TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071123
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2025022269,2023115803
出願日
2025-02-14,2018-11-28
発明の名称
封入されたまたは一体型のフィルタを備えるピペットおよびピペットを成形するための方法および装置
出願人
コーニング インコーポレイテッド
代理人
個人
,
個人
,
個人
主分類
B01L
3/02 20060101AFI20250424BHJP(物理的または化学的方法または装置一般)
要約
【課題】
一体型のまたは封入されたフィルタを有する測定ピペットおよび同測定ピペットを成形するための方法および装置を提供する。
【解決手段】
軟化した熱可塑性材料の中空内部へ導入されるフィルタ材料(例えば、固体状態における別個のエレメント)またはフィルタ材料プリカーサ(例えば、発泡性の熱可塑性組成物および発泡剤)が、ピペット製造中に型内に存在する。ピペットは、吸口領域内に発泡ポリマー材料を含むフィルタエレメントを有し、フィルタエレメントの外側部分は、吸口領域の内壁に結合または封入されている。フィルタ材料プリカーサは、熱可塑性材料の管状の流れと同軸的に型内へ供給されてもよいし、型壁を通じて横方向で供給されてもよいし、押出機出口の上流において、溶融した熱可塑性ピペット成形材料内へ射出されてもよい。
【選択図】図1A
特許請求の範囲
【請求項1】
ピペットであって、
先端領域と吸口領域との間に配置され、前記先端と前記吸口との間に延びる長手方向軸線を有する管状本体と、
前記吸口領域内に発泡ポリマー材料を含むフィルタエレメントとを有し、該フィルタエレメントの外側部分は、前記吸口領域の内壁に結合または封入されており、前記発泡ポリマー材料は、少なくとも50%の連続気泡含有率を有する連続気泡発泡体を含む、ピペット。
続きを表示(約 770 文字)
【請求項2】
前記フィルタエレメントの外側部分は、前記吸口領域の前記内壁に相互浸透可能に結合されている、請求項1に記載のピペット。
【請求項3】
前記発泡ポリマー材料は、熱硬化性発泡材料、架橋発泡材料、及び発泡ポリスチレンのうちの少なくとも1つを含む、請求項1に記載のピペット。
【請求項4】
前記管状本体の公称厚さは、約0.25mmから約1mmの範囲にある、請求項1に記載のピペット。
【請求項5】
前記管状本体は、二軸配向されている熱可塑性材料を含む、請求項1に記載のピペット。
【請求項6】
前記管状本体、前記先端領域、及び前記吸口領域は、一体的であり、溶接継目を有しない、請求項1に記載のピペット。
【請求項7】
ピペットであって、
約0.25mmから約1mmの範囲の公称厚さを有し、先端領域と吸口領域との間に配置され、前記先端と前記吸口との間に延びる長手方向軸線を有する管状本体と、
前記吸口領域内に発泡ポリマー材料を含むフィルタエレメントとを有し、該フィルタエレメントの外側部分は、前記吸口領域の内壁に結合または封入されている、ピペット。
【請求項8】
前記フィルタエレメントの外側部分は、前記吸口領域の前記内壁に相互浸透可能に結合されている、請求項7に記載のピペット。
【請求項9】
前記発泡ポリマー材料は、熱硬化性発泡材料、架橋発泡材料、及び発泡ポリスチレンのうちの少なくとも1つを含む、請求項7に記載のピペット。
【請求項10】
前記管状本体、前記先端領域、及び前記吸口領域は、一体的であり、溶接継目を有しない、請求項7に記載のピペット。
(【請求項11】以降は省略されています)
発明の詳細な説明
【関連出願】
【0001】
本願は、2017年11月30日に出願された米国特許仮出願第62/592914号明細書の米国特許法第120条による優先権の利益を主張する国際出願の日本国へ国内移行された特願2020-529353(国際出願日:2018年11月28日)を親出願として、2023年7月14日に出願された分割出願(特願2023-115803)を親出願とする分割出願である。
続きを表示(約 3,400 文字)
【技術分野】
【0002】
本開示は、概して、改良されたフィルタを有する一体型測定ピペットおよび一体型測定ピペットを成形するための方法および装置に関する。
【背景技術】
【0003】
ピペットは、通常は両端部に開口を有しかつ測定された量の液体を排出するように設計された公知の管状の装置である。ピペットは、流体の正確な測定および排出が要求される多くの産業、特に、医学的および実験室試験および分析分野において広く使用されてきた。測定ピペットは、一般的に、一方のテーパした端部を備える直線的なガラスまたはプラスチックチューブを構成しており、同一のピペットによって様々な量の液体を測定することができるように小さく区分けして目盛付けされている。測定ピペットは、モールピペット(先端付近においてテーパが開始する前に終了した目盛マークを有する)および血清学ピペット(先端付近のテーパした領域まで続く目盛マークを有する)を含む。
【0004】
(i)吸口および先端構成部材を中空チューブに溶接する、(ii)厚いチューブを再加熱した後、一方または両方の端部においてピペットを延伸およびトリミングし、先端および吸口を成形する、(iii)真空成形およびブロー成形を含む、差圧を加えることによる成形、を含む、ピペットを製造するための多くの異なる方法が存在する。これらの各方法は、コスト、品質および/または性能に関するトレードオフを伴う。
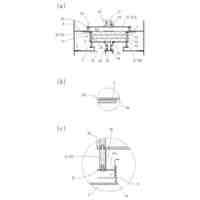
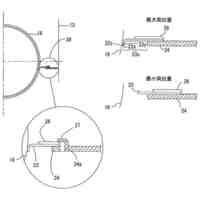
【0005】
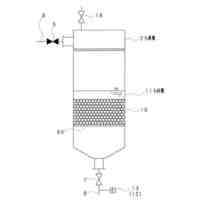
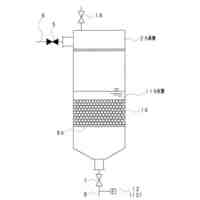
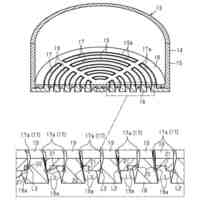
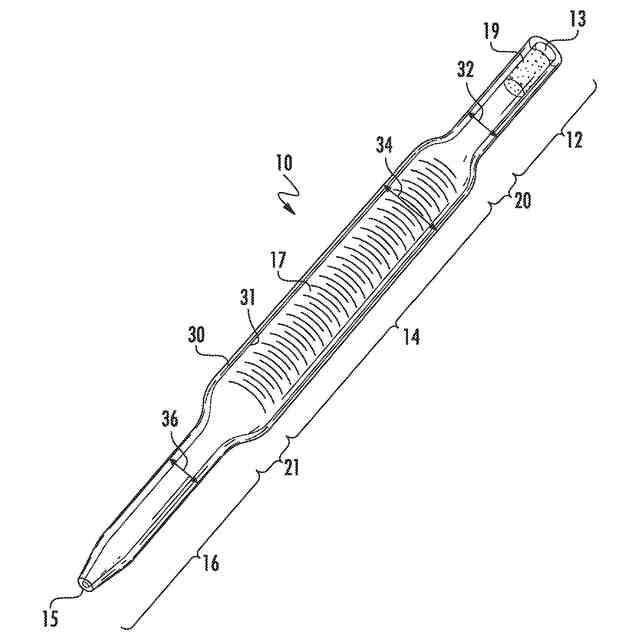
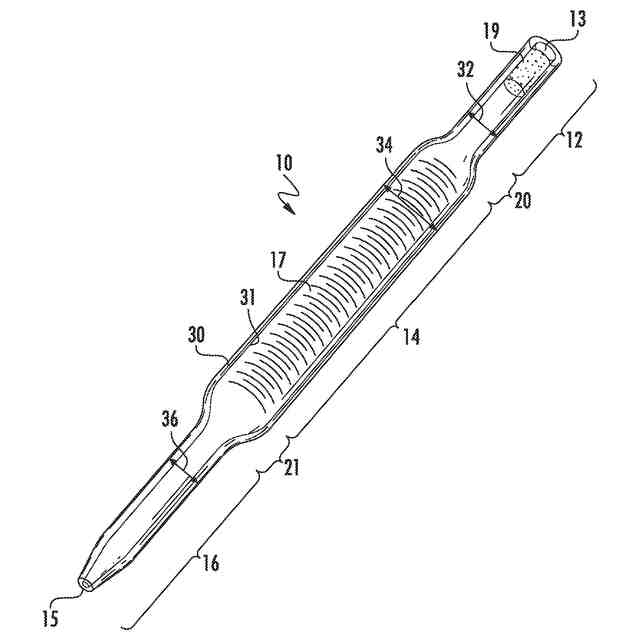
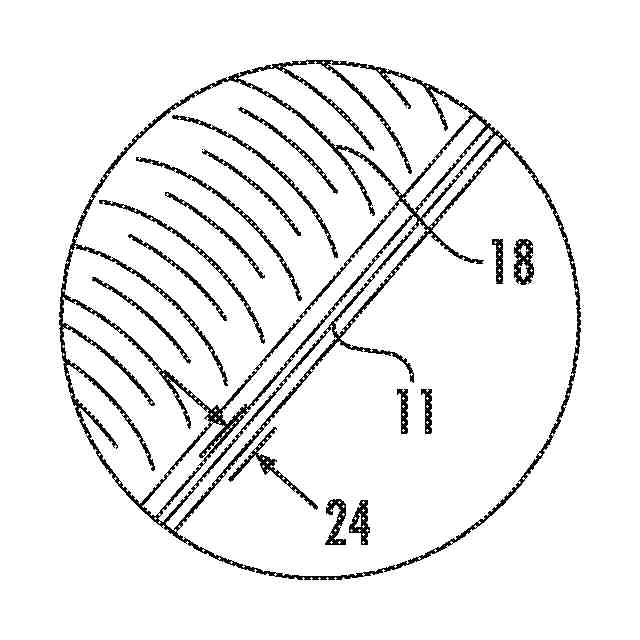
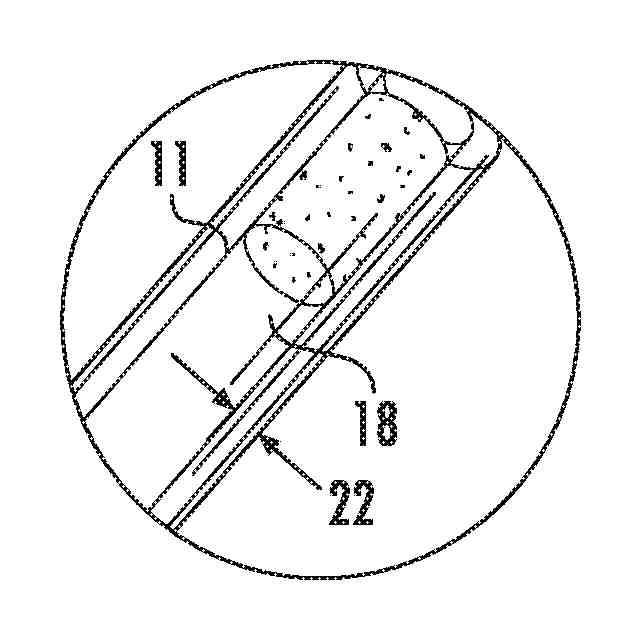
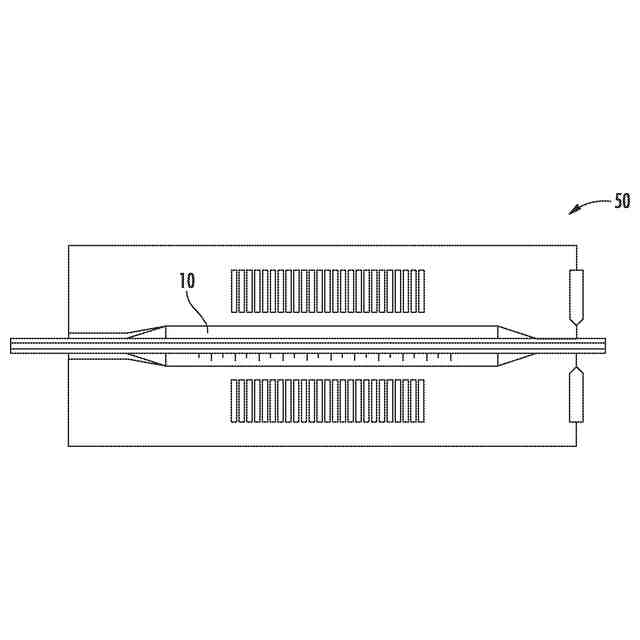
ピペットを成形するために、方法(iii)による差圧を加えることによって成形する例は、コーニング社へ譲渡されかつここで参照により本明細書に援用される“Unitary Serological Pipette and Methods of Producing the Same”という発明の名称の特許文献1に開示されている。このような方法に従って製造されてもよい典型的なピペット10が図1Aに示されており、ピペット10は、入口領域12と、本体領域14と、先端領域16とを有し、前記領域の拡大した部分がそれぞれ図1B~図1Dに示されている(図1A~図1Dは、特許文献1に添付された図に対応する)。入口領域12、本体領域14および先端領域16のそれぞれは、対応する壁厚(すなわち、入口厚さ22、本体厚さ24および先端厚さ26)と、対応する直径(すなわち、入口直径32、本体直径34および先端直径36)とを有してもよい。図1B~図1Dは、また、空間18を包囲した内側湾曲面11を有するピペット10を示している。図1Aを参照すると、ピペット10は、長手方向軸線に沿って整列させられた入口13および先端15を有し、入口13付近にフィルタ19を有する。選択的に、ピペット10は、入口領域12と本体領域14との間の入口-本体移行領域20と、本体領域14と先端領域16との間の本体-先端移行領域21とを有してもよい。ある実施態様において、流体および/または粒子状材料の残留を低減するために、移行領域20,21には実質的に滑らかな内面31が設けられている。ピペット10は、ピペット10内の空間18に含まれた液体の体積を示すために(少なくとも)本体領域14の外面30に沿って印刷(またはインプリント)された一連の目盛付き体積マーク17を有してもよい。ピペット10は、特定の体積(例えば、1mL(1cm
3
)、2mL(2cm
3
)、5mL(5cm
3
)、10mL(10cm
3
)、25mL(25cm
3
)、50mL(50cm
3
)、100mL(100cm
3
)または別の所望の体積)の液体を保持するようにサイズ決めされていてもよい。ピペット10は、ガラスまたはポリマー(例えば、ポリスチレン、ポリエチレンまたはポリプロピレン)などのあらゆる適切な材料から製造されてもよい。
【0006】
選択的に、入口厚さ22、先端厚さ26、または入口厚さ22および先端厚さ26の両方は、本体厚さ24と同じであってもよい。ある実施態様において、入口厚さ22、先端厚さ26および本体厚さ24のうちの1つ、幾つかまたは全ては、0.25mm~2.5mm、0.4mm~1.5mm、0.6mm~1.0mm、0.25mm~約0.5mmまたは約0.25mm~約0.5mmの範囲にあってもよい。開口および先端領域12,16における厚さの増大は、これらの領域を使用中の損傷または破壊に対してより耐久性があるものにすることなどによって、ある利点を提供することがある。入口、本体および先端の直径32,34,36はそれぞれ、外側において(例えば、ピペット10の外面における互いに反対側の点の間において)測定されてもよい。選択的に、本体直径34は、入口直径32または先端直径36より大きくてもよい。特定の本体直径34は、ピペット10が保持するようにサイズ決めされた液体の体積に依存してもよい。ある実施形態において、本体直径は、約4.0mm~約25.0mmの範囲にあってもよい。
【0007】
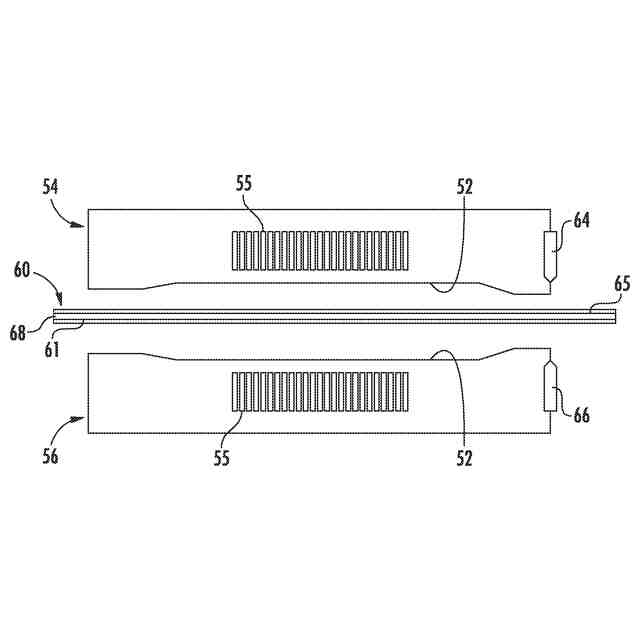
差圧を加えながら成形することによるピペット10の製造は、加熱されたパリソン(例えば、一般的には中空円筒体の形状のチューブまたはプリフォーム)を型内に供給し、パリソンの内側と外側との間に差圧を生じさせ、パリソンを膨張させ、型のキャビティに合致させることを含んでもよい。選択的に、加熱されたパリソンは、直接、型内へ押出成形されてもよい。パリソンの壁部の両側における差圧は、パリソンの内部に加圧ガス(例えば、0.05~1.5MPaの圧縮空気)を供給することによってまたは型のキャビティを画定する面に沿って大気圧未満の圧力条件(例えば、0.01~0.09MPaの圧力における真空条件としても知られる)を生じさせることによって形成されてもよい。(既にピペットとして構成された)膨張した材料が十分に冷却されると、型が開放され、ピペットが排出され、型は、このプロセスを繰り返すために(例えば、型内への押出成形によって)別の加熱されたパリソンを受け入れてもよい。その後、二次的な製造後ステップにおいて、フィルタ19が、入口領域12内に保持されるようにピペット10の入口13に挿入される。フィルタ19は、通常、繊維状材料を含む。
【0008】
ピペットに繊維状フィルタを付加するプロセスは、正確なフィルタ切断、搬送および挿入機器を必要とする。フィルタ挿入機器(フィルタ差込み機器として知られている)は、フィルタをピペット吸口に挿入しかつフィルタを吸口内の所望の位置に詰める機能を達成するための1つ以上のステーションを有してもよい。別の処理作業(例えば、滅菌およびパッケージング)のためにピペットを清潔にする前に、さらに別のステーションが、ピペット吸口におけるフィルタの存在および適切な位置決めをチェックしてもよい。ある例において、ピペットは、ピペット内でのフィルタの深さを示すための配置特徴を提供するための成形された吸口コンポーネントを備えるように設計される必要があることがある。フィルタと吸口との締まり嵌めを可能にし、これにより、フィルタが移動することを防止するために、フィルタの粒度もピペット吸口の内径と最適化させられなければならない。ピペット内にフィルタを適切に位置決めして保持しないと、ピペット内に緩んだ繊維または粒子が存在し、製造中にピペットを再処理するための付加的な労働コストが発生し、かつ/またはピペット操作が妨害され、これにより、ピペットがエンドユーザによって使用不能になるという不都合な影響が生じてしまう。
【先行技術文献】
【特許文献】
【0009】
国際公開第2017/091540号
【発明の概要】
【発明が解決しようとする課題】
【0010】
前記のことを考えると、改良されたフィルタを有するピペットおよびこのようなピペットを製造するための改良された方法および装置が必要となる。
【課題を解決するための手段】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
撹拌羽根
13日前
東レ株式会社
吸着材料
28日前
ホーコス株式会社
微粒子捕集装置
10日前
株式会社日本製鋼所
反応装置
1か月前
東レ株式会社
濾過方法
6日前
株式会社大善
濃縮脱水機
1か月前
株式会社石垣
ろ材層の圧密状態判別方法
15日前
株式会社石垣
ろ材層の圧密状態制御方法
15日前
株式会社石垣
ろ材層の圧密状態制御方法
15日前
日本化薬株式会社
プロピレン製造用触媒
14日前
東レエンジニアリング株式会社
リアクタ
1か月前
株式会社ナノバブル研究所
製造物
27日前
キヤノン電子株式会社
二酸化炭素回収装置
24日前
ワシノ機器株式会社
複式ストレーナ
7日前
協和機電工業株式会社
正浸透膜モジュール
15日前
木村化工機株式会社
蒸留装置
1か月前
木村化工機株式会社
蒸留装置
1か月前
エステー株式会社
除湿器
29日前
株式会社大真空
二酸化炭素回収システム
1か月前
大和ハウス工業株式会社
反応装置
15日前
東ソー株式会社
消臭性組成物及び脱臭フィルター
24日前
本田技研工業株式会社
触媒構造
28日前
株式会社電業社機械製作所
エネルギー回収装置
21日前
株式会社大真空
二酸化炭素捕集モジュール
10日前
三菱化工機株式会社
ガス分離装置及びガス分離方法
28日前
永進テクノ株式会社
油水分離装置及び油水分離方法
23日前
東亜ディーケーケー株式会社
溶解装置
21日前
三進金属工業株式会社
ヒュームフード
29日前
本田技研工業株式会社
吸着装置
21日前
ダイニチ工業株式会社
エアフィルタ清掃装置、および空調装置
6日前
ダイニチ工業株式会社
エアフィルタ清掃装置、および空調装置
6日前
森下仁丹株式会社
シームレスカプセルの製造方法
1か月前
トヨタ紡織株式会社
イオン交換器のカートリッジ
15日前
ダイニチ工業株式会社
エアフィルタ清掃装置、および空調装置
6日前
オリオン機械株式会社
除去装置および燃料供給システム
14日前
オリエンタル技研工業株式会社
プッシュプル型排気フード
20日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ