TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025068959
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023179097
出願日
2023-10-17
発明の名称
コンクリート部材の製造方法及びコンクリート部材
出願人
東急建設株式会社
,
川田建設株式会社
代理人
弁護士法人クレオ国際法律特許事務所
主分類
B28B
11/24 20060101AFI20250422BHJP(セメント,粘土,または石材の加工)
要約
【課題】蒸気養生を行っても薄肉部となる側縁にひび割れを発生させることのないコンクリート部材の製造方法を提供する。
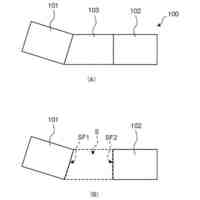
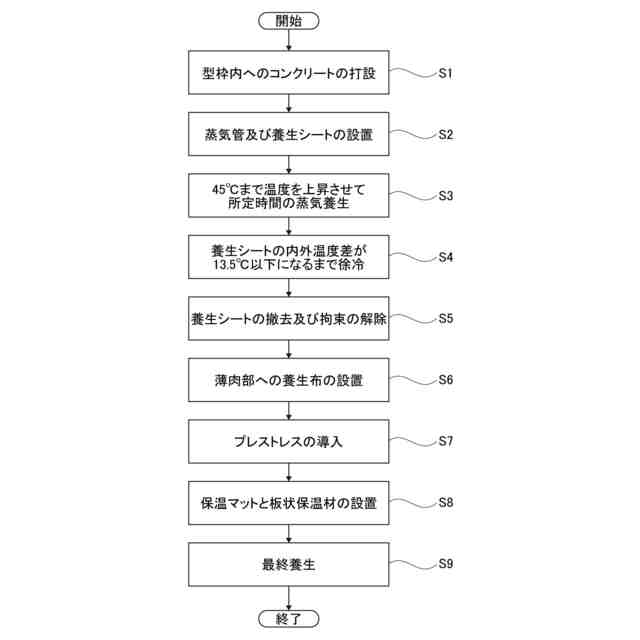
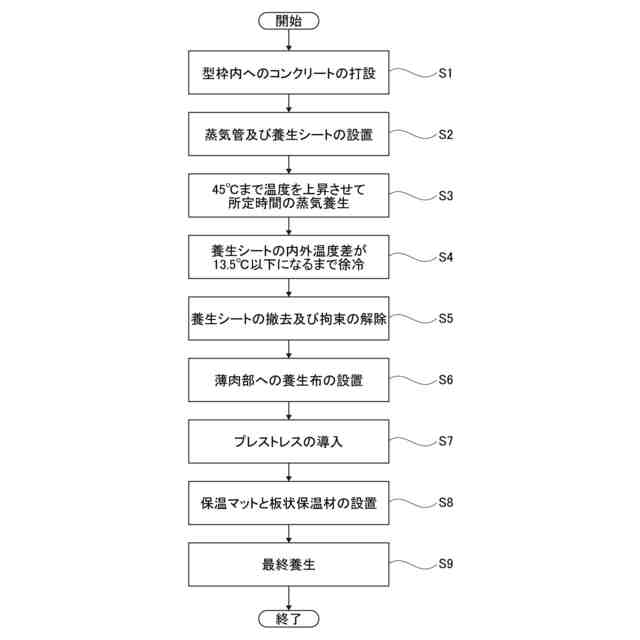
【解決手段】隣接する本体部より厚さの薄い薄肉部が幅方向の側縁に形成されるコンクリート部材の製造方法である。
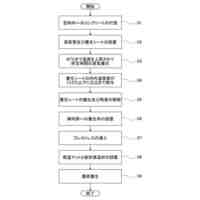
そして、型枠内にコンクリートを打設することで板状のコンクリート部を成形する工程(ステップS1)と、コンクリート部が覆われるように養生シートを設置して45℃以下で蒸気養生を行う工程(ステップS2,S3)と、水蒸気の送気を停止した後に、養生シートの内外温度差が所定値以下となったときに養生シートを撤去する工程(ステップS4,S5)と、薄肉部に対して断熱材を設置する工程(ステップS6,S8)と、コンクリート部の徐冷後に断熱材を撤去する工程(ステップS9)とを備えている。
【選択図】図1
特許請求の範囲
【請求項1】
隣接する本体部より厚さの薄い薄肉部が幅方向の側縁に形成されるコンクリート部材の製造方法であって、
型枠内にコンクリートを打設することで板状のコンクリート部を成形する工程と、
前記コンクリート部が覆われるように養生シートを設置して45℃以下で蒸気養生を行う工程と、
水蒸気の送気を停止した後に、前記養生シートの内外温度差が所定値以下となったときに前記養生シートを撤去する工程と、
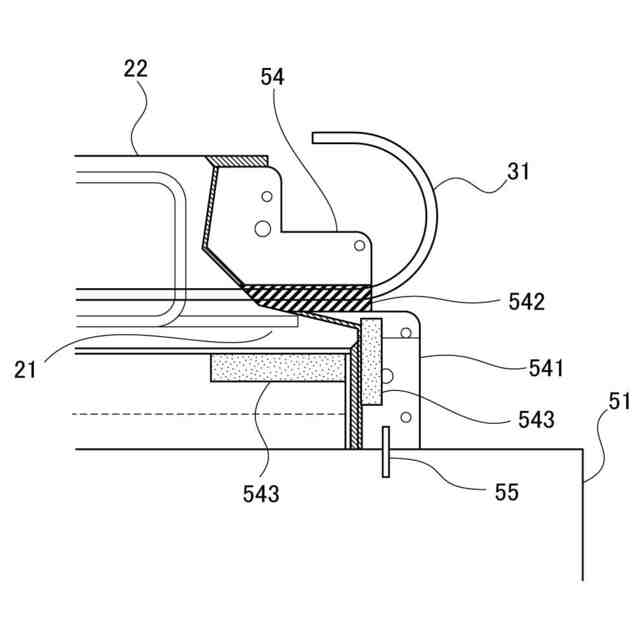
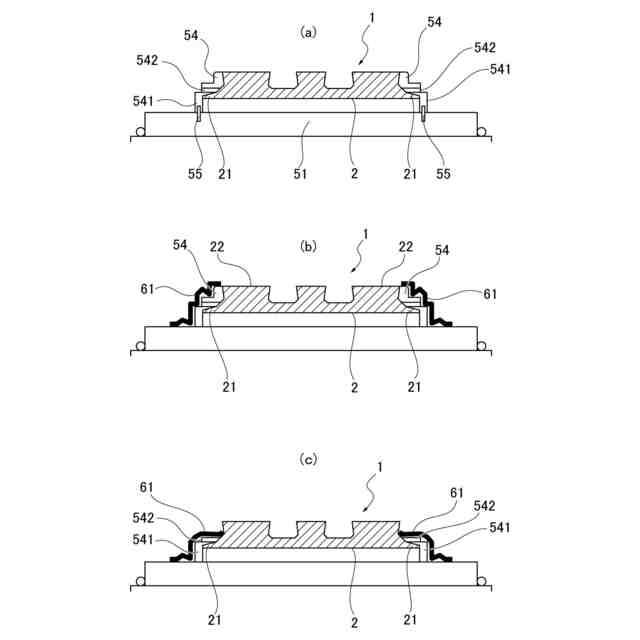
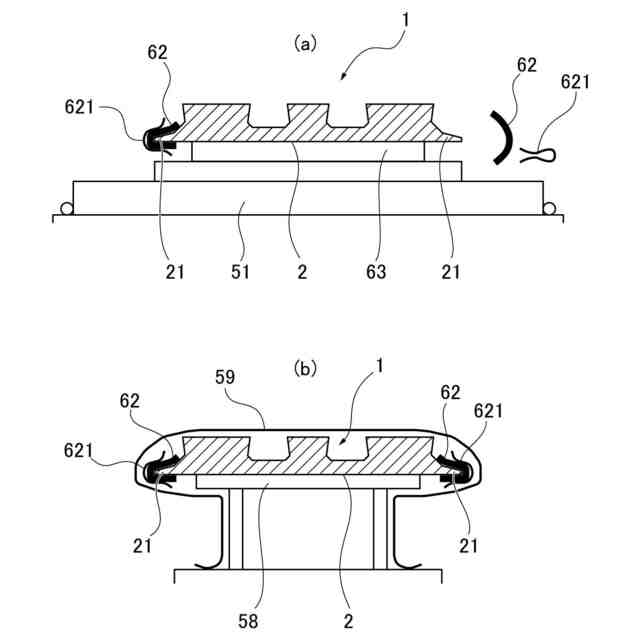
前記薄肉部に対して断熱材を設置する工程と、
前記コンクリート部の徐冷後に前記断熱材を撤去する工程とを備えたことを特徴とするコンクリート部材の製造方法。
続きを表示(約 810 文字)
【請求項2】
前記薄肉部の表面を形成する型枠面は、断熱性の高い材料によって形成されていることを特徴とする請求項1に記載のコンクリート部材の製造方法。
【請求項3】
前記養生シートの撤去後に、前記幅方向に直交する奥行方向に向けて配置されたPC鋼材によってプレストレスを導入するに際して、前記PC鋼材を所定のかぶりが確保できる範囲で前記薄肉部又はそれに最も近い位置に配置することを特徴とする請求項1又は2に記載のコンクリート部材の製造方法。
【請求項4】
前記PC鋼材を所定のかぶりが確保できる範囲で前記薄肉部又はそれに最も近い位置に配置するために、設計時に決めたPC鋼材の断面積を2本に分けて、断面積が小さくなった1本のPC鋼材を所定のかぶりが確保できる範囲で前記薄肉部又はそれに最も近い位置に配置することを特徴とする請求項3に記載のコンクリート部材の製造方法。
【請求項5】
前記断熱材は、最終養生が終了した後に前記薄肉部から撤去されることを特徴とする請求項1又は2に記載のコンクリート部材の製造方法。
【請求項6】
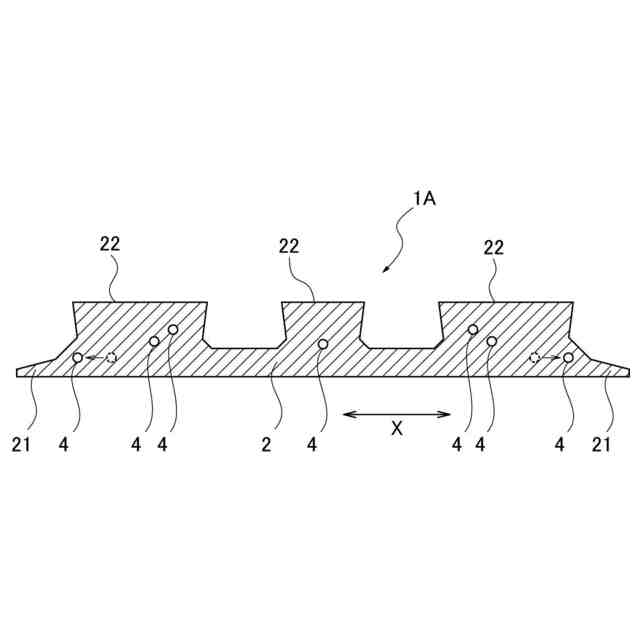
隣接する本体部より厚さの薄い薄肉部が幅方向の側縁に形成されるコンクリート部材であって、
前記薄肉部及び前記本体部がコンクリートによって形成されるコンクリート部と、
前記幅方向に直交する奥行方向に向けて前記本体部に配置される主鉄筋と、
前記奥行方向に向けて前記薄肉部及び前記本体部に配置されるPC鋼材と、
少なくとも前記薄肉部の前記PC鋼材を上下で挟むように、前記幅方向に向けて配置される鉄筋とを備えたことを特徴とするコンクリート部材。
【請求項7】
前記薄肉部の前記PC鋼材を上下で挟む鉄筋は、前記奥行方向に間隔をおいて複数本が配置されることを特徴とする請求項6に記載のコンクリート部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、隣接する本体部より厚さの薄い薄肉部が幅方向の側縁に形成されるコンクリート部材の製造方法及びコンクリート部材に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
工場や作業ヤードで配筋された型枠内にコンクリートを打設することでプレキャストコンクリート部材を製造する製造工程において、脱型を促進して生産性を上げる手段の一つとして蒸気養生などの促進養生が行われている(特許文献1,2参照)。
【0003】
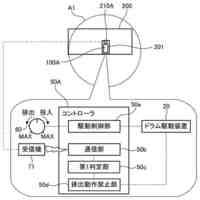
蒸気養生では、脱型前のプレキャストコンクリート部材を、養生用シートと軽量鋼製パイプフレームで構成された簡易の養生覆い内に設置し、養生覆い内にボイラーを用いて発生させた水蒸気を送気して、常圧で60℃程度の高温になるまで昇温させる。
【0004】
設定された高温に達した後は、その高温状態を2時間から4時間程度維持し、水蒸気の送気を停止した後に自然放冷による徐冷期間の後、簡易の養生覆いを撤去して、気中養生を行い、養生を完了させる。型枠は、この徐冷期間中に脱型され、次の製造サイクルに転用される。
【0005】
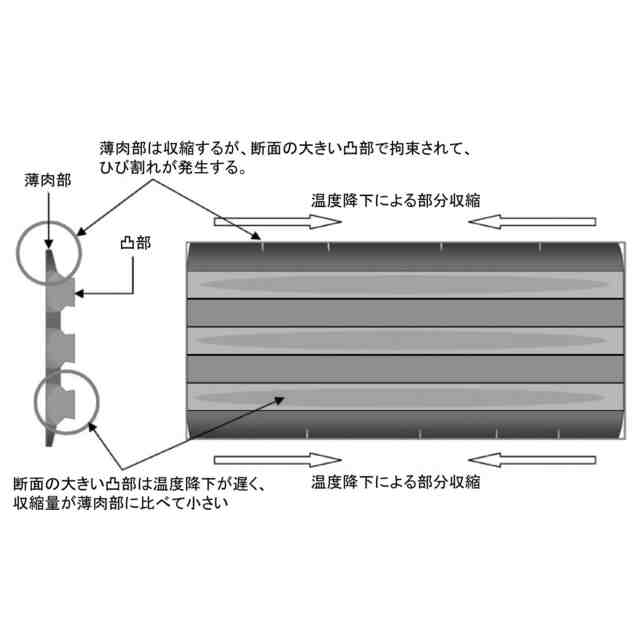
特許文献1,2では、ボックスカルバートや一定の厚さのコンクリートスラブやシールド用セグメントなどのプレキャストコンクリート部材を蒸気養生によって製造する際に、徐冷期間に放熱性がよい周縁端部の温度が中心部の温度よりも早期に下がって、端部や隅角部にひび割れが発生しやすくなるという課題に着目した。
【0006】
そして、この蒸気養生後のプレキャストコンクリート部材の端部や隅角部のひび割れの発生を防止するために、気中養生時に端部や隅角部に断熱材を配置して保温することで、中心部との温度差が大きくなり過ぎないようにした。
【先行技術文献】
【特許文献】
【0007】
特開2000-290087号公報
特開2011-57533号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
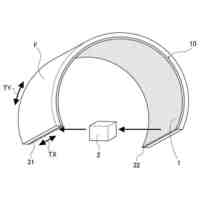
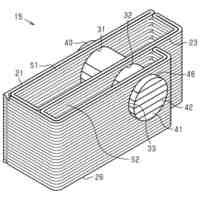
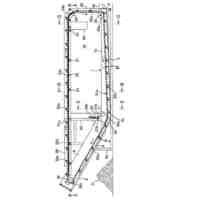
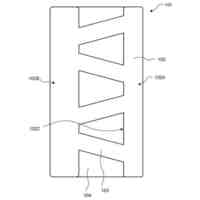
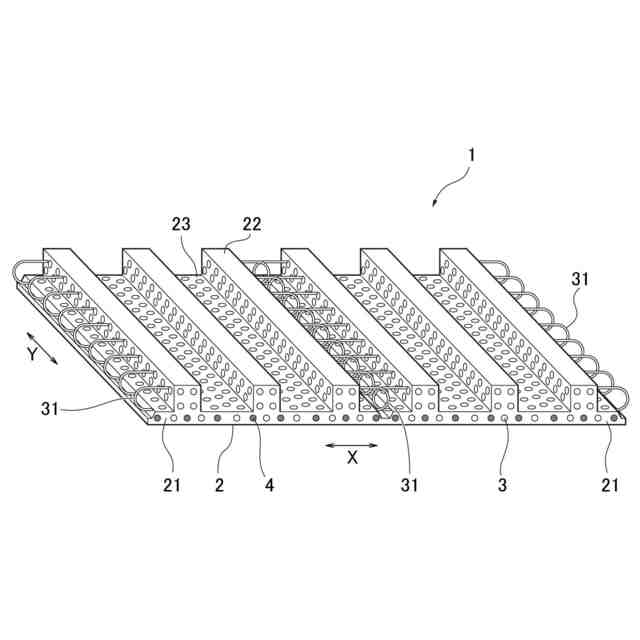
しかしながら、隣接する本体部より厚さの薄い薄肉部が幅方向の側縁に形成されるハーフプレキャストスラブ(図2参照)のようなコンクリート部材については、単に気中養生時に断熱材を側縁に配置するだけでは温度差の抑制が難しく、ひび割れの発生を確実には防ぐことができないおそれがある。
【0009】
そこで、本発明は、蒸気養生を行っても薄肉部となる側縁にひび割れを発生させることのないコンクリート部材の製造方法及びコンクリート部材を提供することを目的とする。
【課題を解決するための手段】
【0010】
前記目的を達成するために、本発明のコンクリート部材の製造方法は、隣接する本体部より厚さの薄い薄肉部が幅方向の側縁に形成されるコンクリート部材の製造方法であって、型枠内にコンクリートを打設することで板状のコンクリート部を成形する工程と、前記コンクリート部が覆われるように養生シートを設置して45℃以下で蒸気養生を行う工程と、水蒸気の送気を停止した後に、前記養生シートの内外温度差が所定値以下となったときに前記養生シートを撤去する工程と、前記薄肉部に対して断熱材を設置する工程と、前記コンクリート部の徐冷後に前記断熱材を撤去する工程とを備えたことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東急建設株式会社
炭酸化養生方法
27日前
東急建設株式会社
構造スリット部材及び壁躯体の構築方法
20日前
東急建設株式会社
単線直上高架化工法及び鉄道区間高架化工法
1か月前
東急建設株式会社
コンクリート部材の製造方法及びコンクリート部材
7日前
個人
杭切断装置
7か月前
峰岸株式会社
ドリルビット
3か月前
株式会社丸高工業
湿式穿孔工具
3か月前
株式会社大林組
形成方法
4か月前
株式会社大林組
構造物形成方法
7か月前
ジャパンライフ株式会社
段差形成治具
6か月前
太平洋マテリアル株式会社
モルタル調製方法
7か月前
株式会社コンセック
ワイヤーソー装置
5か月前
株式会社大林組
形成方法及び形成装置
3か月前
株式会社エアテックジャパン
粗面加工工具
7か月前
モリ技巧株式会社
コンクリートスラリー処理装置
5か月前
株式会社マキタ
作業機
4か月前
株式会社奥村組
積層コンクリート集合体の養生方法
23日前
第一セラモ株式会社
セッター及び焼結体の製造方法
7か月前
芝浦メカトロニクス株式会社
基板分離装置
27日前
株式会社ミヤナガ
拡径部削成装置
8か月前
シンクス株式会社
室内ボード面の穴開け加工装置
6か月前
株式会社Polyuse
造形物の製造方法
3か月前
株式会社熊谷組
コンクリート材料の冷却方法とその装置
7か月前
株式会社Polyuse
構造物の製造方法
3か月前
カヤバ株式会社
ミキサドラム制御装置
4か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
21日前
株式会社エンプラス
流体取扱装置
5か月前
カヤバ株式会社
ミキサドラムの制御装置
1か月前
株式会社ディスコ
板状物の加工方法
7か月前
日本碍子株式会社
分類方法
7か月前
株式会社ディスコ
板状物の加工方法
7か月前
株式会社冨士機
生コンクリート製造プラント
4か月前
三井金属鉱業株式会社
構造体製造装置及び構造体製造方法
6か月前
株式会社オーイケ
コンクリート製品の蒸気養生システムおよび方法
9日前
大成建設株式会社
積層体の製造方法
6か月前
TOTO株式会社
衛生陶器製造システム
8か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ