TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025051148
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023160101
出願日
2023-09-25
発明の名称
バーナーチップ及びその取付構造
出願人
個人
,
個人
代理人
協明国際弁理士法人
主分類
B22C
9/10 20060101AFI20250328BHJP(鋳造;粉末冶金)
要約
【課題】バーナープレートの取付孔への焼き付けを抑制し長寿命化を図れるバーナーチップ及びその取付構造を提供する。
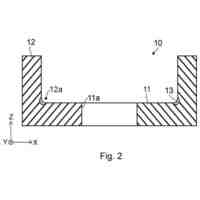
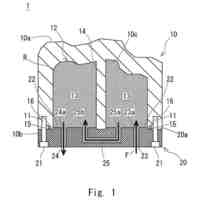
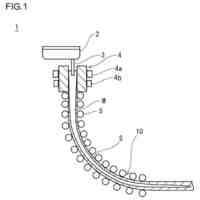
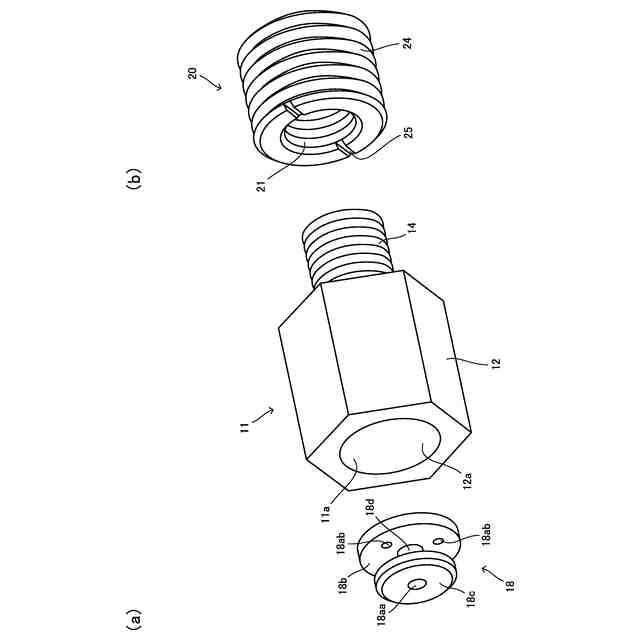
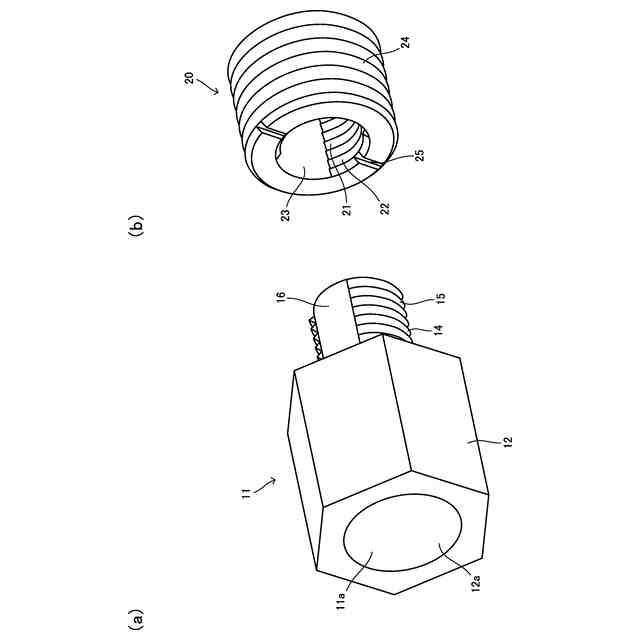
【解決手段】バーナーチップ10は、中子金型31を加熱するために用いられるバーナープレート1に着脱自在に取り付けられ、一端側に着火口12aを有する本体部12と、本体部12の他端側に連成され、開放端に開口14aを有するボルト軸部14と、を備え、着火口12aから開口14aに通じるガス流路11aが形成されたチップ体11と、ボルト軸部14が螺挿される内径部21と、ねじ部が形成された外径部24とを有し、バーナープレート1に開設された取付孔1aに対し着脱自在とされる非鉄金属製のアダプタ部20と、を備えている。
【選択図】図1
特許請求の範囲
【請求項1】
中子金型を加熱するために用いられるバーナープレートに着脱自在に取り付けられる筒状のバーナーチップであって、
一端に着火口を有する本体部と、該本体部の他端側に連成され開放端に開口を有するボルト軸部とを有し、前記着火口から前記開口に通じるガス流路が形成されたチップ体と、
前記ボルト軸部が螺挿される内径部と、ねじ部が形成された外径部とを有し、前記バーナープレートに開設された取付孔に対し着脱自在とされる非鉄金属製のアダプタ部と、を備えたことを特徴とするバーナーチップ。
続きを表示(約 570 文字)
【請求項2】
請求項1において、
前記本体部の平面視外形寸法が前記アダプタ部の平面視外形寸法よりも大とされることを特徴とするバーナーチップ。
【請求項3】
請求項1において、
前記ボルト軸部と前記内径部とはテーパ螺合の形状とされることを特徴とするバーナーチップ。
【請求項4】
請求項1において、
前記アダプタ部は真鍮製とされることを特徴とするバーナーチップ。
【請求項5】
請求項1において、
前記ボルト軸部及び前記内径部には、ねじ部が形成されているねじ形成部と、ねじ部が形成されていないねじ受け部とが周方向に沿って交互に形成されており、
前記ボルト軸部と前記内径部とが相互に噛み合わされて軸方向にスライド自在とされることを特徴とするバーナーチップ。
【請求項6】
請求項1~5のいずれかに記載のバーナーチップと、前記バーナープレートとを備えたことを特徴とするバーナーチップの取付構造。
【請求項7】
請求項6において、
前記取付孔には該取付孔を塞ぐ塞栓が取り付け可能とされており、
前記チップ体に代えて前記塞栓が、前記取付孔に前記アダプタを介して装着されることを特徴とするバーナーチップの取付構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、中子金型を加熱するために用いられるバーナープレートに着脱自在に取り付けられる筒状のバーナーチップ及びその取付構造に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
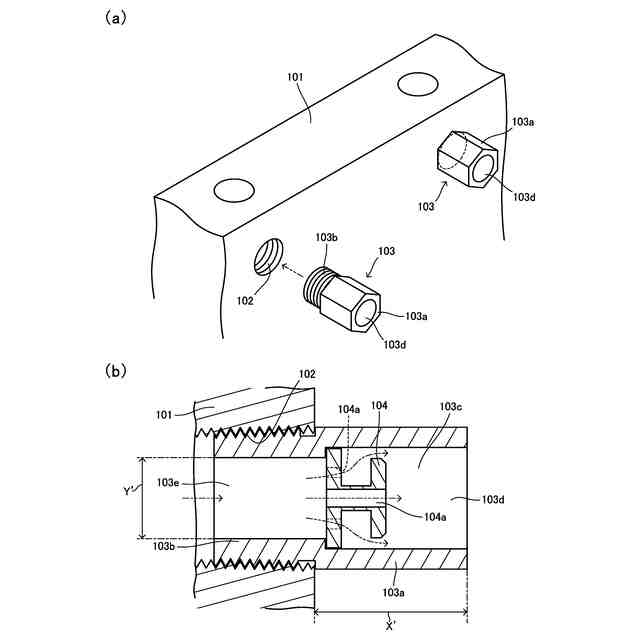
従来のこの種のバーナーチップは、図9(a)(b)に示すように、バーナープレート101に設けられた取付孔102に直接、バーナーチップ103が螺着されるようになっている(例えば、特許文献1参照)。通例では、バーナープレート101には複数の取付孔102が設けられており、着火用に使用する取付孔と、塞栓(図9では不図示)で塞ぐ取付孔102との数や位置を調整することで、中子金型(図9では不図示)の種類に応じた火力調節ができるようになっている。
【0003】
なお、バーナーチップ103は、着火口103dを有する本体部103aと、本体部103aに連成され、開放端に開口103eを有するボルト軸部103bとを備えている。本体部103aとボルト軸部103bとが連通し、内部にガス流路103cが形成されている。また、本体部103aの内部には複数のガス通気孔104aを有する圧入部材104が装着されている。図中の矢印付き2点鎖線はガスの流れを示している。
【先行技術文献】
【特許文献】
【0004】
特許2997420号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、従来のバーナーチップは鉄製のものがほとんどであるが、この場合、バーナープレートも鉄製であるので、鉄同士が300℃近いの高温下で螺合されることで、焼き付け(かじり)が起こることが問題となる。そこで焼き付けを防止するため、鉄同士がじかに接触しないようにモリブテンやフッ素等の焼き付け防止剤を塗布する策があるが、繰り返しの使用により効果は薄れてしまうため、継続して塗布する必要が生じる。バーナーチップをステンレス製とすれば、錆びの問題は解決できるが、ステンレスと鉄も焼き付けは生じる。この焼き付けが起こると、バーナープレートの取付孔に、螺合されているバーナーチップが結合してしまうため、最悪バーナーチップを取付孔から取り外すことができず、本来、替える必要のないバーナープレートを新しいものに交換しなければならない事態になる。
【0006】
本発明は、このような事情を考慮して提案されたもので、バーナープレートの取付孔への焼き付けを抑制し長寿命化を図れるバーナーチップ及びその取付構造を提供することにある。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明のバーナーチップは、中子金型を加熱するために用いられるバーナープレートに着脱自在に取り付けられる筒状のバーナーチップであって、一端に着火口を有する本体部と、該本体部の他端側に連成され開放端に開口を有するボルト軸部とを有し、前記着火口から前記開口に通じるガス流路が形成されたチップ体と、前記ボルト軸部が螺挿される内径部と、ねじ部が形成された外径部とを有し、前記バーナープレートに開設された取付孔に対し着脱自在とされる非鉄金属製のアダプタ部と、を備えたことを特徴とする。
【発明の効果】
【0008】
本発明は前述した構成とされているため、バーナープレートの取付孔への焼き付けを抑制し長寿命化を図れる。
【図面の簡単な説明】
【0009】
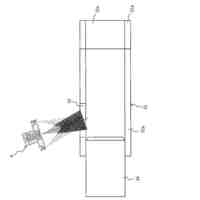
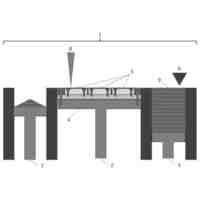
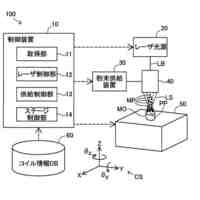
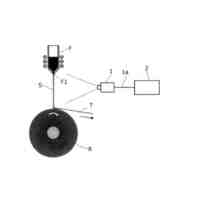
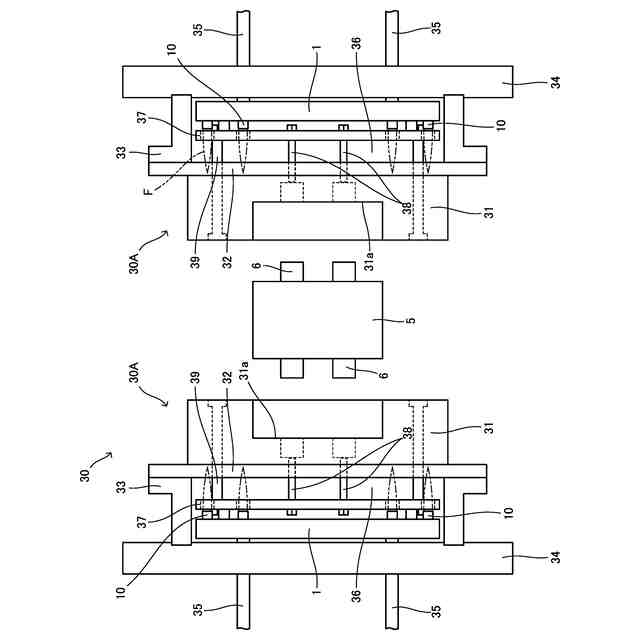
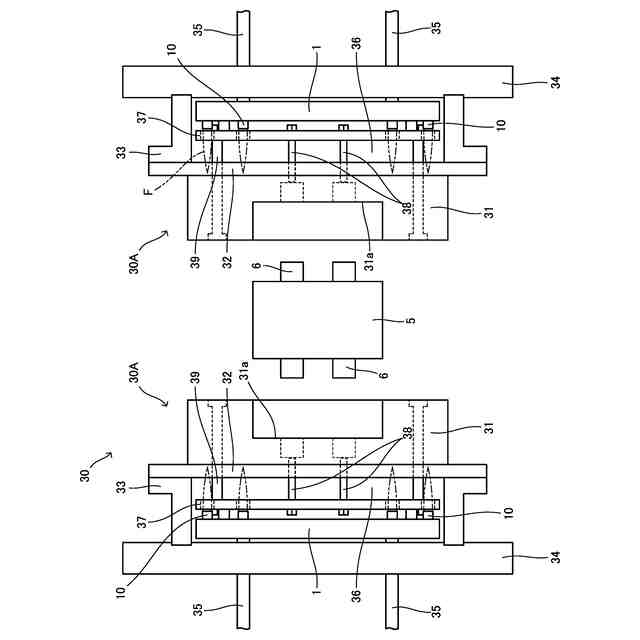
本発明の実施形態に係るバーナーチップを取り付けたバーナープレートの使用状態を示す中子金型加熱装置の模式説明図である。
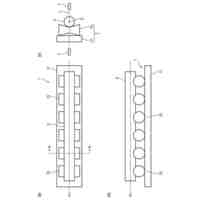
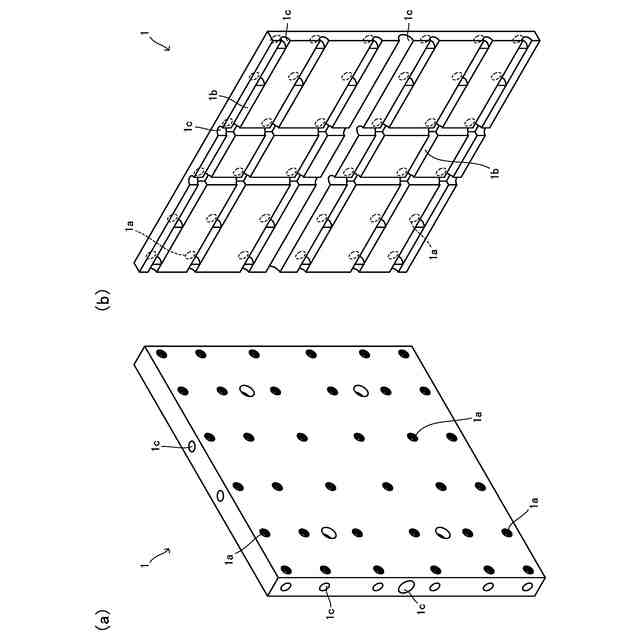
(a)はバーナープレートの表面側の斜視図、(b)は同バーナープレートの内部(裏面側)を示した斜視図である。
バーナーチップの説明図であり、(a)はバーナーチップの構成部材であるチップ体の斜視図、(b)は同アダプタ部の斜視図である。
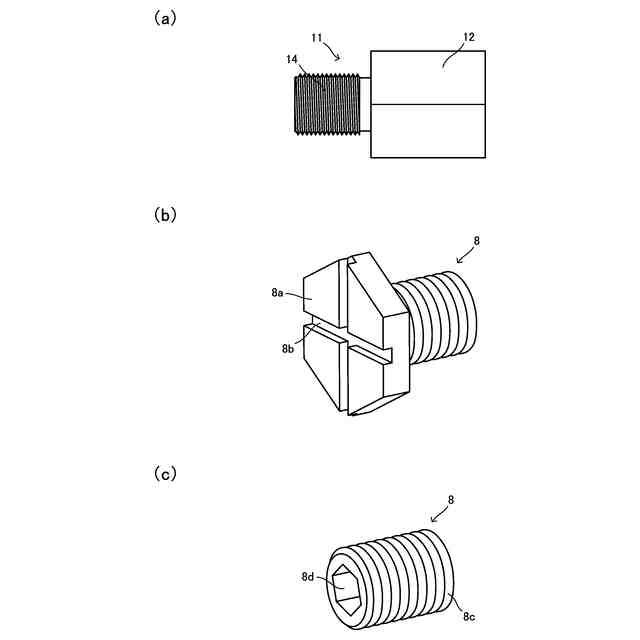
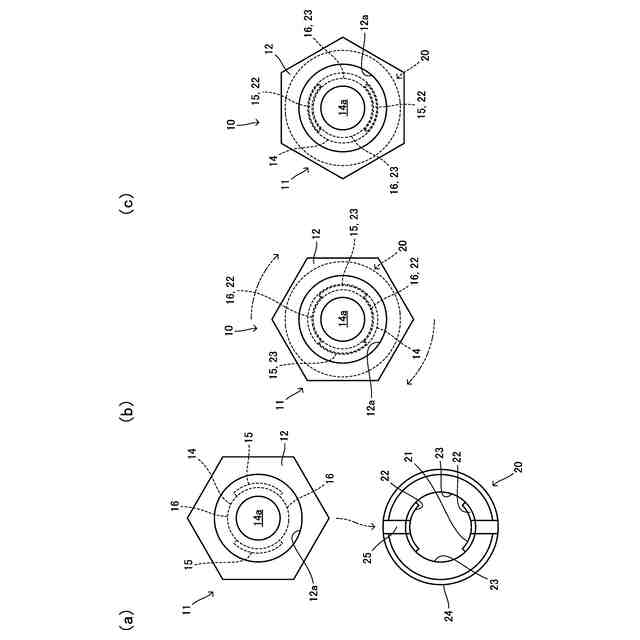
(a)はチップ体の正面図であり、(b)(c)は形状の相異なる2種の塞栓の斜視図である。
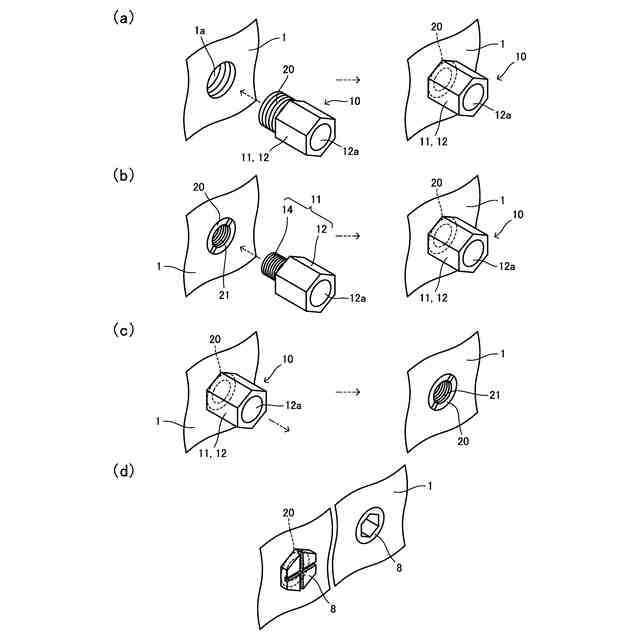
(a)(b)はバーナーチップの取り付け手順の2例を示す斜視図、(c)は取り外し手順の1例を示す斜視図、(d)は塞栓の取り付け状態を示す斜視図である。
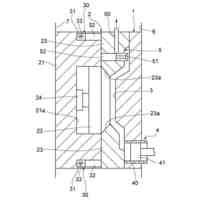
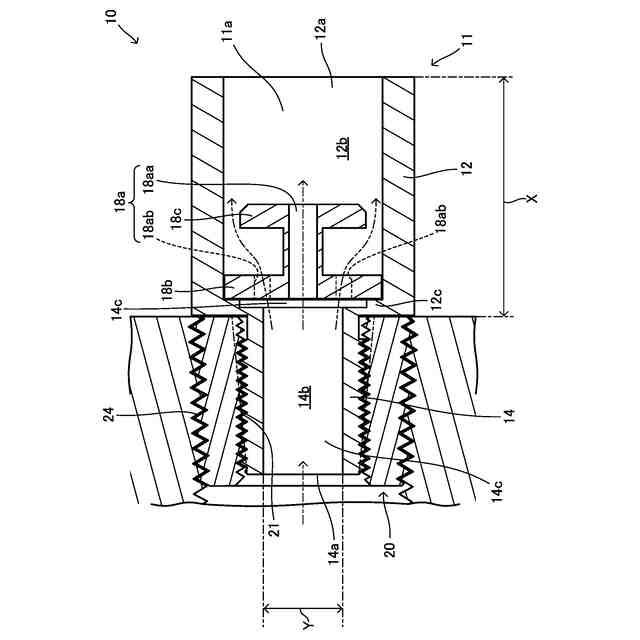
バーナーチップの取り付け状態を示す縦断面図である。
他の実施形態に係るバーナーチップの説明図であり、(a)はバーナーチップの構成部材であるチップ体の斜視図、(b)は同アダプタ部の斜視図である。
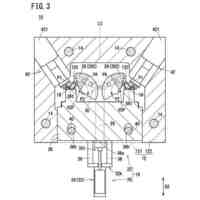
(a)~(c)は、図7に示したバーナーチップの取付手順を概略的に示した模式平面図である。
従来のバーナーチップの説明図である。(a)はバーナーチップの取付態様を示す部分斜視図、(b)は取付状態を示す縦断面図である。
【発明を実施するための形態】
【0010】
以下に、本発明の実施の形態について、添付図面を参照しながら説明する。本実施形態に係るバーナーチップ10は、鋳物品(不図示)の中空部分を形成するための中子5の中子製造装置30に用いられるものであり、より具体的には中子製造装置30(シェルマシン)に用いられる加熱用のバーナープレート1に取り付けられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
株式会社キャステム
鋳造品の製造方法
2か月前
芝浦機械株式会社
成形機
4か月前
芝浦機械株式会社
成形機
4か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
トヨタ自動車株式会社
ケースの製造方法
11日前
トヨタ自動車株式会社
突き折り棒
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
福田金属箔粉工業株式会社
Cu系粉末
7日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
株式会社豊田中央研究所
積層造形装置
17日前
日立Astemo株式会社
成形装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
セイコーエプソン株式会社
製造方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
4か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
4日前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
トヨタ自動車株式会社
金型
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
2か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2か月前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
3か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
フタバ産業株式会社
成形品の製造方法
4か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
株式会社プロテリアル
タンディッシュ及びインゴットの製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ