や炭材、生石灰などを投入するための投入部3と、固体還元鉄を還元、溶解することによって発生するガスや粉塵を排出するための排気部(図示せず)とを備えている。なお、図1には、1本の電極2が示されているが、電極の数は2本以上であってもよく、また、電気炉は直流式であっても交流式であってもよい。投入部3は2箇所以上あってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
8日前
日本製鉄株式会社
鋼部品
14日前
日本製鉄株式会社
剪断機
23日前
日本製鉄株式会社
鋼部品
14日前
日本製鉄株式会社
ボルト
23日前
日本製鉄株式会社
床構造
23日前
日本製鉄株式会社
床構造
23日前
日本製鉄株式会社
管理装置
1か月前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
溶接継手
6日前
日本製鉄株式会社
橋脚構造
12日前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
腐食センサ
12日前
日本製鉄株式会社
リクレーマ
1か月前
日本製鉄株式会社
鍛鋼ロール
13日前
日本製鉄株式会社
鍛鋼ロール
13日前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
高Ni合金板
1か月前
日本製鉄株式会社
高Ni合金鋼
12日前
日本製鉄株式会社
管理システム
12日前
日本製鉄株式会社
学習システム
15日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
高Ni合金鋼
12日前
日本製鉄株式会社
溶鉄の製造方法
14日前
日本製鉄株式会社
高炉の冷却構造
1か月前
日本製鉄株式会社
高炉の操業方法
14日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
8日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
モールドパウダー
13日前
日本製鉄株式会社
金属材の製造方法
14日前
日本製鉄株式会社
スラグの処理方法
13日前
日本製鉄株式会社
焼結鉱の製造方法
13日前
日本製鉄株式会社
鉄道車両用の台車
15日前
日本製鉄株式会社
スポット溶接継手
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ