TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025133329
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031219
出願日
2024-03-01
発明の名称
スポット溶接継手
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/11 20060101AFI20250904BHJP(工作機械;他に分類されない金属加工)
要約
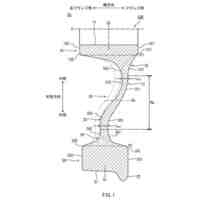
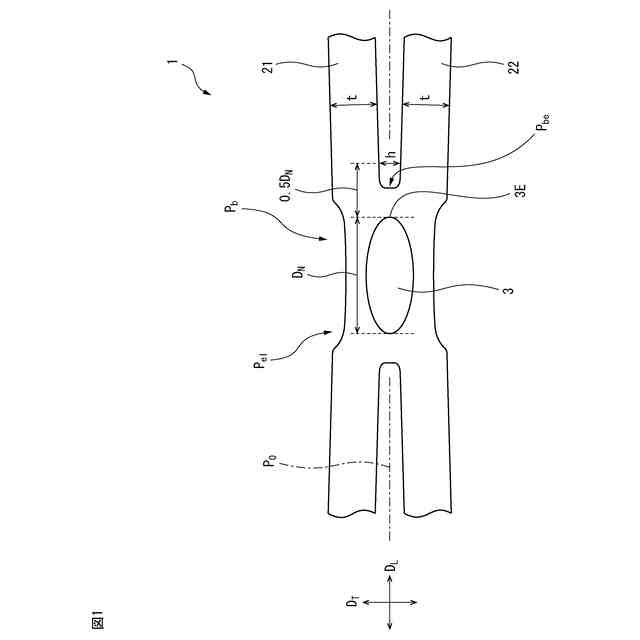
【課題】本発明は、ナゲット径が小さくても水素脆化割れが発生しにくいスポット溶接継手を提供するものである。
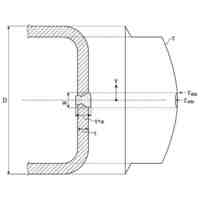
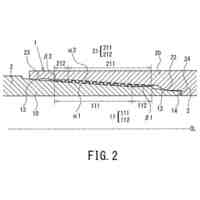
【解決手段】本発明のスポット溶接継手(1)は、2枚以上の鋼板(21、22)の重ね合わせ面にナゲット(3)を有するスポット溶接継手(1)であって、ナゲット(3)のナゲット径D
N
が上記鋼板の板厚tに対して4.0√t以下であり、上記ナゲット3の端部(3E)から上記鋼板の重ね合わせ面方向D
L
に0.5D
N
離れた位置におけるシートセパレーションhの大きさが0.60mm以上であることを特徴とするものである。
【選択図】図1
特許請求の範囲
【請求項1】
2枚以上の鋼板の重ね合わせ面にナゲットを有するスポット溶接継手であって、
前記ナゲットのナゲット径D
N
が前記鋼板の板厚tに対して4.0√t以下であり、
前記ナゲットの端部から前記鋼板の重ね合わせ面方向に0.5D
N
離れた位置におけるシートセパレーションの大きさが0.60mm以上であることを特徴とする、スポット溶接継手。
続きを表示(約 350 文字)
【請求項2】
前記鋼板の表面に形成されたインデンテーションの深さが、前記鋼板の板厚tの15~50%の深さであることを特徴とする、請求項1に記載のスポット溶接継手。
【請求項3】
前記ナゲットの端部の前記重ね合わせ面方向に位置する接合端部の開き角が75°以上であることを特徴とする、請求項1又は2に記載のスポット溶接継手。
【請求項4】
前記2枚以上の鋼板のうちの少なくとも一つの鋼板が、350HV以上のビッカース硬さを有することを特徴とする、請求項1又は2に記載のスポット溶接継手。
【請求項5】
前記2枚以上の鋼板のうちの少なくとも一つの鋼板が、350HV以上のビッカース硬さを有することを特徴とする、請求項3に記載のスポット溶接継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スポット溶接継手に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
近年、自動車、家電製品、建材等の様々な分野で使用される鋼板において、高強度化が進められている。例えば、自動車分野においては、車体や部品を軽量化して燃費を向上させるために、板厚の薄い高強度鋼板の使用が増加している。
【0003】
一方、自動車の車体の組立や部品の取付けは、コストや製造効率等の観点から、主にスポット溶接によって行われている。しかしながら、上記のような高強度鋼板を用いてスポット溶接を行うと、得られる溶接継手の溶接部に水素脆化割れが発生しやすくなる。水素脆化割れとは、使用状況下において高い応力が作用している鋼部材が、周辺環境から鋼中に侵入した水素に起因して突然破壊する現象である。この現象は、破壊の発生形態から、遅れ破壊とも呼ばれている。一般に、鋼板の水素脆化割れは、鋼板の強度が増加するほど発生しやすくなることが知られている。これは、鋼板の強度が高いほど、部品成形後に鋼板に残留する応力が増大するためであると考えられている。
【0004】
特に、スポット溶接においては、部品の成型精度に起因して溶接位置に鋼板間の隙間が形成されており、その隙間を一対の電極で押し潰しながら溶接することによって、溶接後の溶接部には剥離方向の残留応力が発生する場合がある。そのため、上記のような高強度鋼板を用いたスポット溶接では、得られる溶接継手の溶接部に水素脆化割れが発生しやすくなる。
【0005】
このような水素脆化割れに対しては、これまでにも溶接部周辺の耐水素脆化特性を改善する種々の水素脆化割れ対策が提案されている。
【0006】
例えば、特許文献1には、引張強度が1200MPa以上の高強度鋼板同士が重なった状態で、高強度鋼板同士がスポット溶接される被溶接部分の間に隙間が形成された上記高強度鋼板同士を、被溶接部分においてスポット溶接するスポット溶接方法であって、該スポット溶接方法は、上記高強度鋼板同士が導通した状態で、上記被溶接部分において、上記高強度鋼板同士を一対のスポット電極で挟み込むとともに、一対のスポット電極により、上記高強度鋼板同士を3000N以下の加圧力で加圧する加圧工程と、上記一対のスポット電極を用いて、加圧された状態の上記高強度鋼板同士に、通電休止期間を挟んで、電流を複数回、断続的に通電することにより、上記被溶接部分の通電による発熱で上記被溶接部分を軟化させつつ、上記加圧力で、軟化した上記被溶接部分を塑性変形させることにより、上記高強度鋼板同士の上記被溶接部分を接触させ、接触した上記被溶接部分同士を溶接する溶接工程と、を含むことを特徴とする、スポット溶接方法が開示されている。
【0007】
この特許文献1に開示されたスポット溶接方法によれば、溶接工程において、高強度鋼板の被溶接部分の通電による発熱で軟化させつつ、加圧力で、軟化した被溶接部分を塑性変形させるので、高強度鋼板同士の被溶接部分を溶接した溶接部の周りに、引張応力が残存しにくく、溶接部の周りの遅れ破壊を抑えることができる、とされている。
【先行技術文献】
【特許文献】
【0008】
特開2018-134665号公報
【発明の概要】
【発明が解決しようとする課題】
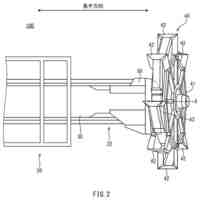
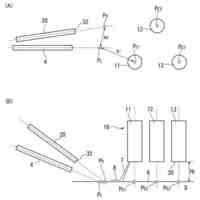
【0009】
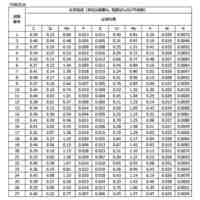
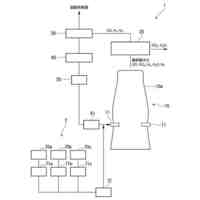
ここで、図2は、本発明者らが図3に示す形状の試験片を用いて、該試験片の2点のスポット溶接部S
P
の間の評価打点位置P
E
に対し、ナゲット径を変化させてスポット溶接を実施したときの水素脆化割れの発生有無を調査した結果である。なお、図3に示す試験片は、残留応力が発生しやすくなるように1.5mmの板隙を設けた板組に対して、2点のスポット溶接を実施した試験片である。図2において、(a)は、ナゲット径が小さくなるように溶接したスポット溶接継手の断面写真であり、水素脆化割れによって界面破断した様子が示されている。一方、(b)は、(a)の溶接継手よりもナゲット径が大きくなるように溶接したスポット溶接継手の断面写真であり、水素脆化割れによってナゲット内に亀裂が侵入した様子が示されている。なお、(c)は、(b)に示す断面写真においてナゲット内に亀裂が侵入した部分の拡大写真である。
【0010】
本発明者らは、図3に示す形状の試験片を用いて、ナゲット径を変化させたときの水素脆化割れの発生有無を調査したところ、図2の(a)~(c)に示すように、ナゲットが小さくなる程、水素脆化割れが発生しやすくなることを見出した。従来の水素脆化割れ対策では、ナゲット径を小さくした場合に発生する水素脆化割れについては対処していないため、このようなナゲット径を小さくした場合の水素脆化割れも抑制し得る、新たな水素脆化割れ対策が求められる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
車輪
29日前
日本製鉄株式会社
ボルト
10日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
角形鋼管
2か月前
日本製鉄株式会社
管理装置
3日前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
柱梁接合部
2か月前
日本製鉄株式会社
リクレーマ
3日前
日本製鉄株式会社
圧延H形鋼
2か月前
日本製鉄株式会社
高炉操業方法
22日前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
鋼の製造方法
23日前
日本製鉄株式会社
転炉吹錬方法
2か月前
日本製鉄株式会社
転炉吹錬方法
2か月前
日本製鉄株式会社
高Ni合金板
3日前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
高炉の操業方法
今日
日本製鉄株式会社
鋼線及び撚り線
2か月前
日本製鉄株式会社
鋼線及びロープ
2か月前
日本製鉄株式会社
鋼管用ねじ継手
2か月前
日本製鉄株式会社
ステンレス鋼板
17日前
日本製鉄株式会社
パネル用支持具
2か月前
日本製鉄株式会社
高炉の操業方法
2日前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
直流電気溶解炉
2か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ