TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179547
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023098478
出願日
2023-06-15
発明の名称
成形装置
出願人
株式会社FTS
代理人
個人
,
個人
主分類
B29C
48/325 20190101AFI20241219BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】セパレータをダイの軸方向に移動させることができ、流路の幅を調整することができる成形装置を提供する。
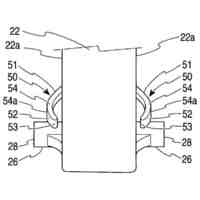
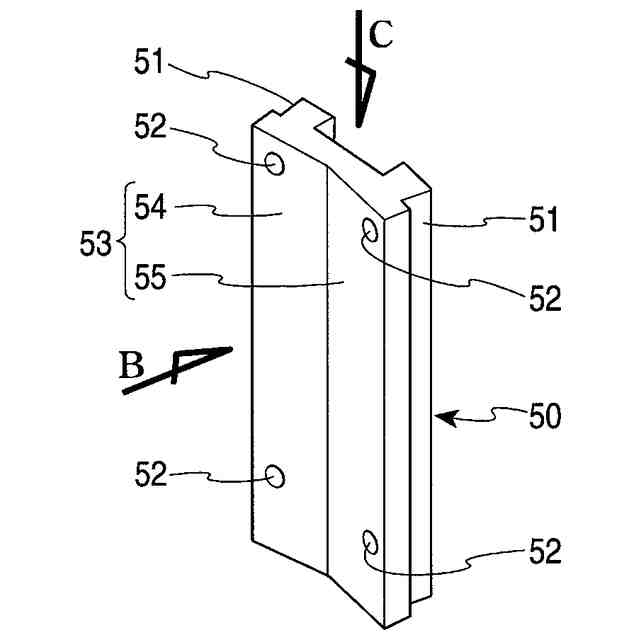
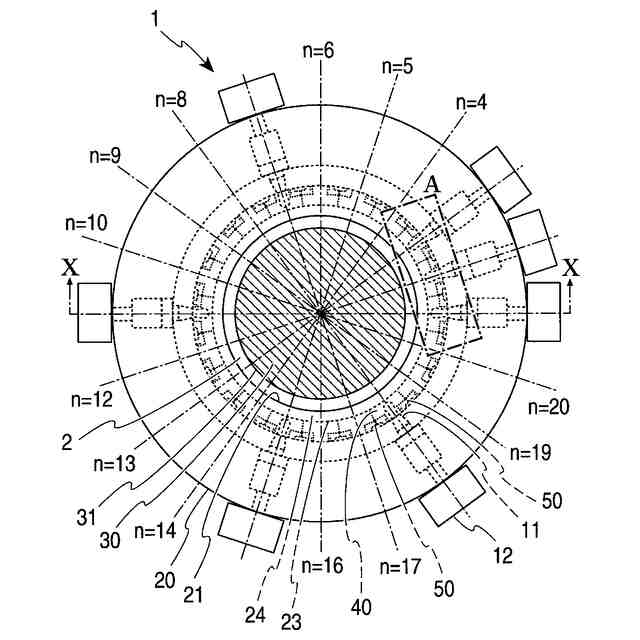
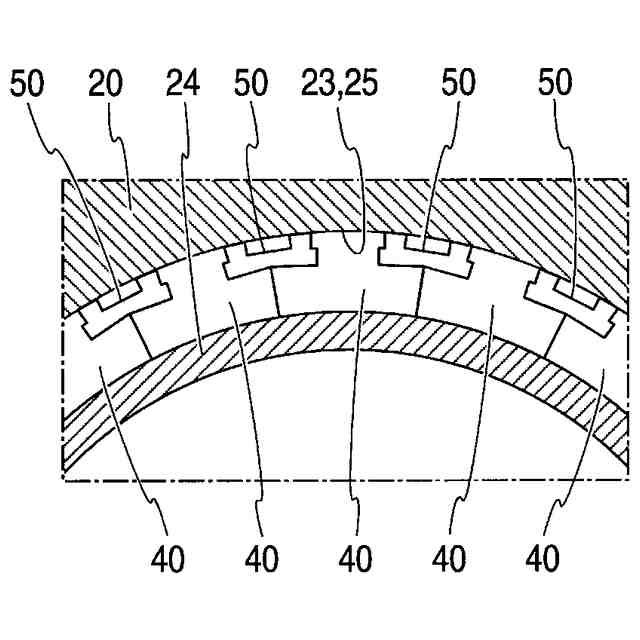
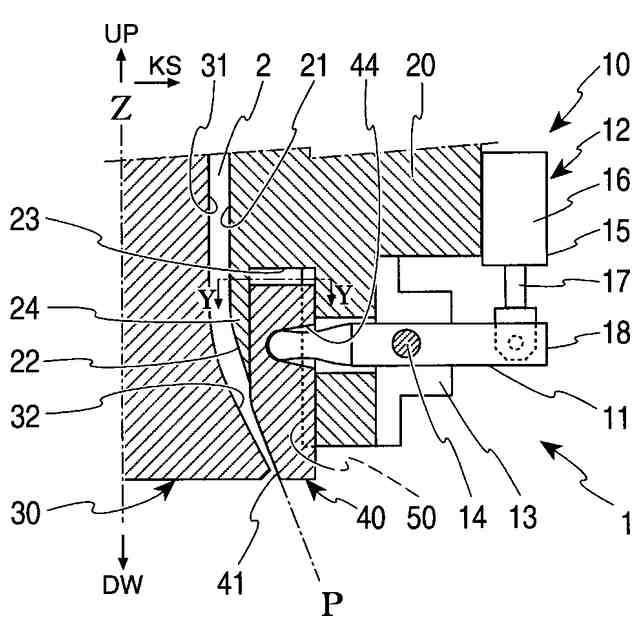
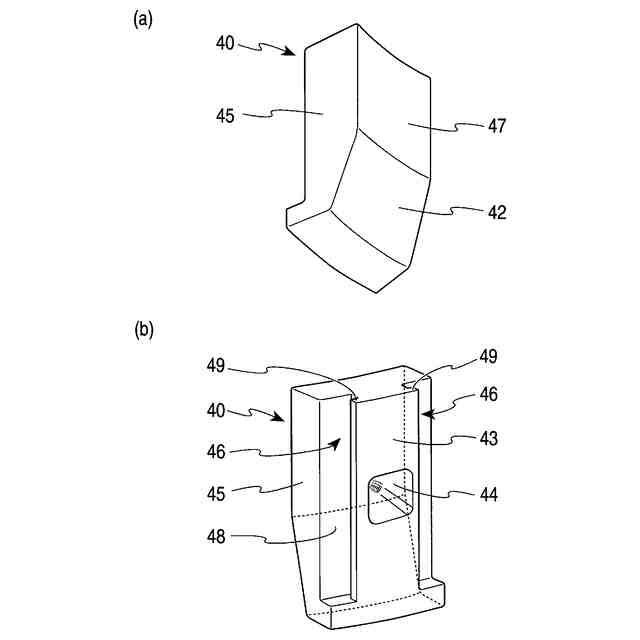
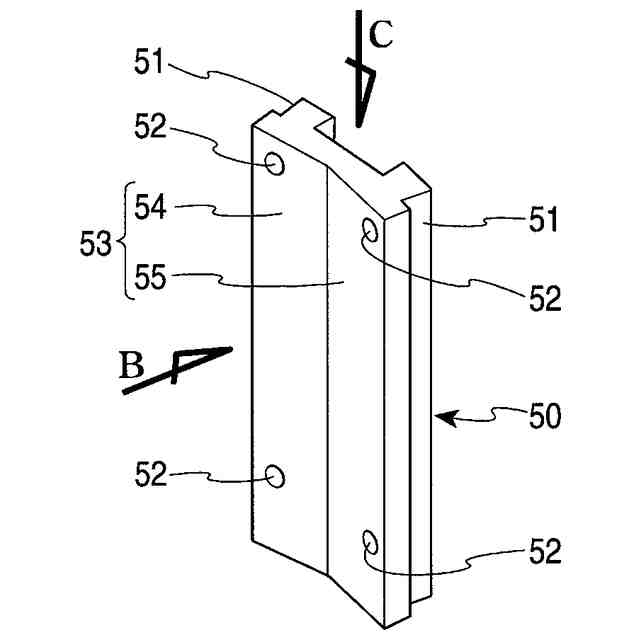
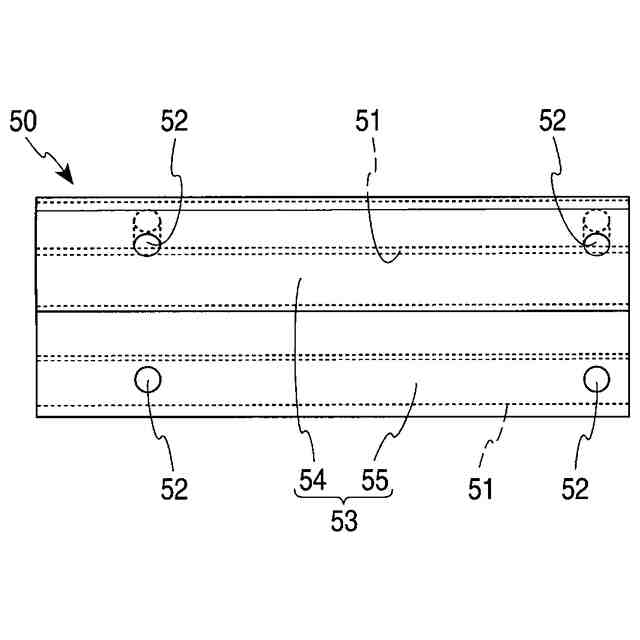
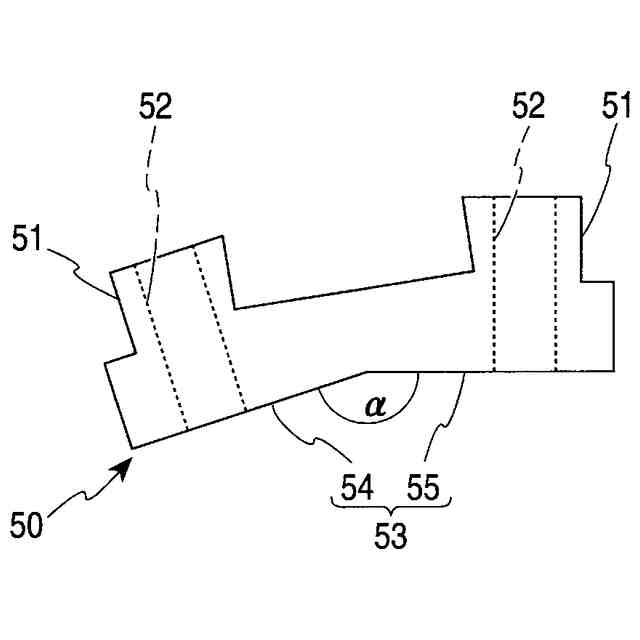
【解決手段】円筒状のダイ20と、ダイ20の周方向に、環状に、且つダイ20の軸方向の他端側に開放して形成されるダイ凹部23と、ダイ凹部23に収容され、ダイ20の軸方向に移動可能に取付けられる複数のセパレータ40と、ダイ20の内側に配置され、ダイ20の軸方向に移動可能であり、ダイ20との間に溶融樹脂の流路を形成するコア30を備える成形装置1であって、ダイ凹部23の非コア側面には、セパレータ40のダイ20の軸方向の移動を案内するガイドレール50を備える。
【選択図】図5
特許請求の範囲
【請求項1】
円筒状のダイと、前記ダイの径方向に、環状に、且つ前記ダイの軸方向の一方の端部側に開口して形成されるダイ凹部と、前記ダイ凹部に収容され、前記ダイの軸方向に移動可能に取付けられる複数のセパレータと、前記ダイの内側に配置され、前記ダイの軸方向に移動可能であり、前記ダイとの間に溶融樹脂の流路を形成するコアを備える成形装置であって、
前記ダイ凹部の非コア側面には、前記セパレータの前記ダイの軸方向の移動を案内するガイドレールを備えることを特徴とする成形装置。
続きを表示(約 250 文字)
【請求項2】
前記ガイドレールは、前記セパレータのセパレータ外周面の両端部に形成されたセパレータ端部凹部に当接する請求項1に記載の成形装置。
【請求項3】
前記ガイドレールは、隣接する前記セパレータの前記セパレータ端部凹部に当接する請求項2に記載の成形装置。
【請求項4】
前記セパレータ外周面には、前記セパレータ外周面に沿って、前記セパレータ端部凹部側に突出し、前記ガイドレールを挟むガイドレール挟み部が形成されている請求項2又は請求項3に記載の成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
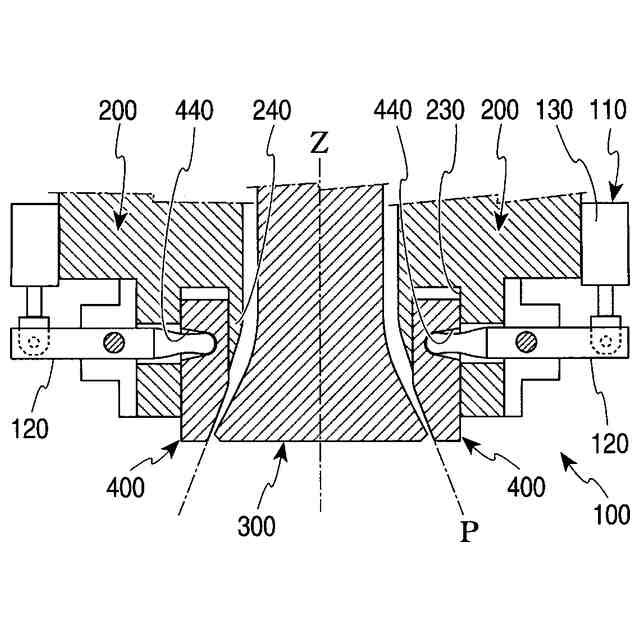
特許文献1には、図8に示すように、円筒状のダイ200と、ダイ200の内側に配置され、ダイ200に対しダイ200の軸方向に相対移動可能で、ダイ200との間に溶融樹脂の流路を形成するコア300と、ダイ200に溶融樹脂の流れ方向の下流側へ開口して設けられたダイ凹部230にダイ200の径方向に収容され、軸方向にスライド可能な複数のセパレータ400と、ダイ凹部230の内壁の一部を成しセパレータ400に対しコア300側に位置してダイ200から溶融樹脂の流れ方向の下流側へ向けて厚みが漸減するように延出される壁部240と、セパレータ400におけるコア300側と反対側の面に形成され径方向の外側に向かって広がるか又は径方向に沿う形状であるセパレータ凹部440を含み、セパレータ400を軸方向にスライドさせるロッド120、アクチュエータ130を含むスライド機構110と、を有し、壁部240は、流路を流れる溶融樹脂に押されると径方向外側へ弾性的に撓み可能である成形装置100が記載されている。
【0003】
特許文献1では、ダイ200に形成された、ダイ凹部230の内壁の一部を成す壁部240は、セパレータ400に対してコア300側に位置しているので、セパレータ400のコア側への移動が、壁部240により制限される。この壁部240は、ダイ200から下流側に厚みが漸減するように延出されており、しかも、流路を流れる溶融樹脂に押されると径方向外側へ弾性的に撓み可能であるので、壁部240は、径方向外側へ撓み変形するとセパレータ400に押し付けられ、壁部240とセパレータ400の間での隙間の発生を抑制でき、この隙間からの溶融樹脂の流出を抑制できる。
【先行技術文献】
【特許文献】
【0004】
特許6927864号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
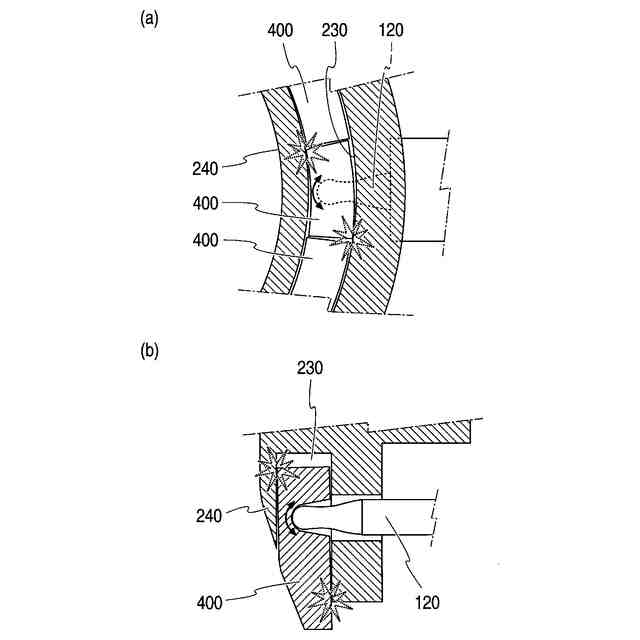
特許文献1に記載された構造では、依然として環状に配置されるセパレータ400間に溶融樹脂が入り込む。その結果、図9(a)と図9(b)に示すように、セパレータ400間に入り込んだ溶融樹脂により、セパレータ400間の隙間が変化し、ダイ凹部230内でセパレータ400が軸方向や径方向に回転してダイ凹部230と干渉する。その結果、セパレータ400をダイ凹部230内で軸方向に移動させることが難しくなり、流路の幅を調整することが難しくなる。
【0006】
又、セパレータ400間に入り込んだ溶融樹脂は、成形装置100を分解して除去する必要があり、分解と除去の工程は、成形工程の効率を低下させる。
本発明は、セパレータ間やセパレータと壁部との間に溶融樹脂が入り込んだ場合にもダイ凹部内でセパレータが軸方向や径方向に回転することを防止し、セパレータをダイ凹部内で軸方向に移動させることにより流路の幅を調整することを可能とし、併せて、溶融樹脂除去のための成形装置の分解頻度を減らすことにより、成形工程の効率化を図ることを目的とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために請求項1の本発明は、円筒状のダイと、ダイの径方向に、環状に、且つダイの軸方向の一方の端部側に開口して形成されるダイ凹部と、ダイ凹部に収容され、ダイの軸方向に移動可能に取付けられる複数のセパレータと、ダイの内側に配置され、ダイの軸方向に移動可能であり、ダイとの間に溶融樹脂の流路を形成するコアを備える成形装置であって、ダイ凹部の非コア側面には、セパレータのダイの軸方向の移動を案内するガイドレールを備えることを特徴とする成形装置である。
【0008】
請求項1の本発明では、ダイ凹部の非コア側面には、セパレータのダイ軸方向の移動を案内するガイドレールを備えるので、溶融樹脂がセパレータ間に入り込んだ場合、溶融樹脂がダイ凹部とセパレータ間に入り込んだ場合においても、セパレータがダイ凹部内で軸方向や径方向に回転することを抑制する。その結果、ダイ凹部との干渉を防止することができるので、セパレータをダイの軸方向に移動させることができ、流路の幅を調整することができる。又、溶融樹脂除去のための成形装置の分解頻度を減らすことができるので、成形工程の効率化を図ることができる。
【0009】
請求項2の本発明は、請求項1の発明において、ガイドレールは、セパレータのセパレータ外周面の両端部に形成されたセパレータ端部凹部に当接する成形装置である。
【0010】
請求項2の本発明では、ガイドレールは、ガイドレールは、セパレータのセパレータ外周面の両端部に形成されたセパレータ端部凹部に当接するので、特に、ダイ凹部内でセパレータが径方向に回転することを防止することができる。その結果、ダイ凹部との干渉を防止することができるので、セパレータをダイの軸方向に移動させることができ、流路の幅を調整することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FTS
蓋の取付構造
12日前
株式会社FTS
蓋の取付構造
12日前
株式会社FTS
動物飼育装置
1か月前
株式会社FTS
圧力容器の製造方法
28日前
株式会社FTS
圧力容器の製造方法
28日前
株式会社FTS
バッテリー用冷却器
1か月前
株式会社FTS
車両用リッド開閉装置
1か月前
株式会社FTS
バッテリーケース用ロアトレイ
2か月前
個人
気泡緩衝材減容装置
7日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
9か月前
株式会社日本製鋼所
押出機
12か月前
個人
射出ミキシングノズル
11か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
6か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
株式会社FTS
ロッド
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
株式会社カワタ
計量混合装置
4か月前
株式会社FTS
成形装置
9か月前
NOK株式会社
樹脂ゴム複合体
28日前
株式会社シロハチ
真空チャンバ
11か月前
トヨタ自動車株式会社
射出装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社漆原
シートの成形方法
4か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
6か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社リコー
画像形成システム
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ