TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025073213
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023183786
出願日
2023-10-26
発明の名称
情報処理装置、プログラム、および面粗度の算出方法
出願人
オークマ株式会社
代理人
弁理士法人YKI国際特許事務所
主分類
G05B
19/4093 20060101AFI20250502BHJP(制御;調整)
要約
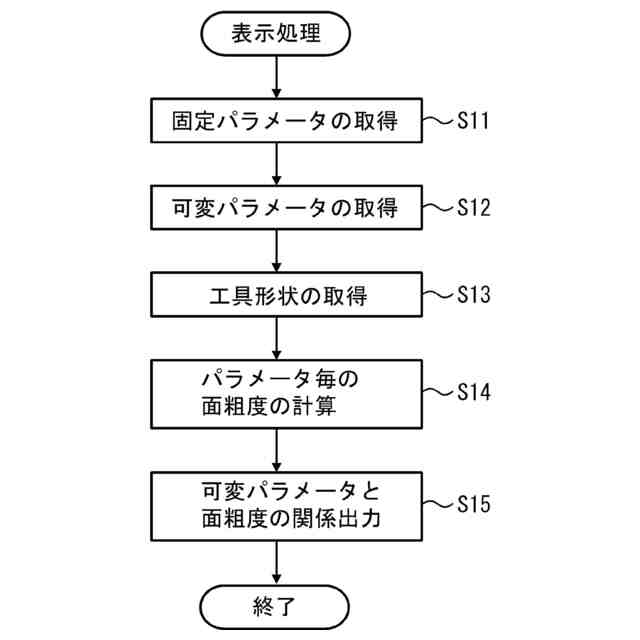
【課題】旋削加工、特に揺動切削に関し、ワークに要求される面粗度から揺動切削のパラメータを容易に選定することを可能にする情報処理装置を提供する。
【解決手段】情報処理装置は、プロセッサを備える。プロセッサは、揺動切削に関する複数種類のパラメータの値と、ワークの面粗度とが紐付けられたパラメータマップを取得し、パラメータマップにおける複数種類のパラメータの少なくとも1つにおける値と、パラメータマップにおける面粗度との関係を、表示装置に表示させる。作業者は、表示装置に表示されたパラメータの値と面粗度の関係を確認することで、面粗度から直感的にパラメータを選定することができる。
【選択図】図4
特許請求の範囲
【請求項1】
情報処理装置であって、
プロセッサを含み、
前記プロセッサは、
揺動切削に関する複数種類のパラメータの値と、ワークの面粗度とが紐付けられたパラメータマップを取得し、
前記パラメータマップにおける複数種類のパラメータの少なくとも1つにおける値と、前記パラメータマップにおける前記面粗度との関係を、表示装置に表示させる、
情報処理装置。
続きを表示(約 3,000 文字)
【請求項2】
情報処理装置であって、
プロセッサを含み、
前記プロセッサは、
揺動切削に関する複数種類のパラメータの値と、ワークの面粗度とが紐付けられたパラメータマップを取得し、
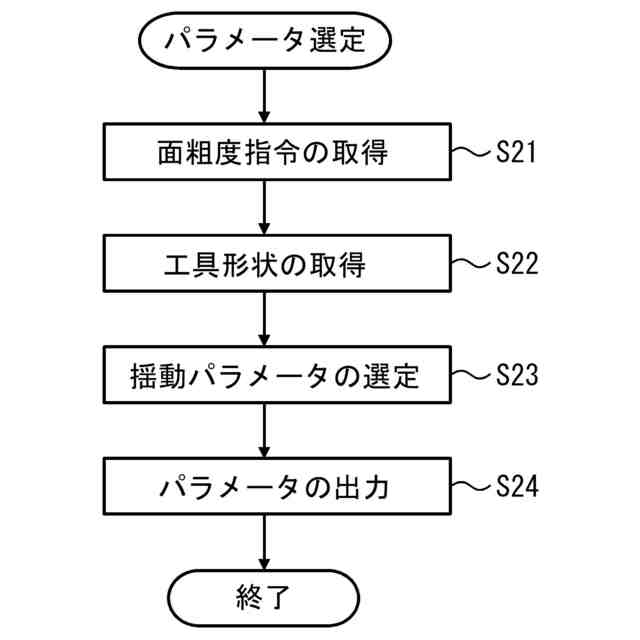
前記ワークの指定面粗度を受け付け、
受け付けた前記指定面粗度に対応する前記パラメータの値を、前記パラメータマップから取得する、
情報処理装置。
【請求項3】
請求項2に記載の情報処理装置であって、
前記プロセッサは、
受け付けた前記指定面粗度以下であって前記指定面粗度に最も近い面粗度に紐付けられた前記パラメータの値を、前記パラメータマップから取得する、
情報処理装置。
【請求項4】
請求項1から3のいずれか1つに記載の情報処理装置であって、
複数種類の前記パラメータは、前記ワークの主軸位相Θ、工具の送り速度F、工具刃先の形状、揺動振幅倍率K、および揺動周波数倍率Iを含み、
前記パラメータマップの面粗度は、前記ワークの主軸位相Θでの面粗度である、
情報処理装置。
【請求項5】
請求項4に記載の情報処理装置であって、
前記プロセッサは、前記パラメータマップを作成する作成処理を実行し、
前記作成処理は、
(i)主軸位相Θ、送り速度F、工具刃先の形状、揺動振幅倍率K、および揺動周波数倍率Iの値を設定することと、
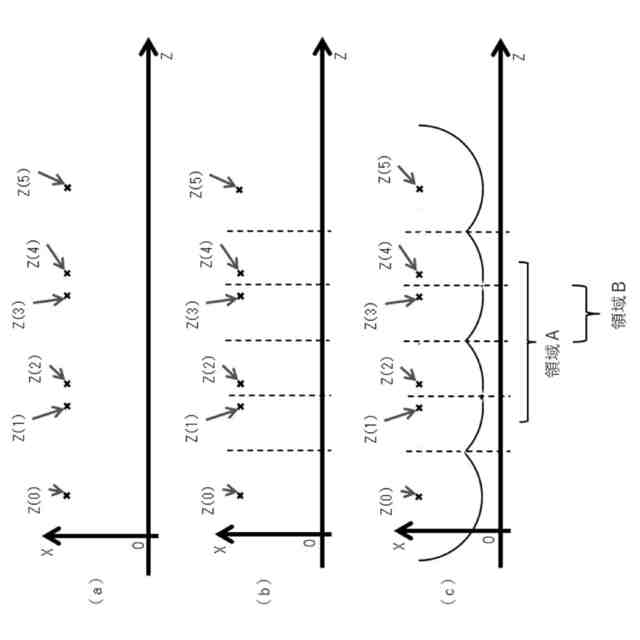
(ii)以下の(数式A)から、積算の主軸回転数n(nは0以上の整数)を順に変化させながら、主軸位相Θにおける各主軸回転数nでの工具刃先の指令位置Pz(n,Θ)を取得することと、
Pz(n,Θ)=(KF/2)cos(I×(2πn+Θ))
-(KF/2)+F×((2πn+Θ)/2π)・・・(数式A)
(iii)前記工具刃先の形状と、前記各指令位置Pz(n,Θ)とに基づいて、nの値が隣接する2つの前記指令位置Pz(n,Θ)での前記工具刃先の形状が交差する交点を算出することと、
(iv)隣接する前記交点の間を結ぶように、前記工具刃先により創成される主軸位相Θでの加工面の位置を取得することで、前記加工面の形状を取得することと、
(v)前記加工面の形状に基づいて、主軸位相Θにおける前記面粗度を算出することと、
(vi)送り速度F、工具刃先の形状、揺動振幅倍率K、および揺動周波数倍率Iの値と、算出された前記面粗度とを紐づけることと、
(vii)送り速度F、工具刃先の形状、揺動振幅倍率K、および揺動周波数倍率Iの値の少なくとも1つを変化させて、上記(ii)から(vi)の処理を繰り返すことで、前記パラメータマップを作成することと、を含む、
情報処理装置。
【請求項6】
請求項5に記載の情報処理装置であって、
前記工具刃先の形状の値は、前記工具刃先の半径としてのノーズRの値であり、
前記プロセッサは、
前記ノーズRの中心を、前記指令位置Pz(n,Θ)とする、
情報処理装置。
【請求項7】
請求項1から3のいずれか1つに記載の情報処理装置であって、
前記パラメータマップの面粗度は、前記ワークの複数の主軸位相における面粗度から得られた代表の面粗度であり、
前記代表の面粗度は、前記複数の主軸位相における面粗度の最大値、平均値、または中央値である、
情報処理装置。
【請求項8】
情報処理装置であって、
ワークの主軸位相Θにおける面粗度の算出に用いるプロセッサを含み、
前記プロセッサは、
(i)主軸位相Θ、送り速度F、工具刃先の形状、揺動振幅倍率K、および揺動周波数倍率Iの値を取得し、
(ii)以下の(数式A)から、積算の主軸回転数n(nは0以上の整数)を順に変化させながら、主軸位相Θにおける各主軸回転数nでの工具刃先の指令位置Pz(n,Θ)を取得し、
Pz(n,Θ)=(KF/2)cos(I×(2πn+Θ))
-(KF/2)+F×((2πn+Θ)/2π)・・・(数式A)
(iii)前記工具刃先の形状と、前記各指令位置Pz(n,Θ)とに基づいて、nの値が隣接する2つの前記指令位置Pz(n,Θ)での前記工具刃先の形状が交差する交点を算出し、
(iv)隣接する前記交点の間を結ぶように、前記工具刃先により創成される主軸位相Θでの加工面の位置を取得することで、前記加工面の形状を取得し、
(v)前記加工面の形状に基づいて、主軸位相Θにおける前記面粗度を算出する、
情報処理装置。
【請求項9】
コンピュータを用いて、ワークの主軸位相Θにおける面粗度を算出する方法であって、
(i)主軸位相Θ、送り速度F、工具刃先の形状、揺動振幅倍率K、および揺動周波数倍率Iの値を取得する工程と、
(ii)以下の(数式A)から、積算の主軸回転数n(nは0以上の整数)を順に変化させながら、主軸位相Θにおける各主軸回転数nでの工具刃先の指令位置Pz(n,Θ)を取得する工程と、
Pz(n,Θ)=(KF/2)cos(I×(2πn+Θ))
-(KF/2)+F×((2πn+Θ)/2π)・・・(数式A)
(iii)前記工具刃先の形状と、前記各指令位置Pz(n,Θ)とに基づいて、nの値が隣接する2つの前記指令位置Pz(n,Θ)での前記工具刃先の形状が交差する交点を算出する工程と、
(iv)隣接する前記交点の間を結ぶように、前記工具刃先により創成される主軸位相Θでの加工面の位置を取得することで、前記加工面の形状を取得する工程と、
(v)前記加工面の形状に基づいて、主軸位相Θにおける前記面粗度を算出する工程と、を含む、
面粗度の算出方法。
【請求項10】
ワークの主軸位相Θにおける面粗度を算出する処理をコンピュータに実行させるプログラムであって、
前記処理は、
(i)主軸位相Θ、送り速度F、工具刃先の形状、揺動振幅倍率K、および揺動周波数倍率Iの値を取得することと、
(ii)以下の(数式A)から、積算の主軸回転数n(nは0以上の整数)を順に変化させながら、主軸位相Θにおける各主軸回転数nでの工具刃先の指令位置Pz(n,Θ)を取得することと、
Pz(n,Θ)=(KF/2)cos(I×(2πn+Θ))
-(KF/2)+F×((2πn+Θ)/2π)・・・(数式A)
(iii)前記工具刃先の形状と、前記各指令位置Pz(n,Θ)とに基づいて、nの値が隣接する2つの前記指令位置Pz(n,Θ)での前記工具刃先の形状が交差する交点を算出することと、
(iv)隣接する前記交点の間を結ぶように、前記工具刃先により創成される主軸位相Θでの加工面の位置を取得することで、前記加工面の形状を取得することと、
(v)前記加工面の形状に基づいて、主軸位相Θにおける前記面粗度を算出することと、を含む、
プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削加工におけるワークの面粗度に関する処理に用いる情報処理装置、プログラム、および面粗度の算出方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
工作機械の、特に旋削加工における生産性を向上するためには、切粉処理が重要である。例えば、旋削加工では加工中に連続した切屑が発生すると、切屑が工具やワークに絡まる場合がある。このような場合には加工を中断して切屑を取り除く必要があり、生産効率が低下する。さらに切屑によってワークに傷がつく可能性もあり、品質が低下する可能性もある。
【0003】
このような事態を避ける技術として、加工送り方向に工具とワークを相対的に揺動させることで切屑を細断する揺動切削の技術が開示されている(例えば、特許文献1を参照)。
【0004】
揺動切削における揺動指令の周波数と振幅は、加工対象ワークの要求仕様や加工条件、機械性能およびサーボ制御性能等の制約条件を考慮して選択するパラメータである。揺動切削のパラメータとしては、例えば揺動周波数倍率I、揺動振幅倍率Kがある。
【0005】
また、揺動切削のパラメータを決定する手段として、回転数または振動数に応じてパラメータの候補を作業者に提示し、選択させる技術が提案されている。
【先行技術文献】
【特許文献】
【0006】
特許第6636998号公報
特許第5599523号公報
特許第6843313号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
図面の指示事項には、一例として面粗度(算術平均粗さRa、最大高さ粗さRzなど)がある。揺動切削のパラメータは、一例として、揺動周波数倍率Iや揺動振幅倍率Kなどがある。これまでの揺動切削では、図面の指示事項と揺動切削のパラメータとの関係が不明瞭であり、作業者がパラメータを選定することが容易ではなかった。
【0008】
本発明の目的は、揺動切削に関し、揺動切削におけるパラメータを、面粗度から容易に選定または設定することを可能にする情報処理装置を提供することにある。或いは、その実現に必要な面粗度の算出方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明に係る情報処理装置は、プロセッサを含み、前記プロセッサは、揺動切削に関する複数種類のパラメータの値と、ワークの面粗度とが紐付けられたパラメータマップを取得し、前記パラメータマップにおける複数種類のパラメータの少なくとも1つにおける値と、前記パラメータマップにおける前記面粗度との関係を、表示装置に表示させる、ことを特徴とする。
【0010】
また、本発明に係る情報処理装置は、プロセッサを含み、前記プロセッサは、揺動切削に関する複数種類のパラメータの値と、ワークの面粗度とが紐付けられたパラメータマップを取得し、前記ワークの指定面粗度を受け付け、受け付けた前記指定面粗度に対応する前記パラメータの値を、前記パラメータマップから取得する、ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
配置特定装置
1日前
オークマ株式会社
PWM制御装置
29日前
オークマ株式会社
複合旋盤用刃物台
14日前
オークマ株式会社
エンコーダ速度監視装置
5日前
オークマ株式会社
工具ホルダの位置決め機構
14日前
オークマ株式会社
工具交換装置及び工具交換方法
1か月前
オークマ株式会社
加工異常検知方法及び加工異常検知装置
5日前
オークマ株式会社
情報処理装置、プログラム、および面粗度の算出方法
1日前
オークマ株式会社
工作機械の表示装置及び工作機械の表示装置における表示方法
16日前
エイブリック株式会社
基準電圧回路
1か月前
和研工業株式会社
多連レバー機構
1か月前
株式会社クボタ
作業車
1か月前
ローム株式会社
半導体集積回路
1か月前
株式会社ダイフク
搬送車
1か月前
エイブリック株式会社
ボルテージレギュレータ
1か月前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
三菱電機株式会社
自己位置推定装置
1日前
トヨタ自動車株式会社
工作機械の制御装置
1か月前
株式会社ダイフク
物品搬送設備
1か月前
株式会社やまびこ
走行制御装置
22日前
愛知機械テクノシステム株式会社
無人搬送車
1か月前
アズビル株式会社
制御システムおよび制御方法
1か月前
株式会社タブチ
減圧弁
16日前
アズビル株式会社
制御システムおよび制御方法
1か月前
アズビル株式会社
制御システムおよび制御方法
1か月前
日本精工株式会社
制御装置および制御方法
1か月前
WHILL株式会社
電動モビリティ
今日
株式会社ダイヘン
搬送車
1か月前
日本信号株式会社
自走式装置
6日前
チームラボ株式会社
走行システム及び走行路
2か月前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
株式会社ダイヘン
搬送車
1か月前
村田機械株式会社
稼働監視システム及び稼働監視方法
1か月前
トヨタ自動車株式会社
群制御システム及び群制御方法
1か月前
株式会社デンソー
診断装置
20日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ