TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024108259
公報種別
公開特許公報(A)
公開日
2024-08-13
出願番号
2023012531
出願日
2023-01-31
発明の名称
一体化成形品の製造方法
出願人
東レ株式会社
代理人
主分類
B29C
45/14 20060101AFI20240805BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】パイプ等の筒状部を有する繊維強化樹脂構造部材と、他の接合部材とが一体として成形されてなる一体化成形品の製造方法において、射出圧力に依存することなく筒状部の変形や割れを防止しつつ、両部材を強固に接合し、外観品位および力学特性が良好な一体化成形品を実現する。
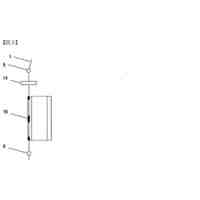
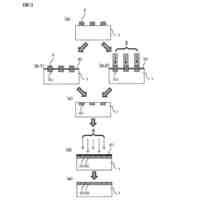
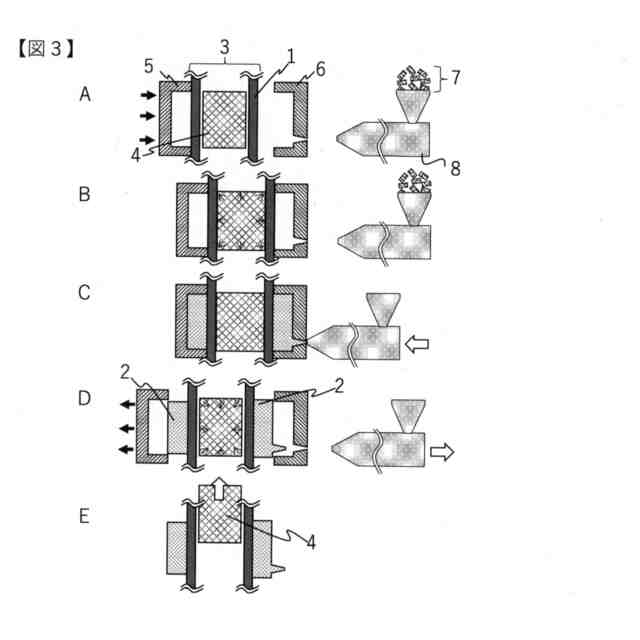
【解決手段】少なくとも一端が開口した繊維強化樹脂から本質的になる筒状部を有する構造部材(a)1を射出成形用金型5、6に固定し、インサート成形にて熱可塑性樹脂7から本質的になる樹脂構造部材(b)2を前記筒状部と一体化しつつ成形する一体化成形品の製造方法であって、前記筒状部の開口から支持部材4を挿入し、予熱された支持部材が前記筒状部の内面に接した状態で、前記筒状部における前記支持部材が接している内面の外面に接するように溶融した熱可塑性樹脂を流動させ、該熱可塑性樹脂を固化させて樹脂構造部材を成形する、一体化成形品の製造方法。
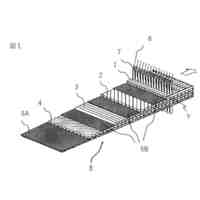
【選択図】図3
特許請求の範囲
【請求項1】
少なくとも一端が開口した繊維強化樹脂から本質的になる筒状部を有する構造部材(a)を射出成形用金型に固定し、インサート成形にて熱可塑性樹脂から本質的になる樹脂構造部材(b)を前記筒状部と一体化しつつ成形する一体化成形品の製造方法であって、
前記筒状部の開口から支持部材を挿入し、予熱された支持部材が前記筒状部の内面に接した状態で、前記筒状部における前記支持部材が接している内面の外面に接するように溶融した熱可塑性樹脂を流動させ、該熱可塑性樹脂を固化させて樹脂構造部材(b)を成形する、一体化成形品の製造方法。
続きを表示(約 750 文字)
【請求項2】
前記熱可塑性樹脂の流動を、前記射出成形用金型内で射出圧力30MPa以上をかけながら行う、請求項1に記載の一体化成形品の製造方法。
【請求項3】
前記支持部材の線膨張係数が前記筒状部の線膨張係数よりも大きい、請求項1または2に記載の一体化成形品の製造方法。
【請求項4】
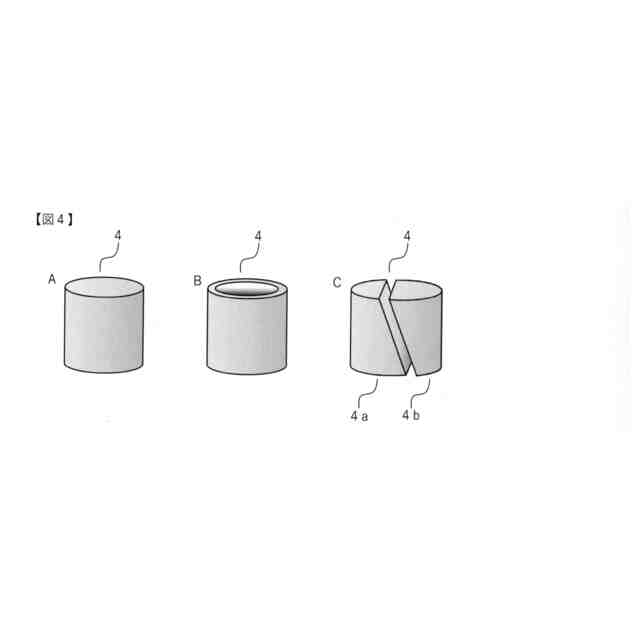
前記支持部材が、前記筒状部の面外方向に2層構造であり、中心側と対比して外面側が相対的に熱伝導率の低い材料から構成されてなる、請求項1または2に記載の一体化成形品の製造方法。
【請求項5】
前記支持部材の最大径が前記筒状部の開口の径より小さく、その差が1~100μmである、請求項1または2に記載の一体化成形品の製造方法。
【請求項6】
前記支持部材が、前記筒状部の開口から奥に向かうにつれて径が減少する形状を有し、前記支持部材の最大径と最小径との差が1~100μmの範囲である、請求項1または2に記載の一体化成形品の製造方法。
【請求項7】
前記支持部材が、周方向に2以上のピースに分割可能である、請求項1または2に記載の一体化成形品の製造方法。
【請求項8】
前記支持部材が、前記筒状部の開口から奥に向かうにつれて径が増加する形状を有する、請求項7に記載の一体化成形品の製造方法。
【請求項9】
構造部材(a)がパイプ形状の部材である、請求項1または2に記載の一体化成形品の製造方法。
【請求項10】
構造部材(a)の少なくとも前記筒状部が、層構造を有する繊維強化熱硬化性樹脂からなる、請求項1または2に記載の一体化成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維強化樹脂部材を含む一体化成形品の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
繊維強化樹脂は力学特性、軽量性に優れた材料であり、航空機や自動車、産業用機器などの構造部材として広く用いられている。このような用途においては、繊維強化樹脂を主骨格とするフレーム構造を採用する場合がある。この場合、繊維強化樹脂製のフレーム材の一部に連結あるいは着脱が可能な部材を形成する必要があるが、そのような部材は、比較的形状が複雑であるため、射出成形などで別途製造し、接着剤やボルトを用いてフレーム材に固定することが一般的であった。例えば、特許文献1では、炭素繊維強化樹脂製のパイプと継手を接着剤で接合した構造体が開示されている。また、特許文献2では、炭素繊維強化樹脂製のパイプに樹脂部材を直接接合するインサート成形方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開昭62-295372号公報
特開2019-202435号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の接着剤を用いた製法では、接合面に接着剤の塗布むらが発生するため、接合の信頼性を十分に確保することは困難であった。一方で、特許文献2に記載のインサート成形によって所望の箇所へむら無く接合が可能となったが、射出圧力によるパイプの割れや変形を回避するためにはインサート部材の剛性を高く設計することが必要であり、材料コストと作製時間が増すという課題があった。加えて、これらのコストを抑えるためには、射出圧力も低く設定することが必要となり、射出成形部材の外観不良や力学特性の低下も課題として残っていた。
【0005】
本発明の目的は、パイプ等の筒状部を有する繊維強化樹脂構造部材と他の構造部材とをインサート成形によって一体化した一体化成形品の製造方法において、筒状部の変形や割れを防止しつつ両部材を強固に接合し、外観品位および力学特性が良好な一体化成形品を得ることにある。
【課題を解決するための手段】
【0006】
上述の課題を解決する本発明は、少なくとも一端が開口した繊維強化樹脂から本質的になる筒状部を有する構造部材(a)を射出成形用金型に固定し、インサート成形にて熱可塑性樹脂から本質的になる樹脂構造部材(b)を前記筒状部と一体化しつつ成形する一体化成形品の製造方法であって、前記筒状部の開口から支持部材を挿入し、予熱された支持部材が前記筒状部の内面に接した状態で、前記支持部材が接している前記筒状部の外面に接するように溶融した熱可塑性樹脂を流動させ、該熱可塑性樹脂を固化させて樹脂構造部材(b)を成形する、一体化成形品の製造方法である。
【発明の効果】
【0007】
本発明によれば、上記のような一体化成形品の製造方法において、射出圧力に依存することなく、筒状部の変形や割れを防止しつつ両部材を強固に接合し、外観品位および力学特性が良好な一体化成形品を得ることができる。
【図面の簡単な説明】
【0008】
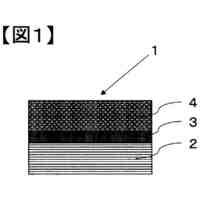
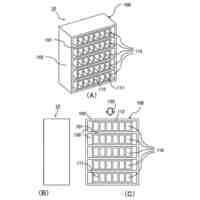
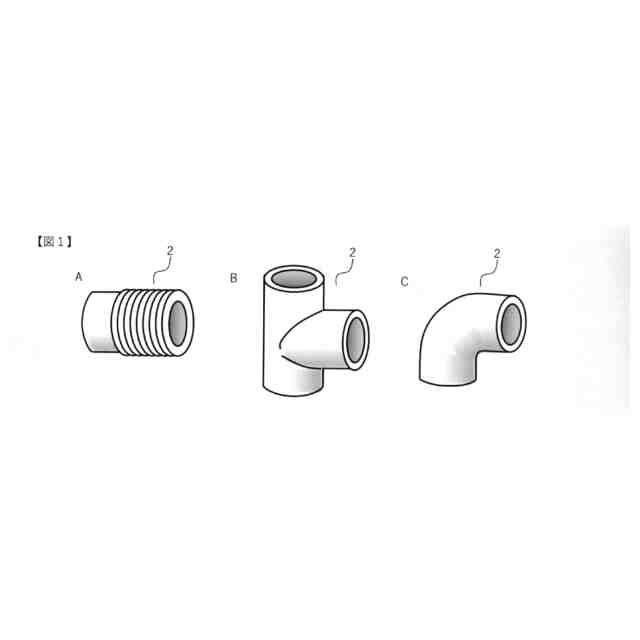
樹脂構造部材(b)としての継手の例を示す外観模式図である。
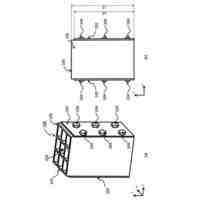
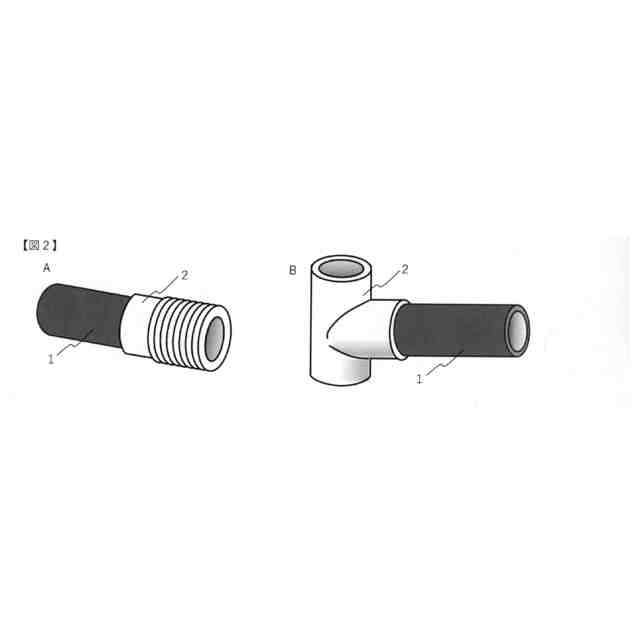
図1に示す継手を構造部材(a)と接合した一体化成形品の例を示す外観模式図である。
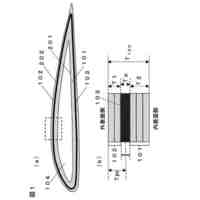
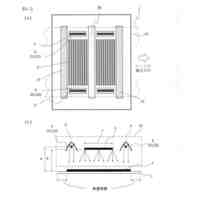
本発明における一体化成形品の製造方法の一例を示す模式図である。
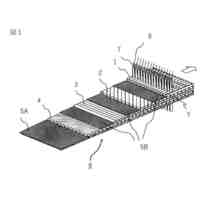
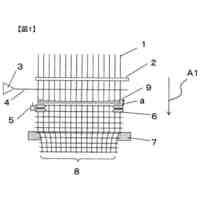
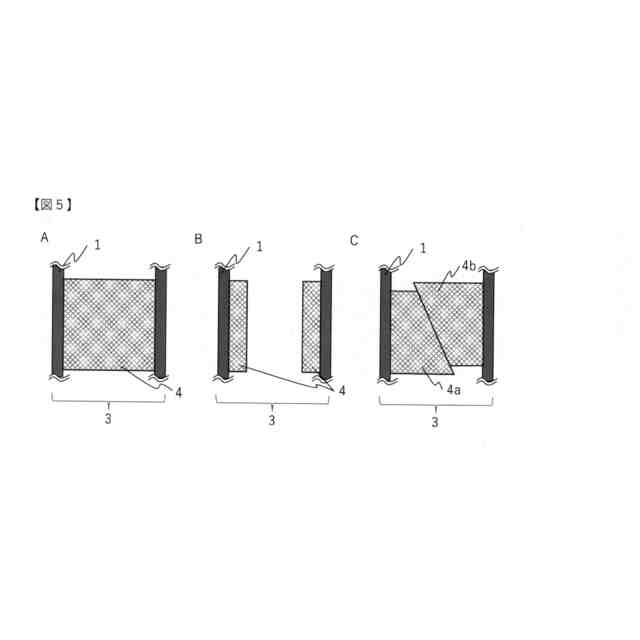
代表的な支持部材の外観模式図である。
図4に示す支持部材を構造部材(a)の内面に当接するように配した筒状部の例を示す透視図である。
【発明を実施するための形態】
【0009】
以下に、添付図面を参照して本発明の好ましい形態を説明する。
【0010】
構造部材(a)は、少なくとも一端が開口した繊維強化樹脂から本質的になる筒状部を有する。筒状とは、外壁で区画された細長形状の内腔を有する形状であって、外壁の断面形状は、円形に限らず、楕円形、多角形、異形の断面であることができるが、円形または多角形であることが好ましい。筒状部は、長手方向に湾曲していてもよい。また、構造部材(a)は、長尺の筒状部のみで構成される部材、すなわち全体としてパイプ形状の部材であっても構わない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
編地
1か月前
東レ株式会社
織編物
2か月前
東レ株式会社
積層体
2か月前
東レ株式会社
濾過方法
3か月前
東レ株式会社
複合半透膜
2か月前
東レ株式会社
中空回転翼
1か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
積層多孔質膜
2日前
東レ株式会社
衝撃吸収部材
1か月前
東レ株式会社
強化繊維基材
2か月前
東レ株式会社
強化繊維基材
2か月前
東レ株式会社
炭素繊維織物
2か月前
東レ株式会社
CPUソケット
3か月前
東レ株式会社
CPUソケット
3か月前
東レ株式会社
プロペラブレード
1か月前
東レ株式会社
プロペラブレード
1か月前
東レ株式会社
プロペラブレード
1か月前
東レ株式会社
織物および繊維製品
5日前
東レ株式会社
合成繊維の巻取装置
9日前
東レ株式会社
炭素繊維パッケージ
1か月前
東レ株式会社
太陽電池の製造方法
1か月前
東レ株式会社
フィルムの製造方法
28日前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
ポリエステル短繊維
1か月前
東レ株式会社
マルチフィラメント
29日前
東レ株式会社
圧電性材料の製造方法
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
フィルムの製造方法。
14日前
東レ株式会社
車両用衝撃吸収構造体
2か月前
東レ株式会社
浄水器用カートリッジ
2か月前
東レ株式会社
濾過方法および濾過装置
2か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
東レ株式会社
ポリオレフィン微多孔膜
5日前
東レ株式会社
織物および織物の製造方法
2か月前
東レ株式会社
塗膜付きシートの加熱装置
2か月前
東レ株式会社
積層体およびその製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ