TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025073882
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023185024
出願日
2023-10-27
発明の名称
突き折り棒
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B22D
31/00 20060101AFI20250502BHJP(鋳造;粉末冶金)
要約
【課題】除去対象部位を効率よくワークから除去すること。
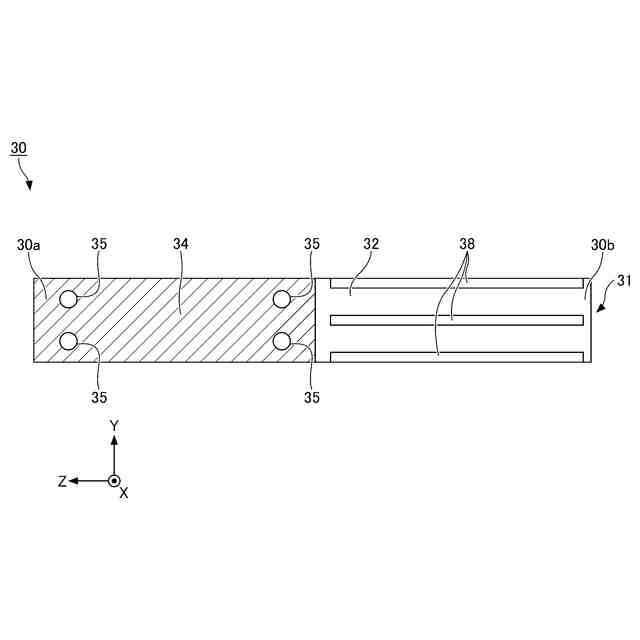
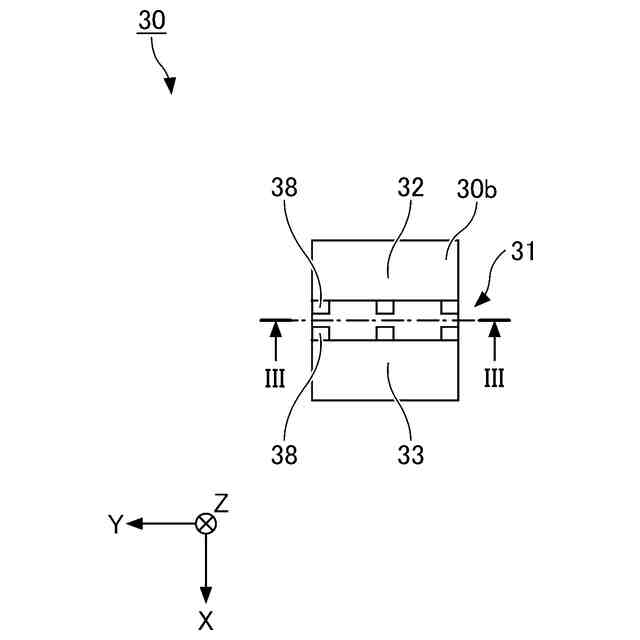
【解決手段】突き折り棒30は、板厚方向に対向する一対のプレート32,33と、一対のプレート32,33の長手方向の一端側である基端部30aにおいて、一対のプレート32,33の間に配置された中間部と、を備え、一対のプレート32,33の長手方向の他端側である先端部30bにおいて、一対のプレート32,33の間には、ワークWから除去される除去対象部位WB1,WB2を挿入可能なスリット31が形成されている。
【選択図】図2
特許請求の範囲
【請求項1】
板厚方向に対向する一対のプレートと、
前記一対のプレートの長手方向の一端側である基端部において、前記一対のプレートの間に配置された中間部と、を備え、
前記一対のプレートの長手方向の他端側である先端部において、前記一対のプレートの間には、ワークから除去される除去対象部位を挿入可能なスリットが形成されていることを特徴とする突き折り棒。
発明の詳細な説明
【技術分野】
【0001】
本発明は、突き折り棒に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
例えば、複雑な形状の鋳造品等のワークに形成されたバリ及び方案部分を除去する除去装置が知られている(例えば特開2023-96220号公報参照)。除去装置は、除去対象部位であるバリ及び方案部分を除去するための除去対象部位除去棒を備える。除去対象部位除去棒には、除去対象部位を差し込むためのスリットが形成されている。除去装置は、スリットに除去対象部位を差し込んだ状態の除去対象部位除去棒を軸周りに回転させることにより、除去対象部位をワークから折り曲げて除去する。除去装置では、除去対象部位を除去位置付近に落下させることにより、除去対象部位の散乱を抑制している。
【先行技術文献】
【特許文献】
【0003】
特開2023-96220号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来技術に係る除去対象部位除去棒では、スリットに差し込まれた除去対象部位と、当該除去対象部位と当接するスリット内面との間で滑りが生じることにより、除去対象部位を除去することができないことがある。本発明は、除去対象部位を効率よく除去することが可能な突き折り棒を提供する。
【課題を解決するための手段】
【0005】
本発明の一態様に係る突き折り棒は、板厚方向に対向する一対のプレートと、一対のプレートの長手方向の一端側である基端部において、一対のプレートの間に配置された中間部を備え、一対のプレートの長手方向の他端側である先端部において、一対のプレートの間には、ワークから除去される除去対象部位を挿入可能なスリットが形成されている。
【発明の効果】
【0006】
本発明の一態様によれば、除去対象部位を効率よくワークから除去することができる。
【図面の簡単な説明】
【0007】
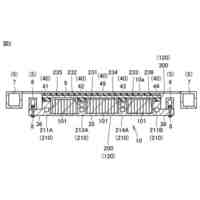
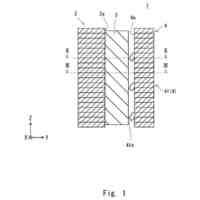
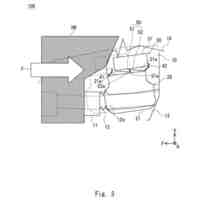
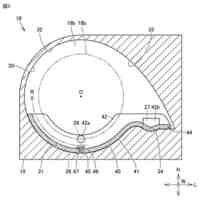
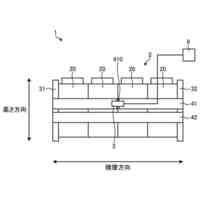
一実施形態に係る突き折り棒を備える除去装置を示す概略図である。
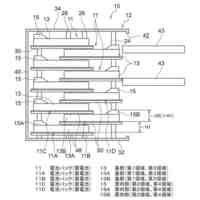
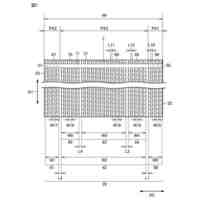
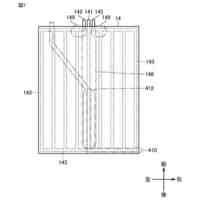
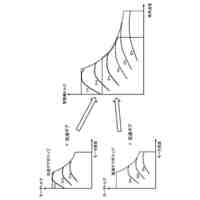
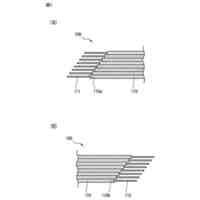
一実施形態に係る突き折り棒を示す側面図である。
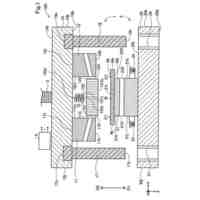
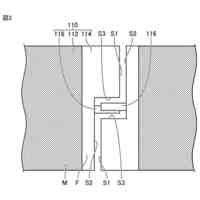
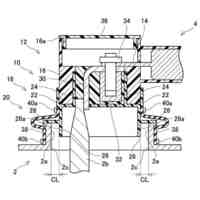
一実施形態に係る突き折り棒を示す断面図である。
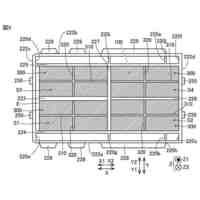
一実施形態に係る突き折り棒を示す正面図である。
【発明を実施するための形態】
【0008】
以下、本発明の実施形態について図面を参照して説明する。実施形態に係る除去装置100は、ワークWに形成されている除去対象部位WB1,WB2を、部品WPから除去するための装置である。ワークWは、例えば複雑な形状を有する鋳造品である。ワークWは、部品WP及び除去対象部位WB1,WB2を有する。部品WPは、例えばトランスハウジング等の複雑な構造の鋳造品でもよい。除去対象部位WB1,WB2は、バリ及び方案部分を含む。ワークWは、例えば搬送ロボットによって搬送されて、除去装置100に供給される。
【0009】
スライドコアや入子を用いて形成されるワークWは、スライドコアと金型との突合せ部においてバリが発生する。また、熔融材料を湯口及び湯道等の流路を経て給湯するため、ワークWの凝固後には、方案部分を含む除去対象部位WB1,WB2と部品WPとが一体化した状態となる。そのため、ワークWのうち、製品として利用可能な部品WPと除去対象部位WB1,WB2とを分離する必要がある。除去対象部位WB1,WB2は、複数の除去対象部位WB1,WB2を有する。なお、除去対象部位WB1,WB2は、ワークWの搬送中等に折れて散乱しないように、意図的に肉厚が厚く形成されていてもよい。さらに、除去対象部位WB1,WB2のうち、除去対象部位WB1,WB2と部品WPとの境界の肉厚は、周辺の部分の肉厚と比較して薄くなっていてもよい。これにより、部品WPとの境界において、除去対象部位WB1,WB2を破断させやすくすることができる。
【0010】
図1では、互いに直交するX軸、Y軸、及びZ軸が図示されている。X軸方向は、鉛直方向に沿う。Y軸方向及びZ軸方向は、水平方向に沿う。X軸方向は、X軸に沿う方向であり、矢印で示された方向及びその逆方向を含む。Y軸方向は、Y軸に沿う両方向を含む。Z軸方向は、Z軸に沿う両方向を含む。X軸方向、Y軸方向、及びZ軸方向はその他の方向でもよい。除去装置100は、任意の向きに配置される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
電動車
2日前
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
ロータ
2日前
トヨタ自動車株式会社
電解液
今日
トヨタ自動車株式会社
回転子
今日
トヨタ自動車株式会社
電源装置
今日
トヨタ自動車株式会社
蓄電セル
今日
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
電動車両
今日
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
切断装置
今日
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
蓄電セル
2日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
蓄電セル
2日前
トヨタ自動車株式会社
育苗装置
1日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
塗布装置
2日前
トヨタ自動車株式会社
シフト機構
今日
トヨタ自動車株式会社
電気自動車
今日
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
積層構造体
今日
トヨタ自動車株式会社
電池パック
今日
トヨタ自動車株式会社
電極積層体
1日前
トヨタ自動車株式会社
コネクタ構造
今日
トヨタ自動車株式会社
空間評価装置
今日
トヨタ自動車株式会社
充電システム
今日
トヨタ自動車株式会社
駐車支援方法
今日
トヨタ自動車株式会社
車両診断装置
今日
トヨタ自動車株式会社
車両制御装置
今日
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ