TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064297
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023173931
出願日
2023-10-05
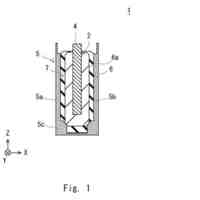
発明の名称
蓄電セルの製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
10/0585 20100101AFI20250410BHJP(基本的電気素子)
要約
【課題】集電箔と樹脂体とを熱溶着しても、シール性に優れる蓄電セルを製造することができる蓄電セルの製造方法が提供される。
【解決手段】本開示の蓄電セルの製造方法は、蓄電セルの製造方法である。前記蓄電セルは、複数のバイポーラ電極を含む電極積層体と、樹脂体と、非水電解液と、を備える。前記樹脂体は、複数の樹脂枠を有する。蓄電セルの製造方法は、前記バイポーラ電極と、前記樹脂枠の1辺を構成する樹脂枠部品とを準備する準備工程と、前記バイポーラ電極の前記集電箔の周縁に前記樹脂枠を熱溶着して、樹脂枠付きバイポーラ電極を形成する溶着工程とを含む。前記溶着工程において、前記集電箔及び前記樹脂枠部品が前記樹脂枠部品の長手方向に引っ張られた引張状態で前記樹脂枠部品を前記集電箔に熱溶着することを繰り返して、前記樹脂枠を形成する。前記引張状態での前記樹脂枠部品の長手方向の前記樹脂枠部品の伸び率は、3%~10%である。
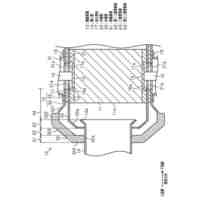
【選択図】図5
特許請求の範囲
【請求項1】
蓄電セルを製造する方法であって、
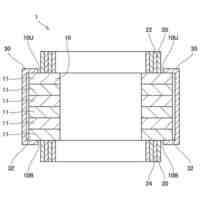
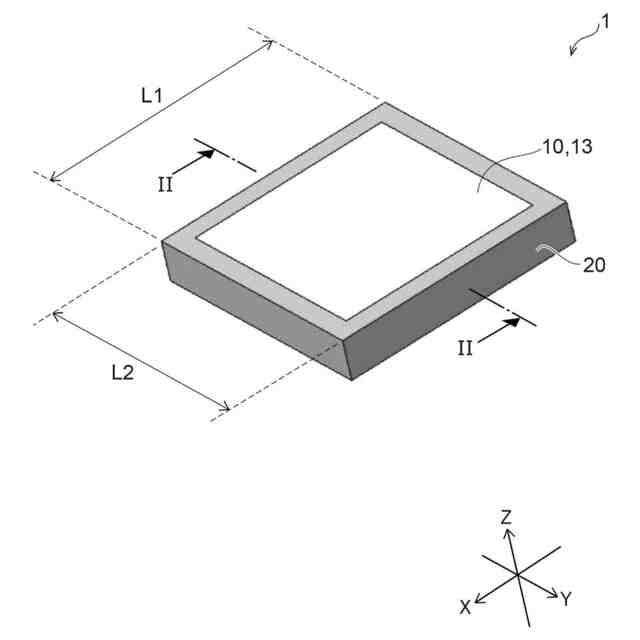
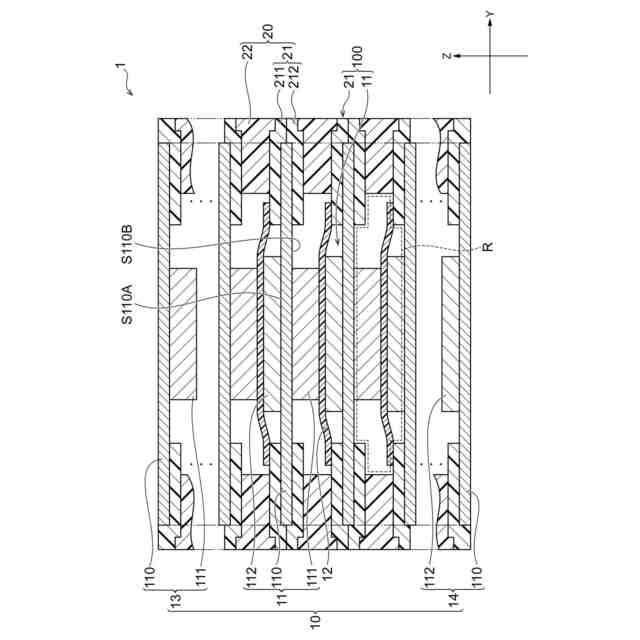
前記蓄電セルが、積層方向に沿ってセパレータを介して積層された複数のバイポーラ電極を含む電極積層体と、隣り合う前記バイポーラ電極の間に内部空間を形成し、かつ前記内部空間を封止する樹脂体と、前記内部空間に収容された非水電解液と、を備え、
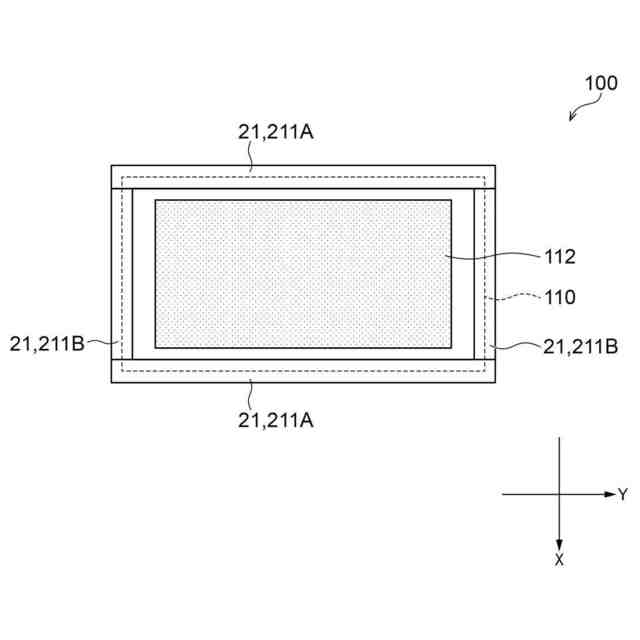
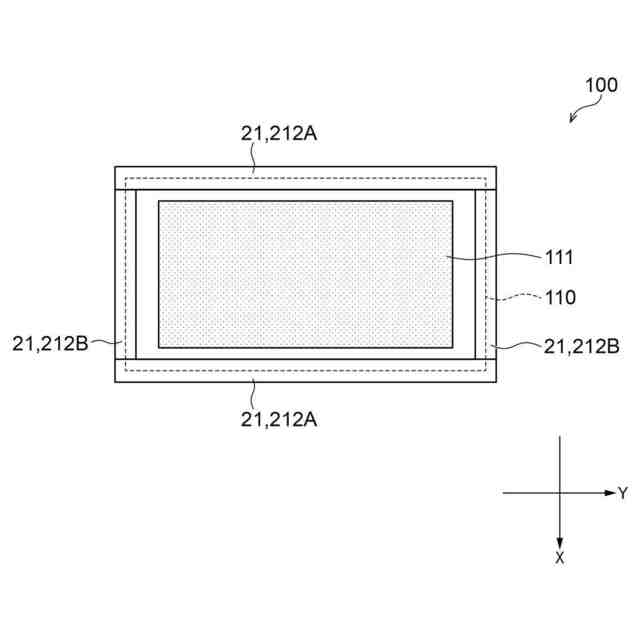
前記バイポーラ電極が、矩形状の集電箔と、前記集電箔の第1主面に形成された正極と、前記集電箔の前記第1主面と反対側の第2主面に形成された負極と、を有し、
前記樹脂体が、前記集電箔の前記第1主面及び前記第2主面の少なくとも一方の周縁に熱溶着している矩形筒状の複数の樹脂枠を有し、
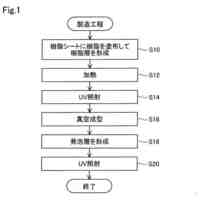
前記バイポーラ電極と、前記樹脂枠の1辺を構成する長方形状の複数の樹脂枠部品と、を準備することと、
前記バイポーラ電極の前記集電箔の周縁に前記樹脂枠を熱溶着して、樹脂枠付きバイポーラ電極を形成することと、
前記樹脂枠付きバイポーラ電極と、前記セパレータとを前記積層方向に交互に積層して、重ね合わせ体を形成することと、
前記重ね合わせ体の側周面を加熱し、複数の前記樹脂枠を一体化して、前記樹脂体を形成することと、
を含み、
前記樹脂枠付きバイポーラ電極を形成することにおいて、前記集電箔及び前記樹脂枠部品が前記樹脂枠部品の長手方向に引っ張られた引張状態で前記樹脂枠部品を前記集電箔に熱溶着することを繰り返して、前記樹脂枠を形成し、
前記引張状態での前記樹脂枠部品の長手方向の前記樹脂枠部品の伸び率が、3%~10%である、蓄電セルの製造方法。
続きを表示(約 310 文字)
【請求項2】
前記樹脂枠付きバイポーラ電極を形成することにおいて、前記引張状態で前記樹脂枠部品を加熱し、次いで前記引張状態で前記樹脂枠部品を冷却することで、前記樹脂枠部品を前記集電箔に熱溶着する、請求項1に記載の蓄電セルの製造方法。
【請求項3】
前記引張状態でのオートグラフで測定される前記樹脂枠部品の張力が、0.07kg/m
2
以下である、請求項1又は請求項2に記載の蓄電セルの製造方法。
【請求項4】
前記樹脂体が、ポリオレフィンを含み、
前記集電箔が、アルミニウム箔と銅箔との貼合箔である、請求項1又は請求項2に記載の蓄電セルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電セルの製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1は、蓄電モジュール(以下、「蓄電セル」ともいう)の製造方法を開示している。当該製造方法は、少なくとも一方の面に凹凸が形成されている金属箔(以下、「集電箔」ともいう)の縁部に樹脂部材(以下、「樹脂体」ともいう)を溶着する溶着工程を含む。前記溶着工程は、第一溶着工程と、第二溶着工程と、を含む。第一溶着工程及び第二溶着工程は、この順で実施される。第一溶着工程では、前記集電箔の縁部に配置された樹脂体を、押圧部材によって第一押圧力で押圧した状態で、前記押圧部材を介して前記樹脂体にエネルギーを付与する。第二溶着工程では、前記第一溶着工程の後に、前記押圧部材へのエネルギーの付与を停止させると共に、前記第一押圧力より大きい第二押圧力で前記樹脂体を押圧する。具体的に、第一溶着工程で、超音波溶着装置又は熱溶着装置を用いることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-40768号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示の製造方法では、第一溶着工程で熱溶着装置を用いると、集電箔と樹脂体との接合部に、シワ及び/又は空洞(樹脂体の未充填部分)が発生するおそれがある。集電箔と樹脂体との接合部にシワ及び/又は空洞が発生すると、蓄電セルの内部の非水電解液が蓄電セル外部に漏れるおそれがある。そのため、集電箔と樹脂体とを熱溶着しても、集電箔と樹脂体との接合部に、シワ及び空洞が発生しにくい蓄電セルの製造方法(すなわち、シール性に優れる蓄電セルの製造方法)が求められている。
【0005】
本開示は、上記実情に鑑みてなされたものである。
本開示の一実施形態が解決しようとする課題は、集電箔と樹脂体とを熱溶着しても、シール性に優れる蓄電セルを製造することができる蓄電セルの製造方法を提供することである。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段には、以下の実施態様が含まれる。
【0007】
<1>本開示の第1態様の蓄電セルの製造方法は、蓄電セルを製造する方法であって、前記蓄電セルが、積層方向に沿ってセパレータを介して積層された複数のバイポーラ電極を含む電極積層体と、隣り合う前記バイポーラ電極の間に内部空間を形成し、かつ前記内部空間を封止する樹脂体と、前記内部空間に収容された非水電解液と、を備え、前記バイポーラ電極が、矩形状の集電箔と、前記集電箔の第1主面に形成された正極と、前記集電箔の前記第1主面と反対側の第2主面に形成された負極と、を有し、前記樹脂体が、前記集電箔の前記第1主面及び前記第2主面の少なくとも一方の周縁に熱溶着している矩枠筒状の複数の樹脂枠を有し、前記バイポーラ電極と、前記樹脂枠の1辺を構成する長方形状の複数の樹脂枠部品と、を準備することと、前記バイポーラ電極の前記集電箔の周縁に前記樹脂枠を熱溶着して、樹脂枠付きバイポーラ電極を形成すること(以下、「溶着工程」ともいう)と、前記樹脂枠付きバイポーラ電極と、前記セパレータとを前記積層方向に交互に積層して、重ね合わせ体を形成することと、前記重ね合わせ体の側周面を加熱し、複数の前記樹脂枠を一体化して、前記樹脂体を形成することと、を含み、前記樹脂枠付きバイポーラ電極を形成することにおいて、前記集電箔及び前記樹脂枠部品が前記樹脂枠部品の長手方向に引っ張られた引張状態で前記樹脂枠部品を前記集電箔に熱溶着することを繰り返して、前記樹脂枠を形成し、前記引張状態での前記樹脂枠部品の長手方向の前記樹脂枠部品の伸び率が、3%~10%である、蓄電セルの製造方法である。
【0008】
本開示において、「熱溶着」とは、公知の熱溶着装置(例えば、ヒートバー等)を用いた溶着を示す。「伸び率」は、下記式(A)で表される。
式(A):伸び率=[(前記引張状態の樹脂枠部品の長手方向の長さ-張力が加えられていない非引張状態の樹脂枠部品の長手方向の長さ)/(前記非引張状態の樹脂枠部品の長手方向の長さ)]×100
【0009】
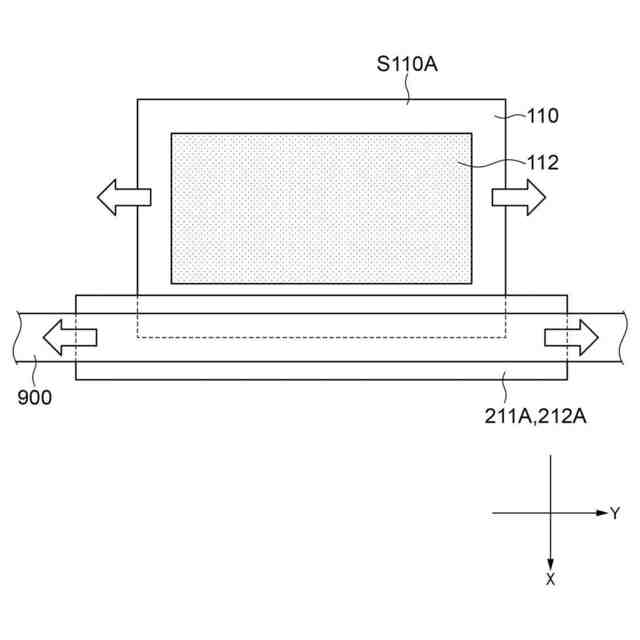
樹脂の線膨張係数と金属の線膨張係数との差異より、加熱後の冷却時において、樹脂の収縮量は、金属の収縮量よりも小さい傾向にある。集電箔及び樹脂枠部品が引っ張られていない非引張状態で、樹脂枠部品を集電箔に熱溶着すると、加熱後の冷却時に、集電箔と樹脂枠部品との接合部にシワ及び/又は空洞が発生するおそれがある。
第1態様の溶着工程では、前記集電箔及び前記樹脂枠部品が前記樹脂枠部品の長手方向に引っ張られた引張状態で前記樹脂枠部品を前記集電箔に熱溶着することを繰り返して、前記樹脂枠を形成する。前記引張状態での前記樹脂枠部品の長手方向の前記樹脂枠部品の伸び率が、3%~10%である。つまり、溶着工程では、加熱後の冷却時に樹脂枠部品の収縮量が集電箔の収縮量と同じとなるように、樹脂枠部品を弾性変形させる。その結果、第1態様では、加熱後の冷却時に、集電箔と樹脂枠部品との接合部にシワ及び空洞は、発生しにくい。換言すると、第1態様の蓄電セルの製造方法は、集電箔と樹脂体とを熱溶着しても、シール性に優れる蓄電セルを製造することができる。
【0010】
<2>本開示の第2態様の蓄電セルの製造方法は、前記樹脂枠付きバイポーラ電極を形成することにおいて、前記引張状態で前記樹脂枠部品を加熱し、次いで前記引張状態で前記樹脂枠部品を冷却することで、前記樹脂枠部品を前記集電箔に熱溶着する、前記<1>に記載の蓄電セルの製造方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
方法
8日前
トヨタ自動車株式会社
車両
20日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
方法
5日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
組電池
8日前
トヨタ自動車株式会社
電動車
19日前
トヨタ自動車株式会社
電動車
5日前
トヨタ自動車株式会社
自動車
12日前
トヨタ自動車株式会社
電動車
19日前
トヨタ自動車株式会社
充電器
13日前
トヨタ自動車株式会社
電動車
4日前
トヨタ自動車株式会社
ロータ
19日前
トヨタ自動車株式会社
蓄電装置
20日前
トヨタ自動車株式会社
蓄電セル
20日前
トヨタ自動車株式会社
制御装置
19日前
トヨタ自動車株式会社
二次電池
19日前
トヨタ自動車株式会社
検査装置
6日前
トヨタ自動車株式会社
駆動装置
19日前
トヨタ自動車株式会社
電動車両
6日前
トヨタ自動車株式会社
電源装置
4日前
トヨタ自動車株式会社
触媒装置
4日前
トヨタ自動車株式会社
判定装置
14日前
トヨタ自動車株式会社
二次電池
19日前
トヨタ自動車株式会社
制御装置
12日前
トヨタ自動車株式会社
電動車両
13日前
トヨタ自動車株式会社
制御装置
14日前
トヨタ自動車株式会社
製造方法
13日前
トヨタ自動車株式会社
充電装置
4日前
トヨタ自動車株式会社
ステータ
4日前
トヨタ自動車株式会社
電動車両
19日前
トヨタ自動車株式会社
接合方法
20日前
トヨタ自動車株式会社
駆動装置
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ