TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035737
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023142976
出願日
2023-09-04
発明の名称
出銑口開孔装置および出銑口開孔方法
出願人
日本製鉄株式会社
代理人
主分類
C21B
7/12 20060101AFI20250307BHJP(鉄冶金)
要約
【課題】酸素開孔作業および拡張作業を続けて実行できる出銑口開孔装置および出銑口開孔方法を提供する。
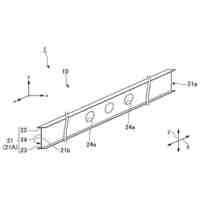
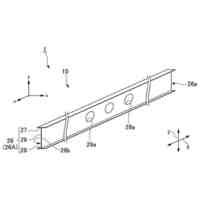
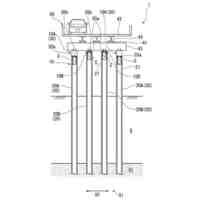
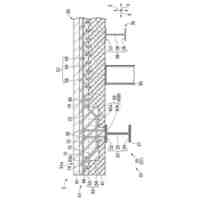
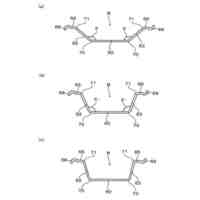
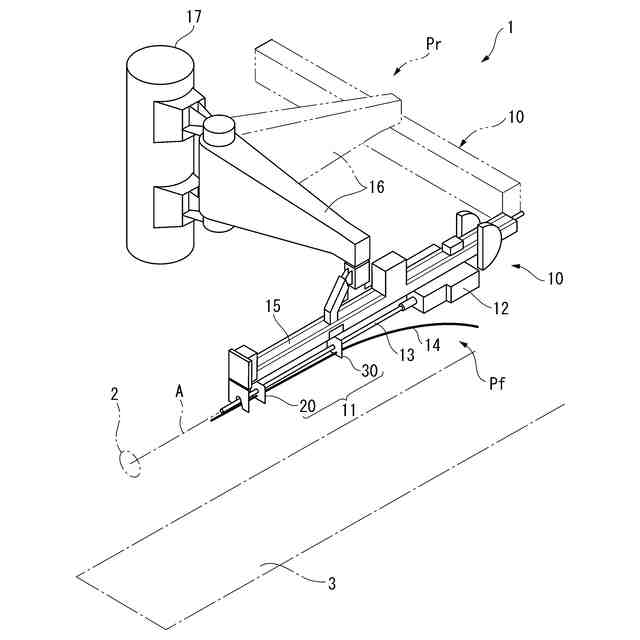
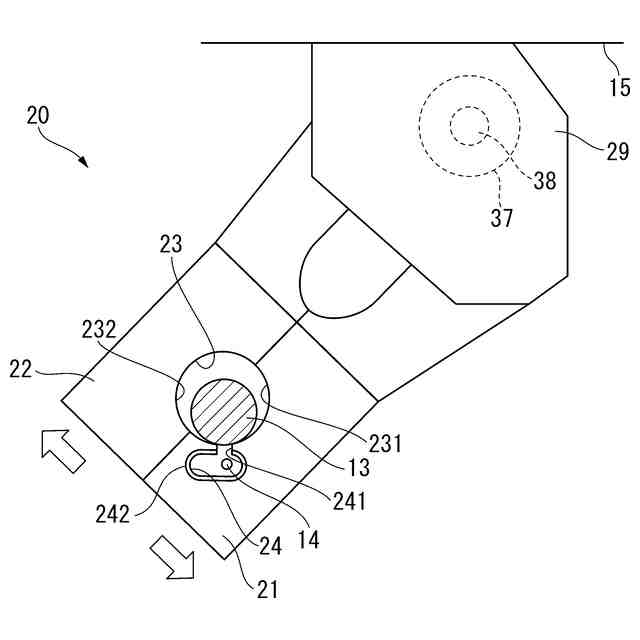
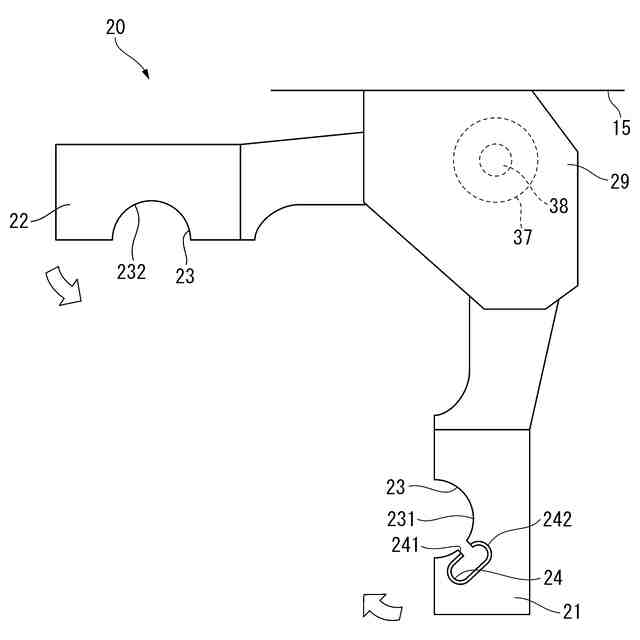
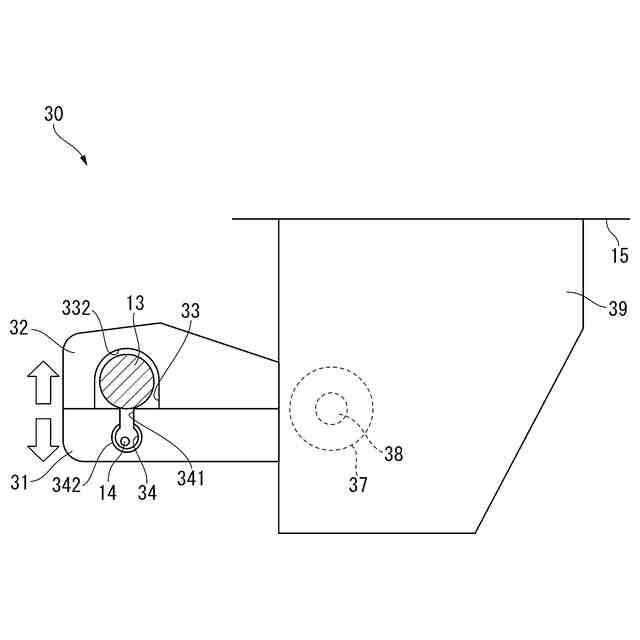
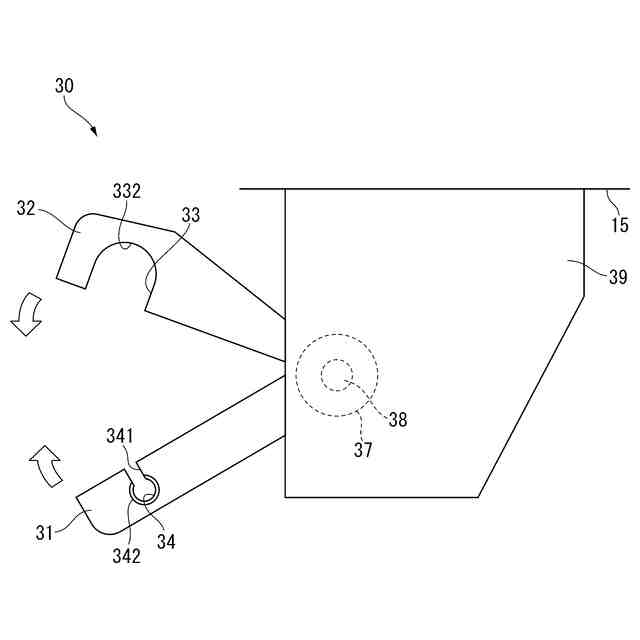
【解決手段】出銑口開孔装置1は、高炉の出銑口2に出銑用の開孔を形成するものであり、出銑口2に開孔を形成する酸素ランス14と、酸素ランス14で形成された開孔を拡張する拡張ロッド13と、酸素ランス14および拡張ロッド13を出銑口2に向けて並列に支持するロッドホルダ11と、を有する。ロッドホルダ11は、拡張ロッド13の延伸方向に離れた複数のホルダユニット20,30を有し、各々は拡張ロッド13を挿通可能なロッドガイド孔23,33と、酸素ランス14を挿通可能な酸素ランスガイド孔24,34と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
高炉の出銑口に出銑用の開孔を形成する出銑口開孔装置であって、
前記出銑口に前記開孔を形成する酸素ランスと、
前記酸素ランスで形成された前記開孔を拡張する拡張ロッドと、
前記酸素ランスおよび前記拡張ロッドを前記出銑口に向けて並列に支持可能なロッドホルダと、を有する出銑口開孔装置。
続きを表示(約 790 文字)
【請求項2】
前記ロッドホルダは、前記拡張ロッドの延伸方向に離れた複数のホルダユニットを有し、
前記ホルダユニットは、それぞれ前記拡張ロッドを挿通可能なロッドガイド孔と、前記酸素ランスを挿通可能な酸素ランスガイド孔と、を有する、請求項1に記載の出銑口開孔装置。
【請求項3】
前記ホルダユニットは、それぞれ前記拡張ロッドと交差する方向へ近接離隔可能な一対のレバーを有し、
前記ロッドガイド孔および前記酸素ランスガイド孔は、それぞれ前記レバーの互いに対向する内側辺縁の凹部で形成され、前記レバーを近接離隔させることで開閉可能である、請求項2に記載の出銑口開孔装置。
【請求項4】
前記ロッドガイド孔と前記酸素ランスガイド孔の前記凹部とが互いに連通されている、請求項2または請求項3に記載の出銑口開孔装置。
【請求項5】
前記出銑口に最寄りの前記ホルダユニットの前記酸素ランスガイド孔は長孔である、請求項2または請求項3に記載の出銑口開孔装置。
【請求項6】
前記ロッドガイド孔および前記酸素ランスガイド孔の少なくとも一方は、内周の辺縁が傾斜面とされている、請求項2または請求項3に記載の出銑口開孔装置。
【請求項7】
高炉の出銑口に出銑用の開孔を形成する出銑口開孔方法であって、
前記出銑口に前記開孔を形成する酸素ランスと、前記酸素ランスで形成された前記開孔を拡張する拡張ロッドとを、ロッドホルダで前記出銑口に向けて並列に支持しておき、
前記酸素ランスを前記出銑口に向けて進出させ、酸素開孔により前記出銑口に前記開孔を形成したのち、続けて前記拡張ロッドを前記出銑口に向けて進出させ、酸素開孔により前記出銑口に形成された前記開孔を拡張する出銑口開孔方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は出銑口開孔装置および出銑口開孔方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
高炉においては、出銑を行う際に、出銑口開孔機に装着した開孔ロッドで高炉の出銑口を開孔している。出銑口開孔機による開孔が失敗した場合、酸素ランスを用いた開孔が行われる。酸素ランスによる開孔には酸素開孔機が使用されていた。
近年では、開孔ロッドを有するとともに開孔ロッドに代えてガイドパイプを装着可能な出銑口開孔装置が開発され、酸素ランスが必要になる開孔作業の大幅な効率化が図られている(特許文献1参照)。
特許文献1の装置では、出銑口開孔機に開孔ロッドを装着し、ドリフタで駆動することにより、開孔ロッドを用いた通常の開孔作業が可能である。一方、酸素ランスが必要になった際には、出銑口開孔機から開孔ロッドを取り外し、代りにガイドパイプを装着し、これにより酸素ランスを出銑口までガイドすることで、安全な位置から正確に酸素ランスを用いた開孔作業が可能である。
【先行技術文献】
【特許文献】
【0003】
特開2021-143390号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述した特許文献1の装置および方法により、酸素ランスが必要になる開孔作業の大幅な安全化・効率化が可能となった。しかし、特許文献1の装置を用いた酸素開孔作業では、次のような課題が生じていた。
すなわち、酸素ランスは太さに制約があり、酸素ランスによる開孔作業では大径の出銑口を得ることが難しかった。これに対し、酸素ランスによる開孔作業に続けて出銑滓が固まる前に直ぐに大径の中実金棒を押し込むことで、出銑口を拡張することができる。
しかし、特許文献1の装置では、出銑口に臨む位置に酸素ランスのガイドパイプが支持されているため、酸素ランスのガイドパイプを撤去してから拡張用の金棒を配置し、押込むという作業手順が必要となる。このため、酸素開孔に続いて直ちに拡張用の金棒による拡張作業を行うことができず、作業効率を向上できなかった。
【0005】
本発明の目的は、酸素開孔作業および拡張作業を続けて実行できる出銑口開孔装置および出銑口開孔方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明の出銑口開孔装置は、高炉の出銑口に出銑用の開孔を形成する出銑口開孔装置であって、前記出銑口に前記開孔を形成する酸素ランスと、前記酸素ランスで形成された前記開孔を拡張する拡張ロッドと、前記酸素ランスおよび前記拡張ロッドを前記出銑口に向けて並列に支持可能なロッドホルダと、を有する。
【0007】
このような本発明では、ロッドホルダに支持された酸素ランスを出銑口に向けて進出させ、酸素開孔により出銑口に開孔を形成したのち、続けて出銑滓が固まる前に直ぐにロッドホルダに支持された拡張ロッドを出銑口に向けて進出させ、酸素開孔により出銑口に形成された開孔を拡張することができる。
このように、本発明の出銑口開孔装置では、酸素ランスおよび拡張ロッドが、ロッドホルダによりそれぞれ出銑口に向けて並列に支持されているため、これらの酸素ランスおよび拡張ロッドを順次使用することができる。これにより、従来の酸素ランスおよび拡張ロッドを交替させる作業が不要となり、酸素開孔作業および拡張作業を続けて実行でき、酸素開孔から拡張に至る作業効率を向上できる。
本発明の出銑口開孔装置において、酸素ランス、拡張ロッド、およびロッドホルダは、出銑口の正対する作業位置から出銑口と離れた退避位置まで移動可能としてもよい。
本発明の出銑口開孔装置において、既存の出銑口開孔装置と同様に、拡張ロッドを送り出すためのドリフタを備えていてもよい。酸素ランスによる酸素開孔に先立つ通常の開孔作業は、ロッドホルダの拡張ロッドを支持する部分に通常の開孔ロッドを装着して行うことができる。
【0008】
本発明の出銑口開孔装置において、前記ロッドホルダは、前記拡張ロッドの延伸方向に離れた複数のホルダユニットを有し、前記ホルダユニットは、それぞれ前記拡張ロッドを挿通可能なロッドガイド孔と、前記酸素ランスを挿通可能な酸素ランスガイド孔と、を有することが好ましい。
【0009】
このような本発明では、複数のホルダユニットに形成されたロッドガイド孔および酸素ランスガイド孔により、酸素ランスおよび拡張ロッドを出銑口に向けて並列に支持できる。この際、複数のホルダユニットが簡単な構成、例えば板状の部材などであっても、拡張ロッドの延伸方向に離れた配置とすることで、酸素ランスおよび拡張ロッドを出銑口に向かう所期の姿勢で支持することができる。
【0010】
本発明の出銑口開孔装置において、前記ホルダユニットは、それぞれ前記拡張ロッドと交差する方向へ近接離隔可能な一対のレバーを有し、前記ロッドガイド孔および前記酸素ランスガイド孔は、それぞれ前記レバーの互いに対向する内側辺縁の凹部で形成され、前記レバーを近接離隔させることで開閉可能であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
12日前
日本製鉄株式会社
床構造
27日前
日本製鉄株式会社
鋼部品
18日前
日本製鉄株式会社
鋼部品
18日前
日本製鉄株式会社
剪断機
27日前
日本製鉄株式会社
床構造
27日前
日本製鉄株式会社
ボルト
27日前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
橋脚構造
16日前
日本製鉄株式会社
溶接継手
10日前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
腐食センサ
16日前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
鍛鋼ロール
17日前
日本製鉄株式会社
鍛鋼ロール
17日前
日本製鉄株式会社
高Ni合金鋼
16日前
日本製鉄株式会社
高Ni合金鋼
16日前
日本製鉄株式会社
管理システム
16日前
日本製鉄株式会社
学習システム
19日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
高炉の操業方法
18日前
日本製鉄株式会社
原油油槽用鋼材
12日前
日本製鉄株式会社
溶鉄の製造方法
18日前
日本製鉄株式会社
鉄道車両用の車軸
10日前
日本製鉄株式会社
金属材の製造方法
18日前
日本製鉄株式会社
スラグの処理方法
17日前
日本製鉄株式会社
鉄鉱石の選別方法
9日前
日本製鉄株式会社
鋼矢板の製造方法
17日前
日本製鉄株式会社
鋼の連続鋳造方法
17日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
17日前
日本製鉄株式会社
モールドパウダー
17日前
日本製鉄株式会社
鋼の連続鋳造方法
23日前
日本製鉄株式会社
合成梁及び床構造
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
16日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ