TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024155635
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2023071822
出願日
2023-04-25
発明の名称
構造体製造装置及び構造体製造方法
出願人
三井金属鉱業株式会社
代理人
個人
,
個人
主分類
B28B
11/04 20060101AFI20241024BHJP(セメント,粘土,または石材の加工)
要約
【課題】多孔質基材の外周部分と中心部分とにおいて形成されるスラリー層の長さの差異を小さくする。
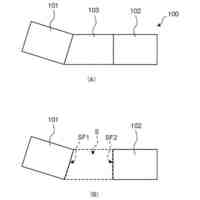
【解決手段】構造体製造装置は、一方端面及び他方端面を有する多孔質基材と、多孔質基材の内部に保持された機能層と、を含む構造体を製造する。構造体製造装置は、フィルム被覆部、スラリー供給部、及びスラリー吸引部を含む。フィルム被覆部は、一方端面及び他方端面の間に位置する外周側面を、樹脂フィルムで被覆する。スラリー供給部は、多孔質基材の一方端面に、機能層を形成する機能材料を含むスラリーを供給する。スラリー吸引部は、スラリー供給部により多孔質基材に供給されたスラリーを、樹脂フィルムで被覆された多孔質基材の他方端面から吸引する。
【選択図】図14
特許請求の範囲
【請求項1】
軸方向における一方側の端面である一方端面及び前記軸方向における他方側の端面である他方端面を有する多孔質基材と、前記多孔質基材の内部に保持された機能層と、を含む構造体を製造する装置であって、
前記多孔質基材の前記一方端面及び前記他方端面の間に位置する外周側面を、樹脂フィルムで被覆するフィルム被覆部と、
前記多孔質基材の前記一方端面に、前記機能層を形成する機能材料を含むスラリーを供給するスラリー供給部と、
前記スラリー供給部により前記多孔質基材に供給された前記スラリーを、前記樹脂フィルムで被覆された前記多孔質基材の前記他方端面から吸引するスラリー吸引部と、を備える、構造体製造装置。
続きを表示(約 1,400 文字)
【請求項2】
前記フィルム被覆部は、
前記外周側面の周長よりも長い周長を有する筒状の前記樹脂フィルムを、前記樹脂フィルムの内面と前記多孔質基材の前記外周側面とが対面するように、配置するフィルム配置部と、
前記外周側面に対面する前記樹脂フィルムを加熱するフィルム加熱部と、を含み、
前記フィルム加熱部によって加熱された前記樹脂フィルムは、収縮して前記外周側面に接触する、請求項1に記載の構造体製造装置。
【請求項3】
前記フィルム被覆部は、前記外周側面の前記一方側の周縁が前記樹脂フィルムから露出するように、前記樹脂フィルムで前記外周側面を被覆する、請求項1又は2に記載の構造体製造装置。
【請求項4】
前記外周側面のうちの前記外周側面の前記一方側の周縁から前記樹脂フィルムの前記一方側の周縁までの領域に接触して、前記領域を封止する封止部を、更に備える、請求項3に記載の構造体製造装置。
【請求項5】
前記フィルム被覆部は、前記外周側面の前記他方側の周縁が前記樹脂フィルムから露出するように、前記樹脂フィルムで前記外周側面を被覆する、請求項1又は2に記載の構造体製造装置。
【請求項6】
前記外周側面のうちの前記外周側面の前記他方側の周縁から前記樹脂フィルムの前記他方側の周縁までの領域に接触して、前記領域を封止する封止部を、更に備える、請求項5に記載の構造体製造装置。
【請求項7】
前記樹脂フィルムで被覆された前記多孔質基材から前記樹脂フィルムを除去するフィルム除去部を更に備え、
前記フィルム除去部は、前記樹脂フィルムのうちの、前記外周側面の周方向における一部の領域であって前記軸方向における全長に亘る領域を、加熱して、当該領域を切断するフィルム切断部を含む、請求項1又は2に記載の構造体製造装置。
【請求項8】
軸方向における一方側の端面である一方端面及び前記軸方向における他方側の端面である他方端面を有する多孔質基材と、前記多孔質基材の内部に保持された機能層と、を含む構造体を製造する方法であって、
前記多孔質基材の前記一方端面及び前記他方端面の間に位置する外周側面を、樹脂フィルムで被覆するフィルム被覆工程と、
前記多孔質基材の前記一方端面に前記機能層を形成する機能材料を含むスラリーを供給するスラリー供給工程と、
前記樹脂フィルムで前記外周側面を被覆された前記多孔質基材の前記他方端面から前記スラリーを吸引するスラリー吸引工程と、を備える、構造体製造方法。
【請求項9】
前記樹脂フィルムで被覆された前記多孔質基材に前記一方端面及び前記他方端面の一方から気体を供給し、前記多孔質基材内の前記スラリーを乾燥するスラリー乾燥工程を、更に備える、請求項8に記載の構造体製造方法。
【請求項10】
前記樹脂フィルムで被覆された前記多孔質基材から前記樹脂フィルムを除去するフィルム除去工程と、
前記フィルム除去工程の後に実施される工程であって、前記多孔質基材内の前記スラリーを焼成するスラリー焼成工程と、を更に備える、請求項8に記載の構造体製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、構造体製造装置及び構造体製造方法に関し、特に、基材に対して機能材料を含むスラリーを供給する構造体製造装置及び構造体製造方法に関する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
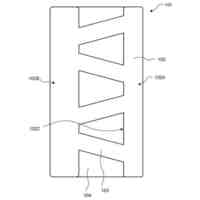
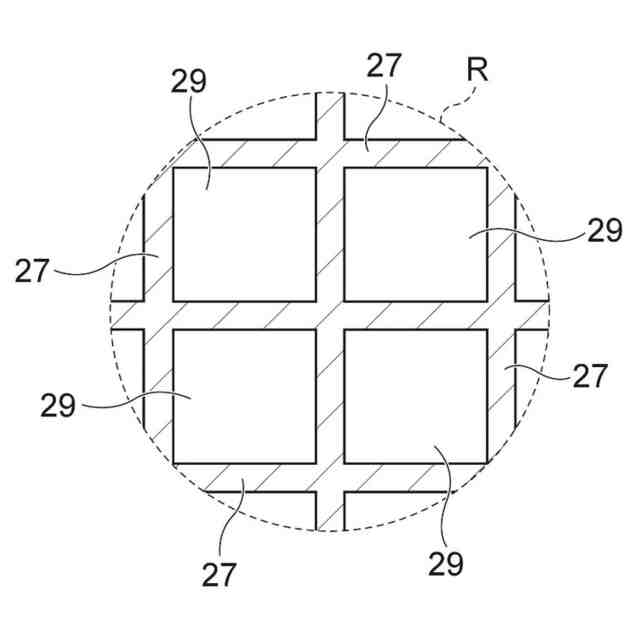
従来、多孔質基材と、多孔質基材の内部に保持された機能層と、を有する構造体が知られている。多孔質基材は、多孔質の筒状部と、多孔質の隔壁部と、を含む。多孔質基材は、隔壁部によって仕切られた多数のセルを含む。機能層は、機能材料を含んだスラリーをセル内に供給し、セル内に形成されたスラリー層を乾燥及び焼成することによって、作製され得る。機能層として、触媒機能を有した触媒層が例示される。機能層が触媒層である構造体は、排ガス浄化用触媒装置に使用され得る。
【0003】
特許文献1において言及されているように、スラリーは、多孔質基材の一方側の端面に供給される。スラリーは多孔質基材の他方側の端面から吸引される。このようにして、多孔質基材の一方側から他方側へ向けてスラリー層を形成する。
【0004】
多孔質基材は最外部に位置する筒状部も多孔質であるため、上述した方法でスラリー層を形成する場合、多孔質基材の周囲の気体が、多孔質の筒状部を通過して、多孔質基材の内部に流入し得る。筒状部から気体が流入することにより、多孔質基材の外周部分では、筒状部から離れた中心部分と比較して、スラリーの吸引力が低下する。結果として、多孔質基材の外周部分に形成されるスラリー層の軸方向に沿った長さは、多孔質基材の中心部分に形成されるスラリー層の軸方向に沿った長さよりも短くなる。スラリー層の軸方向に沿った長さが短い外周部分には、意図せず機能層が形成されていない領域が生じる。この場合、構造体が期待された機能を安定して発揮することができない。
【先行技術文献】
【特許文献】
【0005】
特開2006-15205号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、以上の点を考慮してなされたものであって、多孔質基材の内部にスラリーを吸引する際に、多孔質基材の外周部分と中心部分とにおいて形成されるスラリー層の長さの差異を小さくすることを目的とする。
【課題を解決するための手段】
【0007】
本発明は、以下の発明を包含する。
[1] 軸方向における一方側の端面である一方端面及び前記軸方向における他方側の端面である他方端面を有する多孔質基材と、前記多孔質基材の内部に保持された機能層と、を含む構造体を製造する装置であって、
前記多孔質基材の前記一方端面及び前記他方端面の間に位置する外周側面を、樹脂フィルムで被覆するフィルム被覆部と、
前記多孔質基材の前記一方端面に、前記機能層を形成する機能材料を含むスラリーを供給するスラリー供給部と、
前記スラリー供給部により前記多孔質基材に供給された前記スラリーを、前記樹脂フィルムで被覆された前記多孔質基材の前記他方端面から吸引するスラリー吸引部と、を備える、構造体製造装置。
[2] 前記フィルム被覆部は、
前記フィルム被覆部は、
前記外周側面の周長よりも長い周長を有する筒状の前記樹脂フィルムを、前記樹脂フィルムの内面と前記多孔質基材の前記外周側面とが対面するように、配置するフィルム配置部と、
前記外周側面に対面する前記樹脂フィルムを加熱するフィルム加熱部と、を含み、
前記フィルム加熱部によって加熱された前記樹脂フィルムは、収縮して前記外周側面に接触する、[1]に記載の構造体製造装置。
[3] 前記フィルム被覆部は、前記外周側面の前記一方側の周縁が前記樹脂フィルムから露出するように、前記樹脂フィルムで前記外周側面を被覆する、[1]又は[2]に記載の構造体製造装置。
[4] 前記外周側面のうちの前記外周側面の前記一方側の周縁から前記樹脂フィルムの前記一方側の周縁までの領域に接触して、前記領域を封止する封止部を、更に備える、[3]に記載の構造体製造装置。
[5] 前記フィルム被覆部は、前記外周側面の前記他方側の周縁が前記樹脂フィルムから露出するように、前記樹脂フィルムで前記外周側面を被覆する、[1]~[4]のいずれか一項に記載の構造体製造装置。
[6] 前記外周側面のうちの前記外周側面の前記他方側の周縁から前記樹脂フィルムの前記他方側の周縁までの領域に接触して、前記領域を封止する封止部を、更に備える、[5]に記載の構造体製造装置。
[7] 前記樹脂フィルムで被覆された前記多孔質基材から前記樹脂フィルムを除去するフィルム除去部を更に備え、
前記フィルム除去部は、前記樹脂フィルムのうちの、前記外周側面の周方向における一部の領域であって前記軸方向における全長に亘る領域を、加熱して、当該領域を切断するフィルム切断部を含む、[1]~[6]のいずれか一項に記載の構造体製造装置。
[8] 軸方向における一方側の端面である一方端面及び前記軸方向における他方側の端面である他方端面を有する多孔質基材と、前記多孔質基材の内部に保持された機能層と、を含む構造体を製造する方法であって、
前記多孔質基材の前記一方端面及び前記他方端面の間に位置する外周側面を、樹脂フィルムで被覆するフィルム被覆工程と、
前記多孔質基材の前記一方端面に前記機能層を形成する機能材料を含むスラリーを供給するスラリー供給工程と、
前記樹脂フィルムで前記外周側面を被覆された前記多孔質基材の前記他方端面から前記スラリーを吸引するスラリー吸引工程と、を備える、構造体製造方法。
[9] 前記樹脂フィルムで被覆された前記多孔質基材に前記一方端面及び前記他方端面の一方から気体を供給し、前記多孔質基材内の前記スラリーを乾燥するスラリー乾燥工程を、更に備える、[8]に記載の構造体製造方法。
[10] 前記樹脂フィルムで被覆された前記多孔質基材から前記樹脂フィルムを除去するフィルム除去工程と、
前記フィルム除去工程の後に実施される工程であって、前記多孔質基材内の前記スラリーを焼成するスラリー焼成工程と、を更に備える、[8]又は[9]に記載の構造体製造方法。
[11] 前記フィルム被覆工程は、
前記外周側面の周長よりも長い周長を有する筒状の樹脂フィルムを、前記樹脂フィルムの内面と前記多孔質基材の前記外周側面とが対面するように、配置するフィルム配置工程と、
前記外周側面に対面して配置された前記樹脂フィルムを加熱して収縮させることにより、前記樹脂フィルムを前記外周側面に接触させるフィルム接触工程と、を含む、[8]~[10]のいずれか一項に記載の構造体製造方法。
[12] 前記フィルム被覆工程において、前記外周側面の前記一方側の周縁が前記樹脂フィルムから露出するように、前記樹脂フィルムで前記外周側面を被覆する、[8]~[11]のいずれか一項に記載の構造体製造方法。
[13] 前記スラリー吸引工程の前に実施される工程であって、前記外周側面のうちの前記外周側面の前記一方側の周縁から前記樹脂フィルムの前記一方側の周縁までの領域に、封止部を接触させる封止工程を、更に備える、[12]に記載の構造体製造方法。
[14] 前記フィルム被覆工程において、前記外周側面の前記他方側の周縁が前記樹脂フィルムから露出するように、前記樹脂フィルムで前記外周側面を被覆する、[8]~[13]のいずれか一項に記載の構造体製造方法。
[15] 前記スラリー吸引工程の前に実施される工程であって、前記外周側面のうちの前記外周側面の前記他方側の周縁から前記樹脂フィルムの前記他方側の周縁までの領域に、封止部を接触させる封止工程を、更に備える、[14]に記載の構造体製造方法。
[16] 前記多孔質基材から前記樹脂フィルムを除去するフィルム除去工程を、更に備え、
前記フィルム除去工程において、前記樹脂フィルムのうちの、前記外周側面の周方向における一部の領域であって前記軸方向における全長に亘る領域を、加熱することにより、当該領域において前記樹脂フィルムを切断する、[8]~[15]のいずれか一項に記載の構造体製造方法。
【発明の効果】
【0008】
本発明によれば、多孔質基材の内部にスラリーを吸引する際に、多孔質基材の外周部分と中心部分とにおいて形成されるスラリー層の長さの差異を小さくすることができる。
【図面の簡単な説明】
【0009】
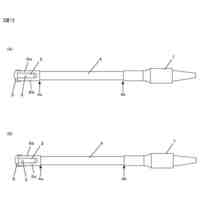
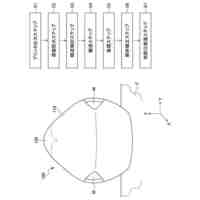
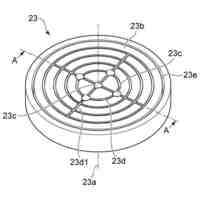
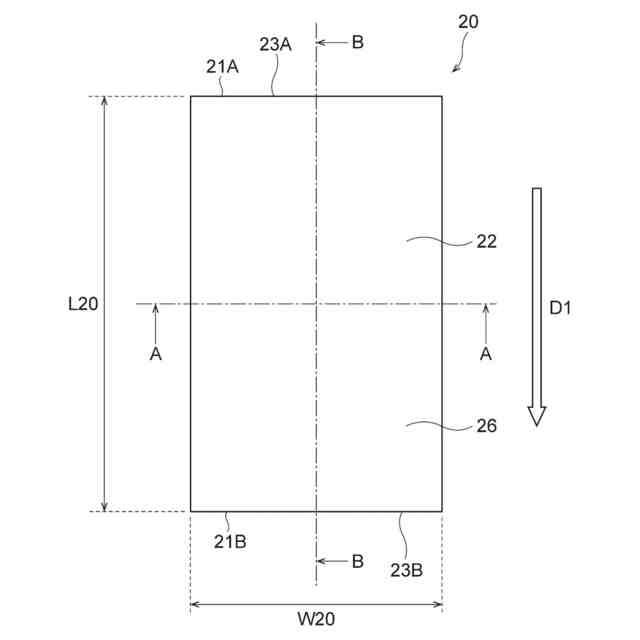
図1は、一実施の形態を説明するための図であって、構造体の一例を示す側面図である。
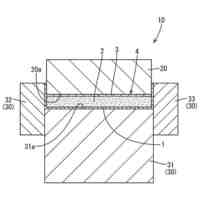
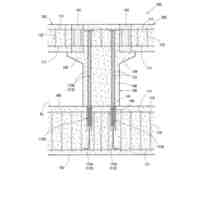
図2は、図1のA-A線に沿った断面図である。
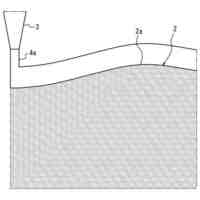
図3は、図2のR部分を拡大して示す断面図である。
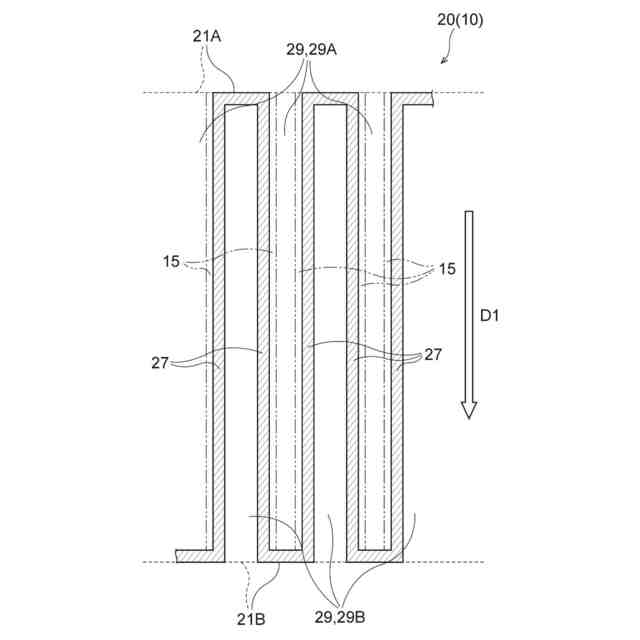
図4は、図1のB-B線に沿った断面図である。
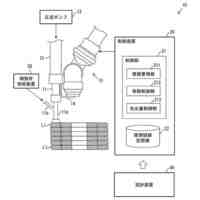
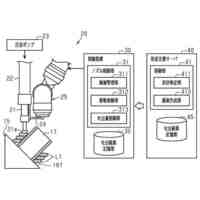
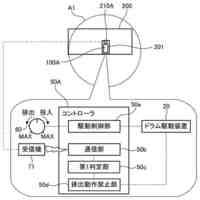
図5は、一実施の形態を説明するための図であって、構造体製造装置の全体構成を示すブロック図である。
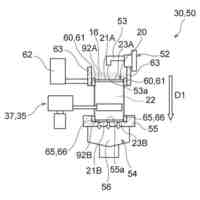
図6は、構造体製造装置に含まれる搬送部の一例を示す正面図である。
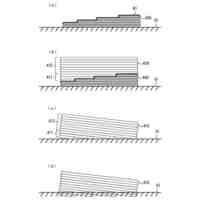
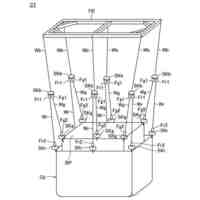
図7は、構造体製造装置に含まれるフィルム被覆部の一例を示す正面図である。
図8は、図7のフィルム被覆部を別の状態で示す正面図である。
図9は、図7のフィルム被覆部を更に別の状態で示す正面図である。
図10は、図7のフィルム被覆部を更に別の状態で示す正面図である。
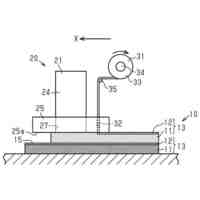
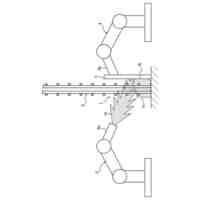
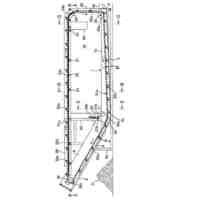
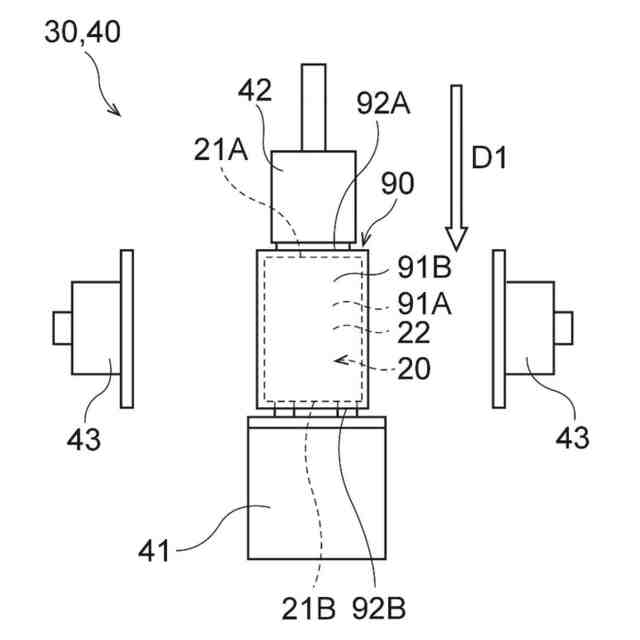
図11は、構造体製造装置に含まれるスラリー塗布部の一例を示す正面図である。
図12は、図11のスラリー塗布部を別の状態で示す正面図である。
図13は、図11のスラリー塗布部を更に別の状態で示す正面図である。
図14は、図11のスラリー塗布部を更に別の状態で示す正面図である。
図15は、構造体製造装置に含まれるフィルム除去部の一例を示す正面図である。
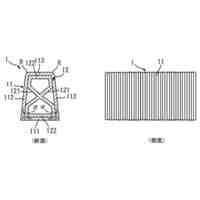
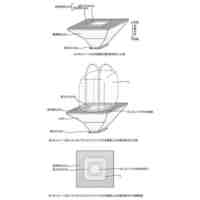
図16は、図15に示されたフィルム除去部によって処理される多孔質基材及び樹脂フィルムを示す斜視図である。
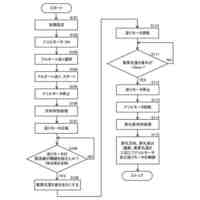
図17は、構造体製造方法の一例を示すフロチャートである。
図18は、図4に対応する断面図であって、図17の構造体製造方法におけるスラリー吸引工程における多孔質基材を示す図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して本発明の一実施の形態について説明する。本明細書に添付する図面においては、図示と理解のしやすさの便宜上、適宜縮尺及び縦横の寸法比等を、実物のそれらから変更し誇張してある。また、一部の図において示された構成等が、他の図において省略されていることもある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
峰岸株式会社
ドリルビット
8か月前
株式会社大林組
形成方法
9か月前
株式会社丸高工業
湿式穿孔工具
8か月前
株式会社大林組
積層材成型方法
1か月前
ジャパンライフ株式会社
段差形成治具
11か月前
株式会社コンセック
ワイヤーソー装置
10か月前
株式会社大林組
形成方法及び形成装置
8か月前
株式会社大林組
構造体の製造方法
4か月前
個人
石膏板の製造方法
1か月前
株式会社大林組
構造体の製造方法
4か月前
株式会社シブヤ
穿孔装置
2か月前
セレンディクス株式会社
構造物の製造方法
1か月前
株式会社エアテックジャパン
粗面加工工具
12か月前
モリ技巧株式会社
コンクリートスラリー処理装置
10か月前
セレンディクス株式会社
建築物の製造方法
2か月前
株式会社マキタ
作業機
9か月前
第一セラモ株式会社
セッター及び焼結体の製造方法
12か月前
株式会社奥村組
積層コンクリート集合体の養生方法
5か月前
芝浦メカトロニクス株式会社
基板分離装置
5か月前
株式会社Polyuse
構造物の製造方法
8か月前
シンクス株式会社
室内ボード面の穴開け加工装置
11か月前
株式会社Polyuse
造形物の製造方法
8か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
4か月前
本多産業株式会社
コンクリート離型剤
2か月前
カヤバ株式会社
ミキサドラム制御装置
9か月前
株式会社エンプラス
流体取扱装置
10か月前
株式会社熊谷組
骨材管理システムおよび骨材管理方法
1か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
5か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
3か月前
株式会社大林組
構造物形成方法及び構造物形成システム
4か月前
カヤバ株式会社
ミキサドラムの制御装置
6か月前
株式会社冨士機
生コンクリート製造プラント
9か月前
三井金属鉱業株式会社
構造体製造装置及び構造体製造方法
11か月前
株式会社エコシステム
混合ユニット、及び、混練物製造プラント
23日前
太平洋マテリアル株式会社
吹付用ノズル
1日前
鉄建建設株式会社
鉄筋コンクリート構造物の製造方法
8か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ