TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068246
公報種別
公開特許公報(A)
公開日
2025-04-28
出願番号
2023178013
出願日
2023-10-16
発明の名称
コンクリート製品の蒸気養生システムおよび方法
出願人
株式会社オーイケ
代理人
個人
主分類
B28B
11/24 20060101AFI20250421BHJP(セメント,粘土,または石材の加工)
要約
【課題】外気温が変動しても一定の品質のコンクリート製品を製造できる蒸気養生システムを提供する。
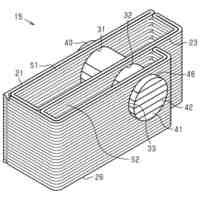
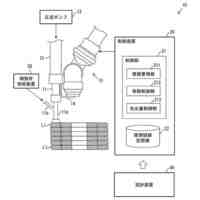
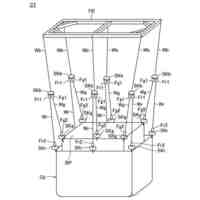
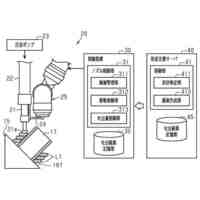
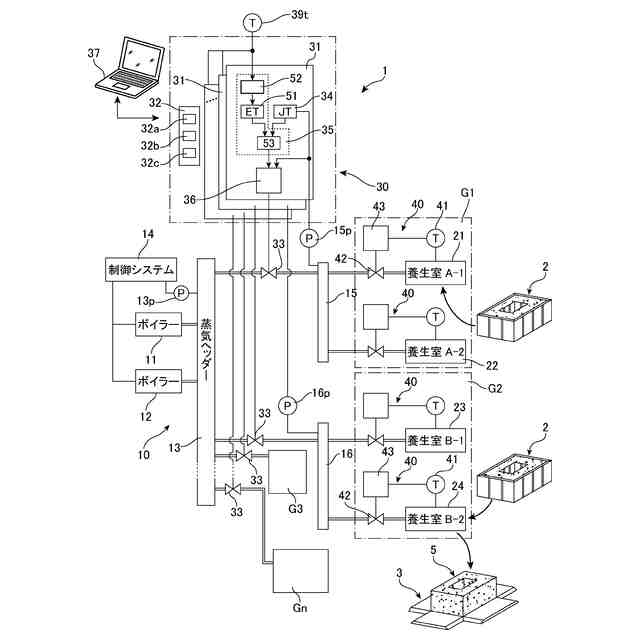
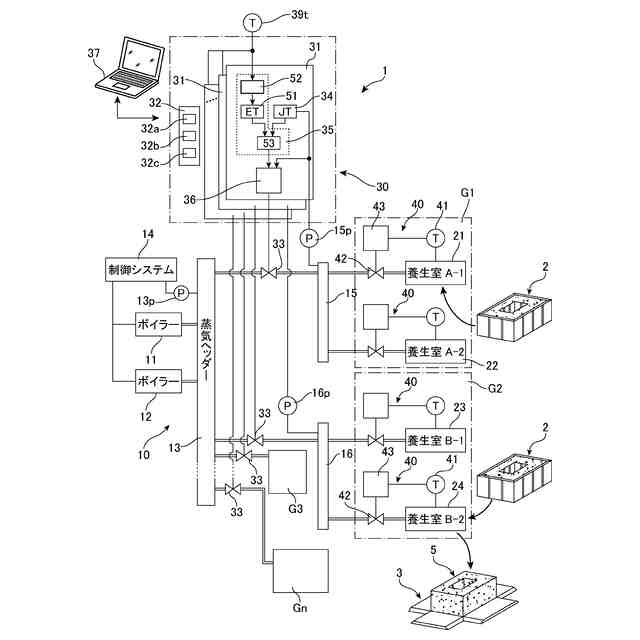
【解決手段】蒸気養生システム1は、養生室21~24へ蒸気を供給する蒸気供給装置10と、外気温を測定する外気温測定ユニット39tと、蒸気が供給された後の経過時間JTを測定するカウンター34と、養生中の外気温を定期的に測定し、外気温に基づき変動するように予め設定された養生時間ETを定期的に更新し、経過時間JTが、更新された養生時間ETを上回ると養生室21~24への蒸気の供給を停止する蒸気供給制御ユニット35とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
養生しようとする、型枠入りのコンクリート製品を収納する養生室へ蒸気を供給する蒸気供給装置と、
外気温を測定する外気温測定ユニットと、
前記養生室への蒸気の供給を制御する制御装置とを有し、
前記制御装置は、前記養生室へ蒸気が供給された後の経過時間を測定する経過時間測定ユニットと、
前記外気温に基づき変動するように予め設定された養生時間を、前記経過時間中に定期的に測定された前記外気温に基づき定期的に更新し、前記経過時間が、更新された前記養生時間を上回ると前記養生室への蒸気の供給を停止する蒸気供給制御ユニットとを含む、コンクリート製品の蒸気養生システム。
続きを表示(約 1,900 文字)
【請求項2】
請求項1において、
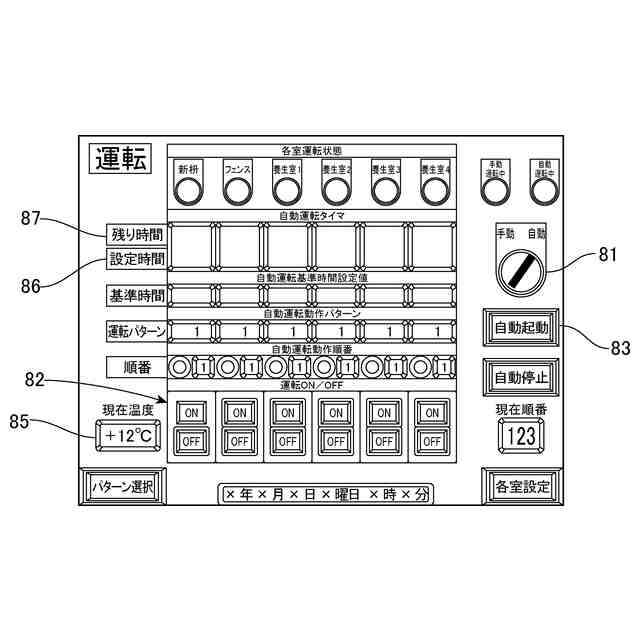
前記養生室の室温を測定する室温測定ユニットと、
前記養生室へ供給される蒸気の量を制御することにより、前記室温を前記経過時間に基づき設定された温度に制御する室温制御ユニットとをさらに有する、蒸気養生システム。
【請求項3】
請求項1において、
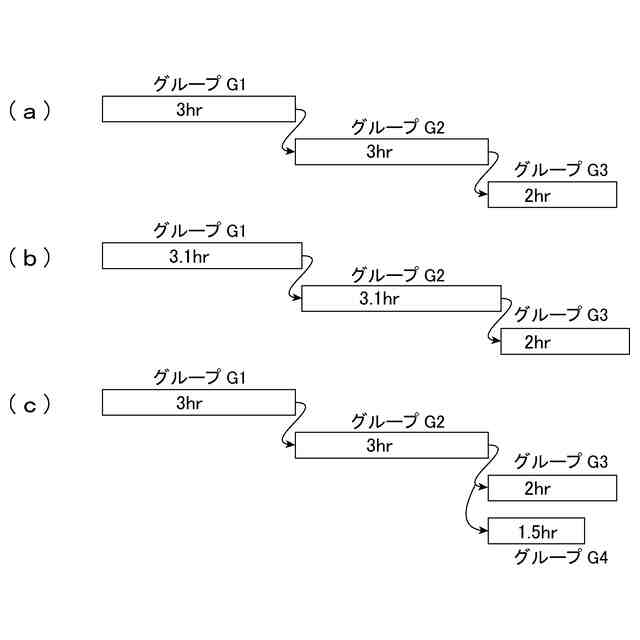
前記蒸気供給装置は、複数の前記養生室を複数のグループに分けて蒸気を供給する経路を含み、
前記制御装置は、前記複数のグループのそれぞれについて蒸気の供給を制御する複数のグループ制御ユニットを含み、
前記複数のグループ制御ユニットのそれぞれは、前記複数のグループのそれぞれの経過時間を測定する前記経過時間測定ユニットと、
前記複数のグループのそれぞれの前記経過時間と、前記複数のグループのそれぞれに対し予め前記外気温に基づき変動するように設定された前記グループごとの前記養生時間であって、前記複数のグループのそれぞれの前記経過時間中の前記外気温に基づき定期的に更新された前記グループごとの養生時間とに基づき、前記複数のグループのそれぞれに対する蒸気の供給を制御する前記蒸気供給制御ユニットとを含む、蒸気養生システム。
【請求項4】
請求項3において、
前記制御装置は、前記複数のグループの中の第1のグループに対する蒸気の供給を開始した後に、前記第1のグループの前記経過時間が、前記第1のグループに対して定期的に更新された前記養生時間を超えると、前記第1のグループに対する蒸気の供給を停止し、前記複数のグループの中の第2のグループに対する蒸気の供給を開始する、第1の制御ユニットを含む、蒸気養生システム。
【請求項5】
請求項3または4において、
前記制御装置は、前記複数のグループの中の第1のグループの前記経過時間と、前記複数のグループの中の第3のグループの前記経過時間とが重複するタイミングで蒸気の供給を開始する第2の制御ユニットを含む、蒸気養生システム。
【請求項6】
請求項1において、
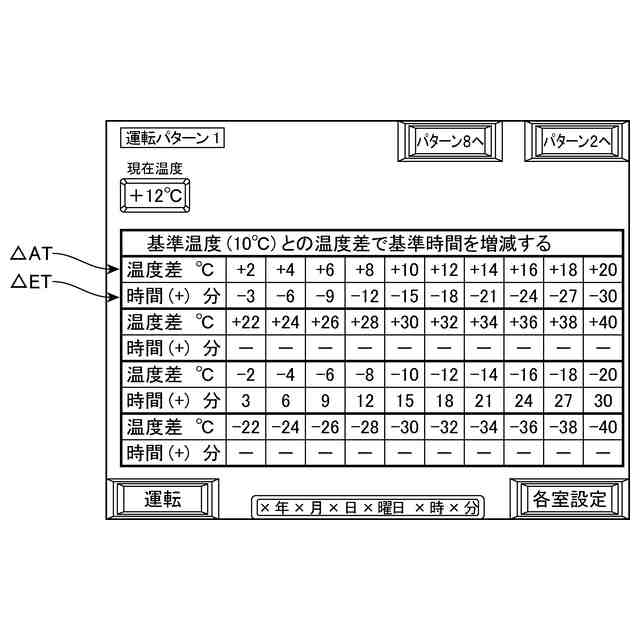
前記蒸気供給制御ユニットは、予め設定された第1の外気温に対する前記定期的に測定された外気温の温度差に基づき、前記第1の外気温に対して予め設定された第1の養生時間に対して時間を増加または減少することにより、前記養生時間を更新する機能を含む、蒸気養生システム。
【請求項7】
養生しようとする、型枠入りのコンクリート製品を収納する養生室へ蒸気を供給する蒸気供給装置の制御装置であって、
外気温に基づき変動するように予め設定された養生時間を、前記養生室へ蒸気が供給された後の経過時間中に測定された前記外気温に基づき定期的に更新し、前記経過時間が、更新された前記養生時間を上回ると前記養生室への蒸気の供給を停止する蒸気供給制御ユニットを有する、制御装置。
【請求項8】
養生しようとする、型枠入りのコンクリート製品を収納する養生室へ蒸気を供給して養生することを含むコンクリート製品の製造方法であって、
前記蒸気を供給して養生することは、前記養生室へ蒸気を供給した後の経過時間を測定することと、
外気温に基づき変動するように予め設定された養生時間を、前記経過時間中に定期的に測定された前記外気温に基づき定期的に更新し、前記経過時間が、定期的に求められた前記養生時間を上回ると前記養生室への蒸気の供給を停止することとを有する、製造方法。
【請求項9】
請求項8において、
前記蒸気を供給して養生することは、前記養生室へ供給される蒸気の量を制御することにより、室温を前記経過時間に基づき設定された温度に制御することを有する、製造方法。
【請求項10】
請求項8または9において、
前記蒸気を供給して養生することは、複数の前記養生室を複数のグループに分けて蒸気を供給することを含み、
前記複数の養生室を複数のグループに分けて蒸気を供給することは、前記複数のグループのそれぞれの経過時間を測定することと、
前記複数のグループのそれぞれの前記経過時間と、前記複数のグループのそれぞれに対し予め前記外気温に基づき変動するように設定された前記グループごとの前記養生時間であって、前記複数のグループのそれぞれの前記経過時間中の前記外気温に基づき定期的に更新された前記グループごとの養生時間とに基づき、前記複数のグループのそれぞれに対する蒸気の供給を制御することとを含む、製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、蒸気養生を含む、コンクリート製品の蒸気養生システムおよび方法に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1には、ダム等のマスコンクリート構造物を造成する際に、夏期や冬期によって変化する外気温に応じてひび割れの発生を防止しながらできるだけ短期間で養生することができるマスコンクリートの養生方法を提供することが記載されている。また、予め、異なる外気温毎に、それぞれの外気温におけるコンクリートの最適な養生温度パターンを実大の模型実験から得られる温度履歴と応力度等に基づいて作成しておき、マスコンクリート構造物を築造する際に、その時(コンクリート打設時)の外気温に応じた養生温度パターンのテーブルを選択してその養生温度パターンに基づいて打設したコンクリートの養生を行うことが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-344437号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
側溝用ブロック、雨水貯留浸透枡、ハンドホール、油水分離槽、L型擁壁、配線用ボックスなどのコンクリート製品を工場にてプレハブする際もコンクリートの硬化を促進するために蒸気養生を採用することが多い。セメントは水を加え練り混ぜることによって化学反応し、凝結へと向かう。主要なセメント水和物は、珪酸カルシウム水和物(トベルモライト)、水酸化カルシウム、アルミン酸カルシウム水和物、カルシウムサルホアルミネート水和物であり、硬化の主役はエーライト(珪酸三カルシウム13CaO・Si02)とビーライト珪酸三カルシウム(2CaO・Si02)である。トベルモライトが糊の作用をして硬化する。また、セメントの水和反応は発熱反応であり、硬化過程において水和熱を発する。
【0005】
養生とは、コンクリートを充分に硬化させる作業である。初期養生の過程で熱を与えることにより、分子の活性が起こり硬化速度が速くなる。また、養生の際の湿度も重要である。養生中にコンクリートが乾燥すると水和反応が十分に行われないため、硬化しにくく、また乾燥収縮という問題もある。したがって、養生は湿潤状態で行うのが好ましく、蒸気養生が採用される。
【0006】
工場プレハブされるコンクリート製品は、型枠の回転率の向上および製品の早期出荷を可能にするために、常圧蒸気養生が採用されることが多い。蒸気養生は、養生室または養生槽という特別な部屋を作り、蒸気発生源であるボイラーで発生させた蒸気を所定の養生室へ通気し、型枠内のコンクリートを加温加湿することにより、強度の発現を促進する。養生室で型枠入りのコンクリート構造物(コンクリート製品)を加温加湿する場合でも、外気の影響を完全に遮断することはできない。蒸気養生において、蒸気を生成するボイラーで消費される燃料量を低減することは重要な課題の1つであるが、蒸気養生後の型枠入りのコンクリート製品が脱型できる程度に十分に硬化していないと、脱型の作業時に製品が破損、落下する事による怪我の発生や、機械設備の損傷などといったリスクが高まる。
【0007】
したがって、養生室においてコンクリート製品を蒸気養生する場合も、夏季は養生時間を短くし、冬季は養生時間を長くするということが行われるが養生時間の設定は経験に基づくものでしかない。特に、蒸気養生に数時間を費やすので、蒸気養生は夜間に行われることが多く、養生時間の設定は蒸気の供給を開始するときの外気温が考慮される程度であった。このため、冬季において外気温が急激に低下すると、翌朝、設定された養生時間が経過した後であっても、コンクリート製品が脱型可能な強度に達していないことがあり得る。一方、養生時間を過剰に設定するとボイラーで消費される燃料を節約できない。また、大量の、または多品種のコンクリート製品を製造する場合は、数多くの養生室が必要となるが、それらに対応してボイラー設備を増強することは製造コストへの影響が大きく、対策が必要となっている。
【課題を解決するための手段】
【0008】
本発明の一態様は、養生しようとする、型枠入りのコンクリート製品を収納する養生室へ蒸気を供給する蒸気供給装置を有するコンクリート製品の蒸気養生システムである。この蒸気養生システムは、さらに、外気温を測定する外気温測定ユニットと、養生室への蒸気の供給を制御する制御装置とを有する。制御装置は、養生室へ蒸気が供給された後の経過時間を測定する経過時間測定ユニットと、外気温に基づき変動するように予め設定された養生時間を、経過時間中に定期的に測定された外気温に基づき定期的に更新し、経過時間が、更新された養生時間を上回ると養生室への蒸気の供給を停止する蒸気供給制御ユニットとを含む。
【0009】
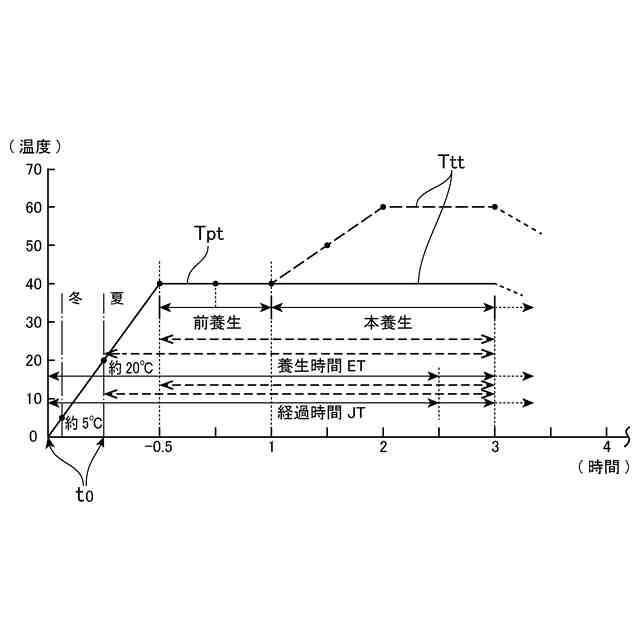
この蒸気養生システムにおいては、コンクリートを型枠に打設したとき、あるいは養生を開始するときといった、養生を開始する前の条件のみで養生時間を一義的に決定する代わりに、養生中の外気温の変化をトレースし、養生中の外気温により、養生室への蒸気の供給を停止するタイミングを決定し、養生の終了を促す。したがって、養生中に外気温が低下すれば自動的に養生の終了は延長されるので養生時間の初期設定を、夜間の温度変化を見越した余裕を含めた、長時間に設定する必要はなく、ボイラーで消費される燃料を節約できる。また、夜間の外気温が予想に反して低下した場合であっても、十分な養生時間が自動的に確保されるので、蒸気養生後の型枠入りのコンクリート製品が脱型できる程度に十分に硬化していないといった事態を未然に防止できる。
【0010】
蒸気養生システムは、養生室の室温を測定する室温測定ユニットと、養生室へ供給される蒸気の量を制御することにより、室温を経過時間に基づき設定された温度に制御する室温制御ユニットとをさらに有していてもよい。コンクリート製品を蒸気養生する際に前養生、本養生などの多段階で温度制御することが可能となり、蒸気の供給制御とは独立して、室温制御を行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
杭切断装置
9か月前
峰岸株式会社
ドリルビット
5か月前
株式会社丸高工業
湿式穿孔工具
4か月前
株式会社大林組
形成方法
6か月前
株式会社大林組
構造物形成方法
9か月前
ジャパンライフ株式会社
段差形成治具
8か月前
株式会社コンセック
ワイヤーソー装置
7か月前
株式会社大林組
形成方法及び形成装置
4か月前
株式会社大林組
構造体の製造方法
1か月前
株式会社大林組
構造体の製造方法
1か月前
モリ技巧株式会社
コンクリートスラリー処理装置
7か月前
株式会社エアテックジャパン
粗面加工工具
8か月前
株式会社マキタ
作業機
6か月前
第一セラモ株式会社
セッター及び焼結体の製造方法
8か月前
株式会社奥村組
積層コンクリート集合体の養生方法
2か月前
芝浦メカトロニクス株式会社
基板分離装置
2か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
1か月前
株式会社Polyuse
構造物の製造方法
5か月前
株式会社Polyuse
造形物の製造方法
5か月前
シンクス株式会社
室内ボード面の穴開け加工装置
8か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
2か月前
株式会社エンプラス
流体取扱装置
7か月前
カヤバ株式会社
ミキサドラム制御装置
6か月前
株式会社大林組
構造物形成方法及び構造物形成システム
1か月前
日本碍子株式会社
分類方法
8か月前
カヤバ株式会社
ミキサドラムの制御装置
3か月前
株式会社ディスコ
板状物の加工方法
8か月前
株式会社ディスコ
板状物の加工方法
8か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
18日前
三井金属鉱業株式会社
構造体製造装置及び構造体製造方法
7か月前
株式会社冨士機
生コンクリート製造プラント
6か月前
大成建設株式会社
積層体の製造方法
7か月前
株式会社ホリ・コン
ダイヤモンドビット
7か月前
鉄建建設株式会社
鉄筋コンクリート構造物の製造方法
5か月前
独立行政法人国立高等専門学校機構
砂粒子の硬化成形物の製造方法
2か月前
株式会社オーイケ
コンクリート製品の蒸気養生システムおよび方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ