TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025070896
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023181503
出願日
2023-10-20
発明の名称
発泡製品の製造装置及び発泡製品の製造方法
出願人
株式会社イノアックコーポレーション
代理人
個人
,
個人
主分類
B29C
44/00 20060101AFI20250424BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】従来の技術では、型開きにより解放された発泡製品の位置が側方に大きくずれるという問題があった。
【解決手段】発明の一態様は、上下に型開き可能な金型のキャビティ内の発泡樹脂材料が、前記型開きによって、前記キャビティから側方に張り出す大きさに発泡した発泡製品が製造される発泡製品の製造装置であって、前記金型の上型と下型の一方の側部に回動可能に連結されて前記金型の開閉に従動して回動し、型閉じ状態の前記金型の側面に沿って延びる待機姿勢と、型開き状態の前記上型と前記下型との間の空間の側方で上下方向または上下方向に対して傾斜して延びる垂下姿勢とに変化する回動アームを備える発泡製品の製造装置である。
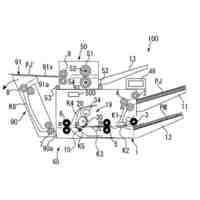
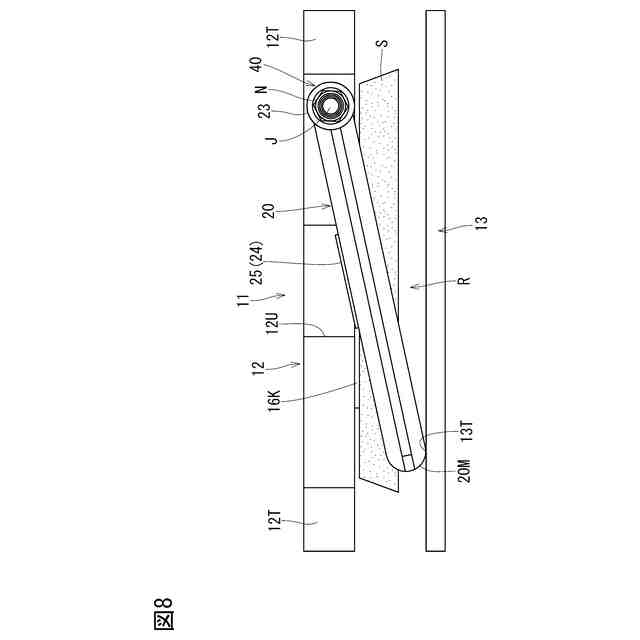
【選択図】図8
特許請求の範囲
【請求項1】
上下に型開き可能な金型のキャビティ内の発泡樹脂材料が、前記型開きによって、前記キャビティから側方に張り出す大きさに発泡した発泡製品が製造される発泡製品の製造装置であって、
前記金型の上型と下型の一方の側部に回動可能に連結されて前記金型の開閉に従動して回動し、型閉じ状態の前記金型の側面に沿って延びる待機姿勢と、型開き状態の前記上型と前記下型との間の空間の側方で上下方向または上下方向に対して傾斜して延びる垂下姿勢とに変化する回動アームを備える発泡製品の製造装置。
続きを表示(約 510 文字)
【請求項2】
前記回動アームは、一端側を前記上型に回動可能に連結されて、自重により前記待機姿勢から前記垂下姿勢に回動し、
前記下型又は前記下型の支持部には、型閉じ時に前記回動アームを前記垂下姿勢から前記待機姿勢に変位させるアーム当接部が備えられている請求項1に記載の発泡製品の製造装置。
【請求項3】
前記回動アームには、前記キャビティ側に延出する脱型用突部が備えられている請求項2に記載の発泡製品の製造装置。
【請求項4】
前記回動アームには、前記アーム当接部と当接して回転可能なローラが設けられている請求項2に記載の発泡製品の製造装置。
【請求項5】
前記回動アームの回動軸方向で前記回動アームと前記上型との距離を調整するアーム配置調整機構を備える請求項1に記載の発泡製品の製造装置。
【請求項6】
前記回動アームは、前記上型における両側面に取り付けられている請求項1に記載の発泡製品の製造装置。
【請求項7】
請求項1から6の何れか1の請求項に記載の製造装置を用いて前記発泡製品を製造する発泡製品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、発泡製品の製造装置及び製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
上下に型開き可能な金型のキャビティ内の発泡樹脂材料を、型開き時のキャビティ内の圧力解放によって発泡させ、キャビティから側方に張り出す大きさに膨張させて発泡製品を製造する方法が知られている。(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開平7-329079(段落[0027]、図2、図4等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の技術では、型開きにより解放された発泡製品の位置が側方に大きくずれるという問題があった。
【課題を解決するための手段】
【0005】
発明の一態様は、上下に型開き可能な金型のキャビティ内の発泡樹脂材料が、前記型開きによって、前記キャビティから側方に張り出す大きさに発泡した発泡製品が製造される発泡製品の製造装置であって、前記金型の上型と下型の一方の側部に回動可能に連結されて前記金型の開閉に従動して回動し、型閉じ状態の前記金型の側面に沿って延びる待機姿勢と、型開き状態の前記上型と前記下型との間の空間の側方で上下方向または上下方向に対して傾斜して延びる垂下姿勢とに変化する回動アームを備える発泡製品の製造装置である。
【図面の簡単な説明】
【0006】
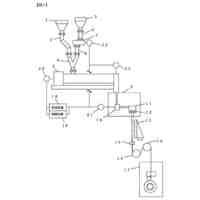
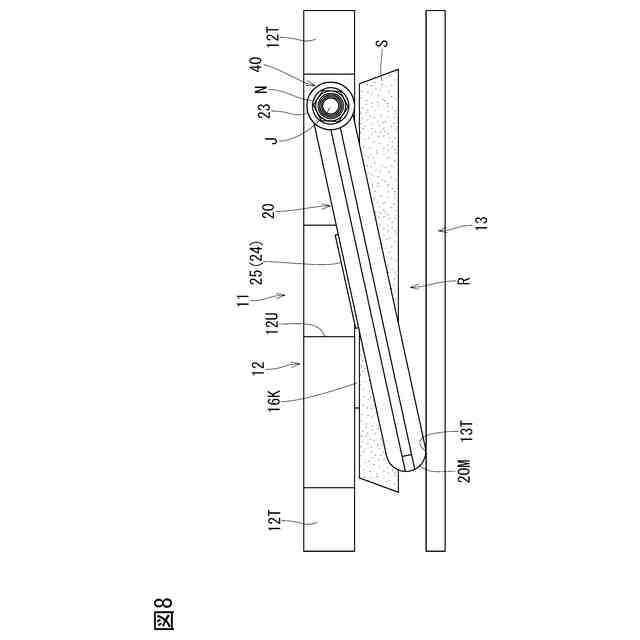
図1は、第1実施形態に係る製造装置の正面図
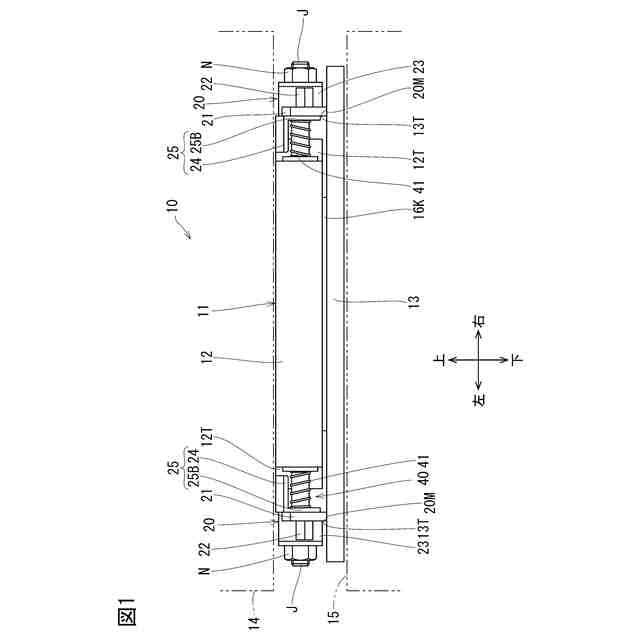
図2は、製造装置の平面図
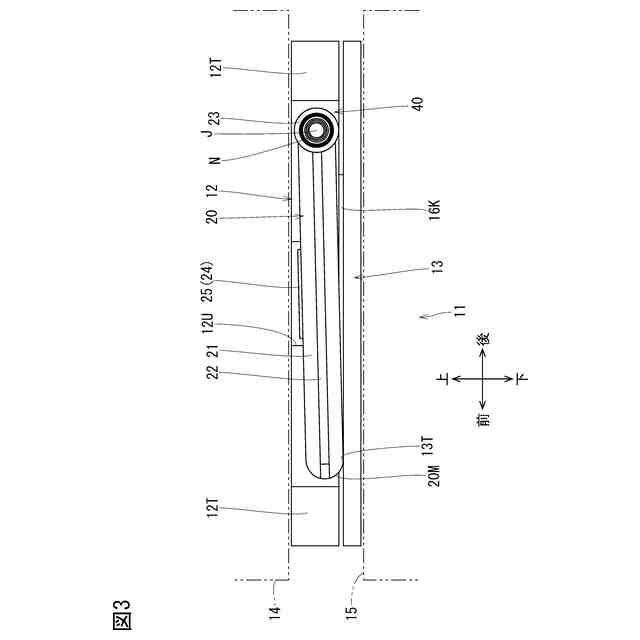
図3は、製造装置の側面図
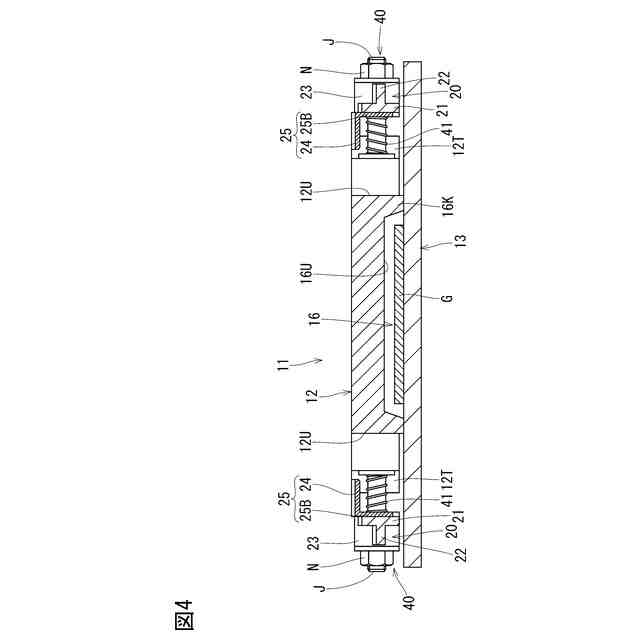
図4は、製造装置の図2におけるA-A線断面図
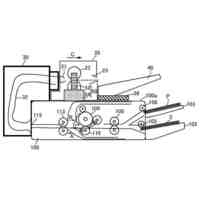
図5は、回動アームの斜視図
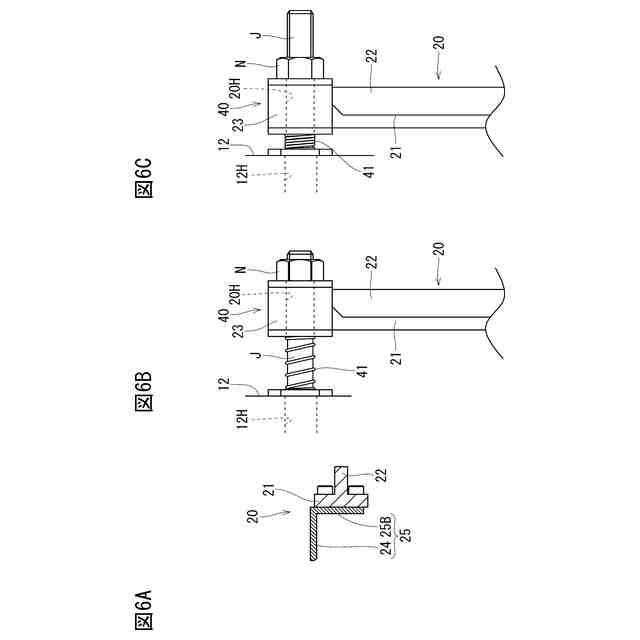
図6Aは、回動アームの正断面図、図6Bは、回動アームの基端部付近の平面図、図6Bは、幅狭調整された回動アームの基端部付近の平面図
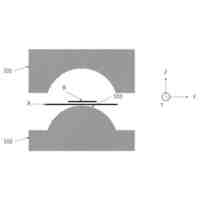
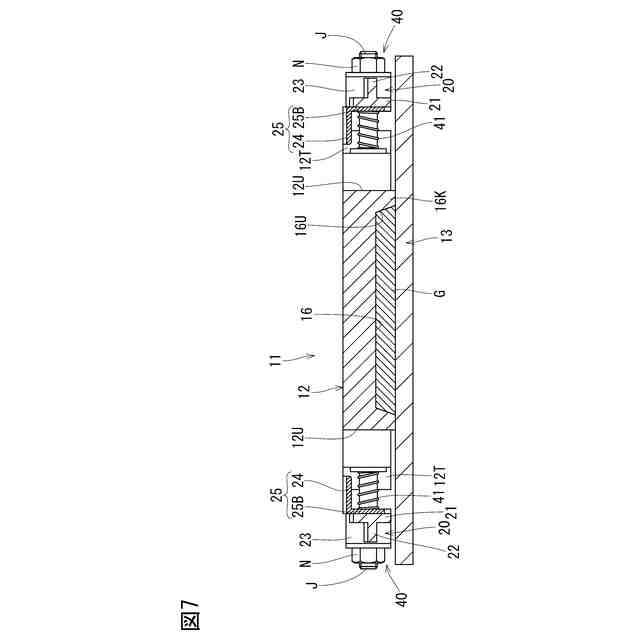
図7は、発泡し始めてキャビティ内に満たされた発泡樹脂材料の正断面図
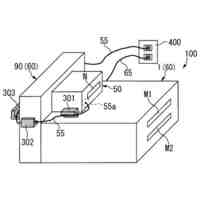
図8は、型閉じ状態から型開きし始めた金型の側面図
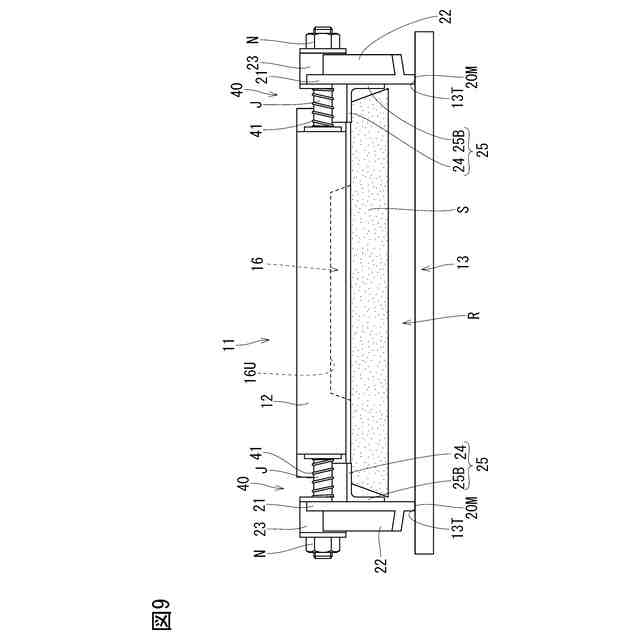
図9は、型閉じ状態から型開きし始めた金型の正面図
図10は、型閉じ状態から型開きし始めた金型の平面図
図11は、型閉じ状態から型開きし始めた金型の側断面図
図12は、型開き状態になった金型の側面図
図13は、型開き状態になった金型の正面図
図14は、型開き状態になった金型の平面図
図15は、他の実施形態に係る金型の側面図
【発明を実施するための形態】
【0007】
[第1実施形態]
図1には、本実施形態の製造装置10が示されている。本実施形態の製造装置10は、発泡製品S(図13参照)の製造に用いられる。製造装置10は、上下に型開き可能な金型11を備えている。具体的には、金型11は、上下方向で互いに接近と離隔をする上型12と下型13とを備え、上型12と下型13が合わさった型閉じ状態(図1及び図3参照)と、上型12と下型13が離れた型開き状態(図12及び図13参照)とに、変化可能になっている。本実施形態の例では、上型12と下型13は、板状になっている(図1及び図2参照)。
【0008】
なお、例えば、製造装置10には、上型12を支持する上型支持部14と、下型13を支持する下型支持部15が備えられている(図1参照)。上型支持部14は、例えば、上型12を熱するための熱板を下面に備え、その下面に上型12が宛がわれて固定される。下型支持部15は、例えば、下型13を熱するための熱板を上面に備え、その上面に下型13が宛がわれて固定される。そして、上型支持部14と下型支持部15が互いに接近と離隔をするように移動することで、上型12と下型13が移動する。
【0009】
図4に示すように、金型11には、型閉じ時の上型12と下型13の間に、発泡樹脂材料Gを配置するキャビティ16が形成されている。キャビティ16は、上型12と下型13との互いの対向面のうち少なくとも一方に凹部が設けられることで形成されている。本実施形態の例では、上型12の上記対向面(下面)に、凹部16Uが形成されていて、下型13の上記対向面(上面)は、平坦になっている。なお、凹部16Uは、奥側(上方)から開口側(下方)に向かって広がる形状になっていて、後述のように発泡製品S(図9参照)が落下して脱型し易いようになっている。
【0010】
なお、本実施形態の例では、上型12の下面には、キャビティ16の開口縁が下方に突出してなる環状突部16Kが形成されている(図2及び図4参照)。環状突部16Kは、型閉じ時に下型13の上面に周方向全体が当接する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
プリプレグテープ
7か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
7か月前
グンゼ株式会社
ピン
5か月前
個人
射出ミキシングノズル
7か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
20日前
株式会社FTS
ロッド
3か月前
株式会社FTS
成形装置
4か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社リコー
シート剥離装置
9か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社シロハチ
真空チャンバ
6か月前
帝人株式会社
成形体の製造方法
10か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
東レ株式会社
炭素繊維シートの製造方法
26日前
株式会社FTS
セパレータ
3か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社リコー
画像形成システム
5か月前
トヨタ自動車株式会社
真空成形方法
11か月前
株式会社リコー
シート処理システム
9か月前
株式会社リコー
シート処理システム
8か月前
日東工業株式会社
インサート成形機
5か月前
個人
ノズルおよび熱風溶接機
4か月前
トヨタ自動車株式会社
真空成形装置
12日前
小林工業株式会社
振動溶着機
10か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ