TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025072006
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2023182486
出願日
2023-10-24
発明の名称
発泡成形用射出成形機及び発泡成形方法
出願人
芝浦機械株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
44/34 20060101AFI20250430BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】発泡成形を行う際におけるコストの低減を図ること。
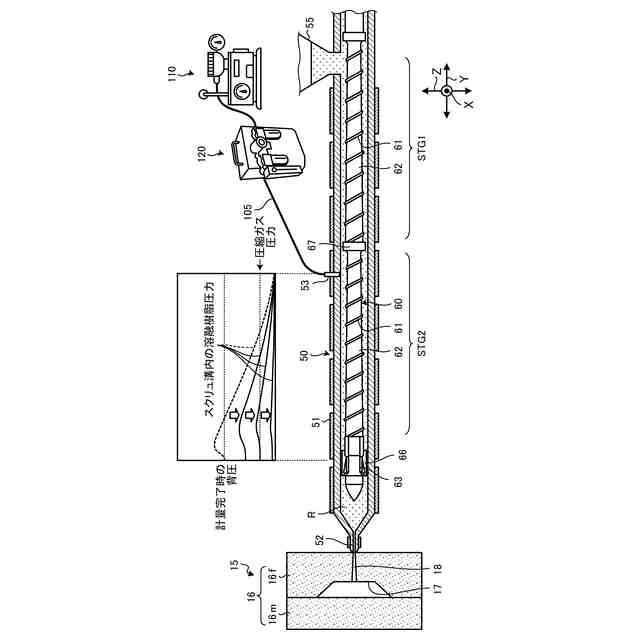
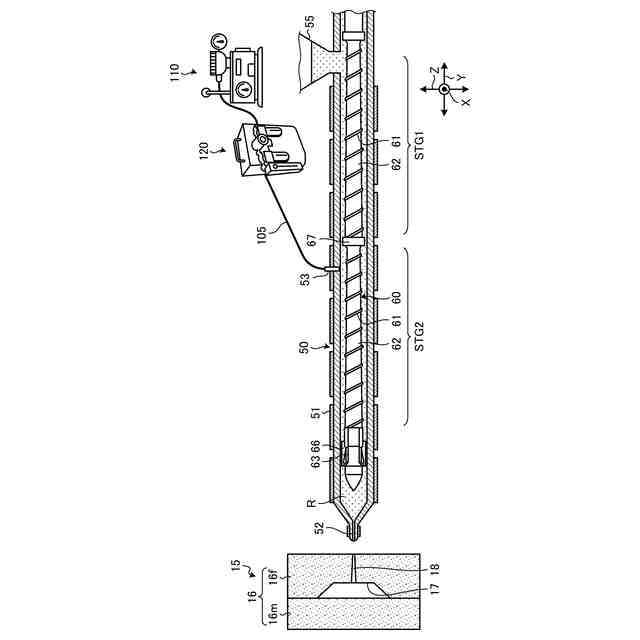
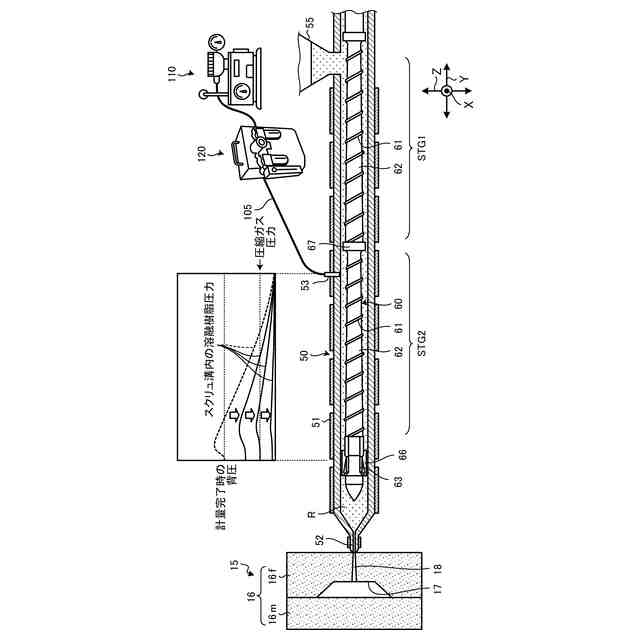
【解決手段】加熱バレル50内に回転可能に配置され、且つ、加熱バレル50内で加熱バレル50の長手方向に移動可能なスクリュ60と、加熱バレル50に対して圧縮ガスを供給するコンプレッサ110と、スクリュ60の動作を制御する制御部100と、を備え、加熱バレル50は、溶融樹脂を射出するノズル52と、コンプレッサ110から供給される圧縮ガスを加熱バレル50内に注入するガス注入口53と、を有し、制御部100は、スクリュ60を回転させながらノズル52が位置する側の反対側に移動させることによりノズル52から射出する溶融樹脂の計量を行った後、溶融樹脂の計量を行う際のスクリュ60の回転方向に対してスクリュ60を逆回転させることによりガス注入口53から加熱バレル50内に注入される圧縮ガスを加熱バレル50内の溶融樹脂に対して拡散させる。
【選択図】図7
特許請求の範囲
【請求項1】
内部で樹脂材料を溶融して溶融樹脂にする加熱バレルと、
前記加熱バレル内に回転可能に配置され、且つ、前記加熱バレル内で前記加熱バレルの長手方向に移動可能なスクリュと、
前記加熱バレルに対して圧縮ガスを供給する圧縮装置と、
前記スクリュの動作を制御する制御部と、
を備え、
前記加熱バレルは、
前記加熱バレルの長手方向における一端に配置されて前記溶融樹脂を射出するノズルと、
前記加熱バレルの長手方向における前記スクリュが配置される範囲における壁面に配置されて前記圧縮装置から供給される前記圧縮ガスを前記加熱バレル内に注入するガス注入口と、
を有し、
前記制御部は、前記スクリュを前記加熱バレル内で回転させながら前記加熱バレルの長手方向における前記ノズルが位置する側の反対側に移動させることにより前記加熱バレル内における前記スクリュよりも前記ノズル側の部分に前記溶融樹脂を送って前記ノズルから射出する前記溶融樹脂の計量を行った後、前記溶融樹脂の計量を行う際の前記スクリュの回転方向に対して前記スクリュを逆回転させることにより前記ガス注入口から前記加熱バレル内に注入される前記圧縮ガスを前記加熱バレル内の前記溶融樹脂に対して拡散させることを特徴とする発泡成形用射出成形機。
続きを表示(約 970 文字)
【請求項2】
前記制御部は、前記溶融樹脂の計量を行った後、前記スクリュを45°以上720°以下の範囲内で逆回転させる請求項1に記載の発泡成形用射出成形機。
【請求項3】
前記圧縮装置は、前記圧縮ガスを5MPa以下の圧力で前記加熱バレルに供給する請求項1または2に記載の発泡成形用射出成形機。
【請求項4】
前記圧縮装置と前記ガス注入口との間に、前記圧縮装置で圧縮した前記圧縮ガスの成分を分離し、前記圧縮ガスのうちの一部の圧縮ガスを前記ガス注入口に供給する空気分離装置が配置される請求項1または2に記載の発泡成形用射出成形機。
【請求項5】
前記スクリュには、前記スクリュを前記加熱バレルの長手方向において前記ノズルが位置する側の部分と、前記ノズルが位置する側の反対側の部分との区分けする堰部が配置され、
前記ガス注入口は、前記加熱バレルの長手方向へ前記スクリュが移動する際の前記堰部の移動範囲における前記堰部のいずれの位置よりも前記ノズルが配置される側に配置される請求項1または2に記載の発泡成形用射出成形機。
【請求項6】
内部で樹脂材料を溶融して溶融樹脂にする加熱バレルと、
前記加熱バレル内に回転可能に配置され、且つ、前記加熱バレル内で前記加熱バレルの長手方向に移動可能なスクリュと、
を備える発泡成形用射出成形機で前記加熱バレルに対して圧縮ガスを供給することにより前記圧縮ガスが供給された前記溶融樹脂によって発泡成形品を成形する発泡成形方法であって、
前記スクリュを前記加熱バレル内で回転させながら前記加熱バレルの長手方向において前記加熱バレルが有するノズルが位置する側の反対側に前記スクリュを移動させることにより前記加熱バレル内における前記スクリュよりも前記ノズル側の部分に前記溶融樹脂を送って前記ノズルから射出する前記溶融樹脂の計量を行う手順と、
前記溶融樹脂の計量を行った後、前記溶融樹脂の計量を行う際の前記スクリュの回転方向に対して前記スクリュを逆回転させることにより前記加熱バレルに供給される前記圧縮ガスを前記加熱バレル内の前記溶融樹脂に対して拡散させる手順と、
を含むことを特徴とする発泡成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、発泡成形用射出成形機及び発泡成形方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来より、射出成形機を用いた樹脂の成形の中には、樹脂にガスを混ぜ合わせながら成形を行う発泡成形がある。このような発泡成形は、発泡剤を樹脂と混ぜ合わせて発泡させる化学発泡と、窒素や二酸化炭素などのガスを射出成形機の加熱筒に設けたガス注入口より注入して発泡させる物理発泡とに分類される。
【0003】
近年では環境負荷低減が求められる中、樹脂使用量削減の手段として発泡成形が注目されており、その中でもリサイクルに適した物理発泡がより期待されている。物理発泡によって発泡成形を行う方法としては、例えば、特許文献1、2に示すように、可塑化シリンダに飢餓ゾーンを設け、窒素や二酸化炭素等のガスが貯蔵されたボンベから、導入速度調整容器を介して可塑化シリンダ内における飢餓ゾーンにガスを注入する方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特許第6522701号公報
特許第7128015号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、射出成形機の可塑化シリンダに飢餓ゾーンを設けて、ボンベから高圧のガスを可塑化シリンダに注入することによって発泡成形を行う場合、高額な初期投資費用が発生し、運用中にはボンベの交換も必要になるためランニングコストも増大し易くなる。このため、射出成形機を用いて発泡成形を行う場合、コスト面で改善の余地があった。
【0006】
本発明は、上記に鑑みてなされたものであって、発泡成形を行う際におけるコストの低減を図ることのできる発泡成形用射出成形機及び発泡成形方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明に係る発泡成形用射出成形機は、内部で樹脂材料を溶融して溶融樹脂にする加熱バレルと、前記加熱バレル内に回転可能に配置され、且つ、前記加熱バレル内で前記加熱バレルの長手方向に移動可能なスクリュと、前記加熱バレルに対して圧縮ガスを供給する圧縮装置と、前記スクリュの動作を制御する制御部と、を備え、前記加熱バレルは、前記加熱バレルの長手方向における一端に配置されて前記溶融樹脂を射出するノズルと、前記加熱バレルの長手方向における前記スクリュが配置される範囲における壁面に配置されて前記圧縮装置から供給される前記圧縮ガスを前記加熱バレル内に注入するガス注入口と、を有し、前記制御部は、前記スクリュを前記加熱バレル内で回転させながら前記加熱バレルの長手方向における前記ノズルが位置する側の反対側に移動させることにより前記加熱バレル内における前記スクリュよりも前記ノズル側の部分に前記溶融樹脂を送って前記ノズルから射出する前記溶融樹脂の計量を行った後、前記溶融樹脂の計量を行う際の前記スクリュの回転方向に対して前記スクリュを逆回転させることにより前記ガス注入口から前記加熱バレル内に注入される前記圧縮ガスを前記加熱バレル内の前記溶融樹脂に対して拡散させる。
【0008】
また、上述した課題を解決し、目的を達成するために、本発明に係る発泡成形方法は、内部で樹脂材料を溶融して溶融樹脂にする加熱バレルと、前記加熱バレル内に回転可能に配置され、且つ、前記加熱バレル内で前記加熱バレルの長手方向に移動可能なスクリュと、を備える発泡成形用射出成形機で前記加熱バレルに対して圧縮ガスを供給することにより前記圧縮ガスが供給された前記溶融樹脂によって発泡成形品を成形する発泡成形方法であって、前記スクリュを前記加熱バレル内で回転させながら前記加熱バレルの長手方向において前記加熱バレルが有するノズルが位置する側の反対側に前記スクリュを移動させることにより前記加熱バレル内における前記スクリュよりも前記ノズル側の部分に前記溶融樹脂を送って前記ノズルから射出する前記溶融樹脂の計量を行う手順と、前記溶融樹脂の計量を行った後、前記溶融樹脂の計量を行う際の前記スクリュの回転方向に対して前記スクリュを逆回転させることにより前記加熱バレルに供給される前記圧縮ガスを前記加熱バレル内の前記溶融樹脂に対して拡散させる手順と、を含む。
【発明の効果】
【0009】
本発明に係る発泡成形用射出成形機及び発泡成形方法は、発泡成形を行う際におけるコストの低減を図ることができる、という効果を奏する。
【図面の簡単な説明】
【0010】
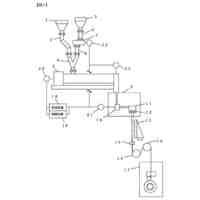
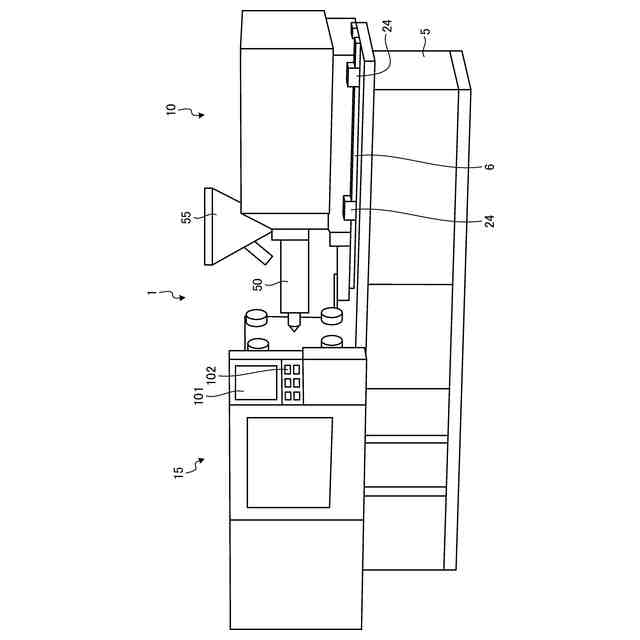
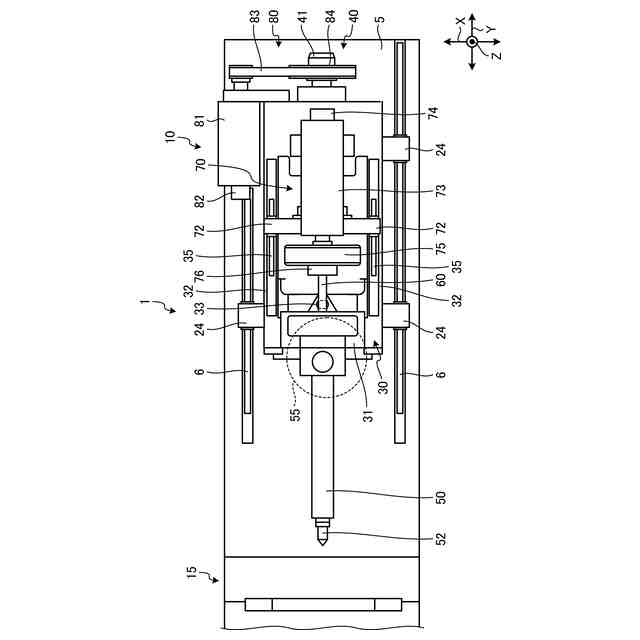
図1は、実施形態に係る発泡成形用射出成形機の斜視図である。
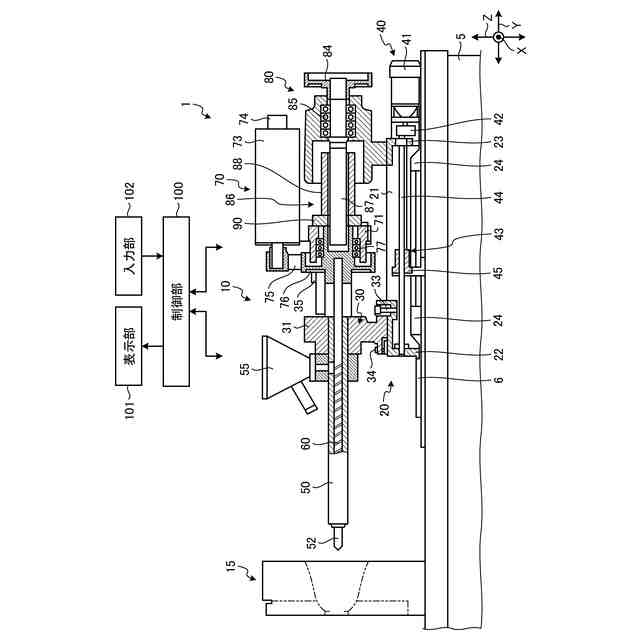
図2は、実施形態に係る発泡成形用射出成形機の装置構成を示す要部断面図である。
図3は、実施形態に係る発泡成形用射出成形機の装置構成を示す要部平面図である。
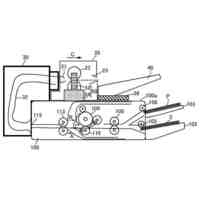
図4は、図2に示す加熱バレルの詳細図である。
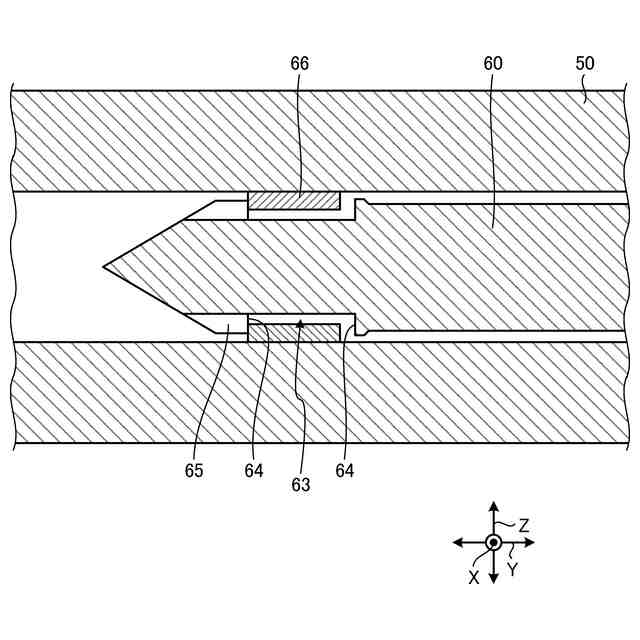
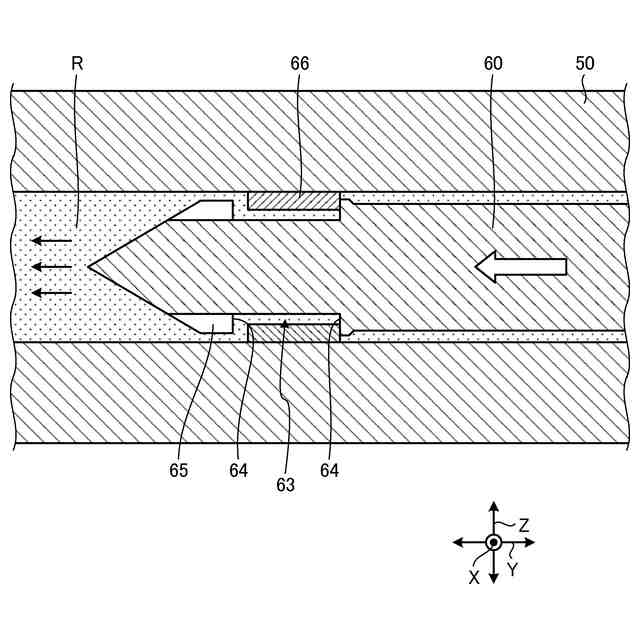
図5は、図4に示すチェックリングの詳細図である。
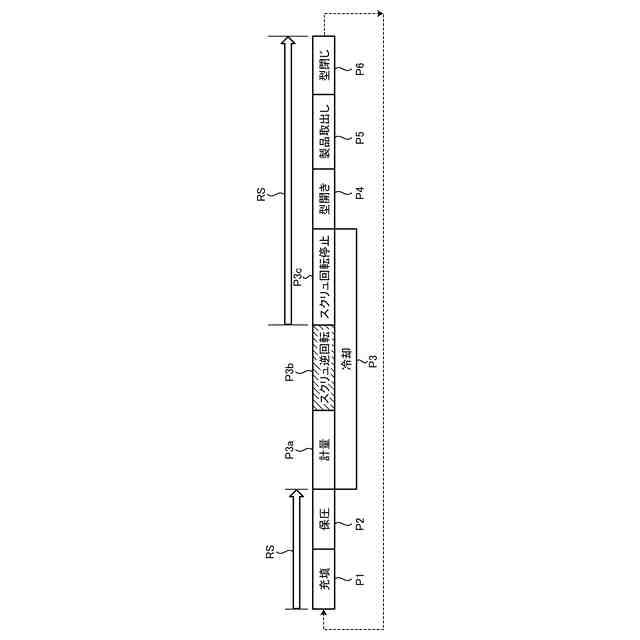
図6は、発泡成形用射出成形機による射出・成形動作の1サイクルで行う工程についての説明図である。
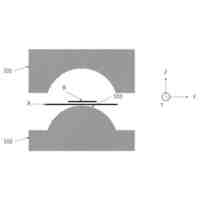
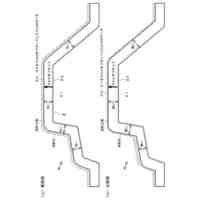
図7は、計量工程でのスクリュの回転方向に対してスクリュを逆回転させた際の溶融樹脂の圧力の変化を示す説明図である。
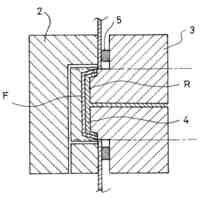
図8は、溶融樹脂の射出を行う際におけるチェックリングの状態を示す説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
プリプレグテープ
7か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
4か月前
グンゼ株式会社
ピン
4か月前
株式会社日本製鋼所
押出機
7か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
7か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
17日前
株式会社FTS
ロッド
3か月前
株式会社FTS
成形装置
4か月前
東レ株式会社
一体化成形品の製造方法
9か月前
トヨタ自動車株式会社
射出装置
2か月前
帝人株式会社
成形体の製造方法
10か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社リコー
シート剥離装置
9か月前
株式会社FTS
セパレータ
3か月前
東レ株式会社
炭素繊維シートの製造方法
23日前
三菱自動車工業株式会社
予熱装置
7か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
5か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
小林工業株式会社
振動溶着機
10か月前
個人
ノズルおよび熱風溶接機
4か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
日東工業株式会社
インサート成形機
5か月前
トヨタ自動車株式会社
真空成形装置
9日前
東レ株式会社
溶融押出装置および押出方法
4か月前
KTX株式会社
シェル型の作製方法
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ