TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025072184
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2023182764
出願日
2023-10-24
発明の名称
加工異常検知方法及び加工異常検知装置
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B23Q
17/09 20060101AFI20250430BHJP(工作機械;他に分類されない金属加工)
要約
【課題】たとえ加工する部位の取り代にばらつきがあったとしても高精度で加工異常を検知することができる加工異常検知方法及び加工異常検知装置を提供する。
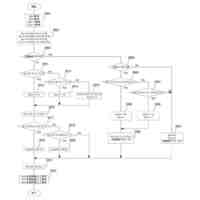
【解決手段】ワーク4に対する加工に係り、加工異常を検知するタップ17による加工よりも事前の面取り加工において、加工する部位の取り代の大小に起因して変化する加工情報である異常閾値変更用時間S
a
を算出するとともに、算出した加工情報にもとづいて異常閾値変更量X
a
を算出し、最終的に変更後異常閾値X
b
を求め、その変更後異常閾値X
b
にもとづいてタップ17による加工時に加工異常を検知するようにした。
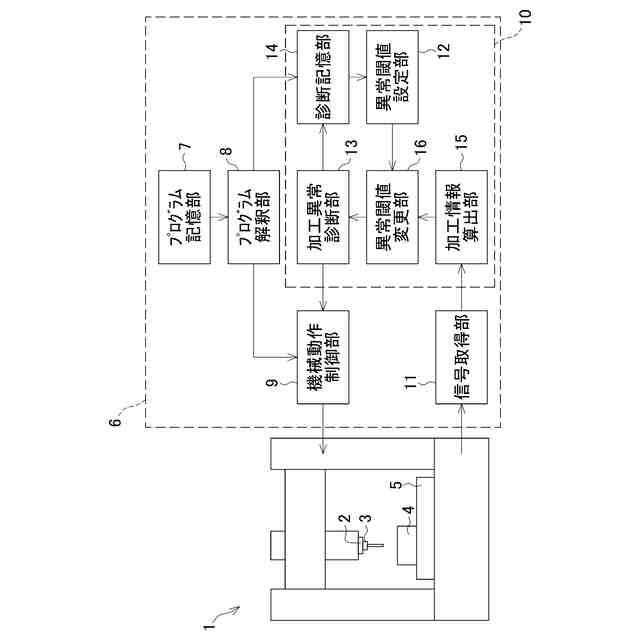
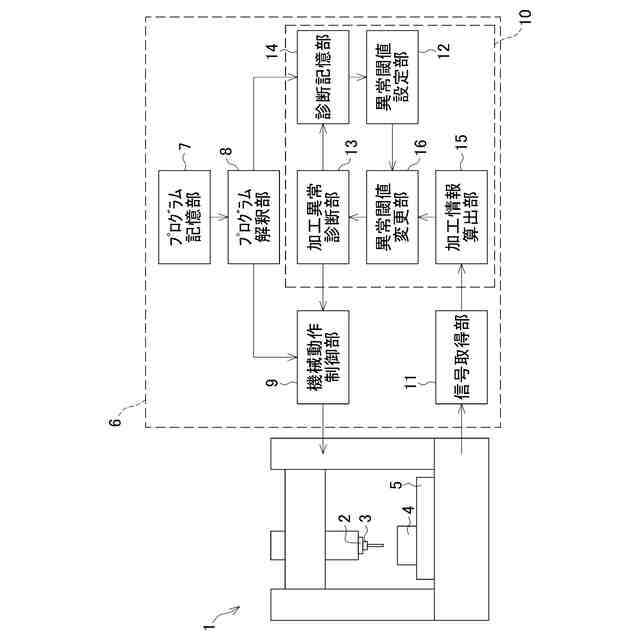
【選択図】図1
特許請求の範囲
【請求項1】
ワークに対する加工にあたり、前記加工に係る信号を取得するとともに、当該信号と予め記憶されている異常閾値とにもとづいて加工異常を検知するための加工異常検知方法であって、
加工する部位の取り代の大小に起因して変化する所定の加工情報を算出するステップと、算出した前記加工情報にもとづいて前記異常閾値を変更するステップと、変更した前記異常閾値にもとづいて加工異常を検知するステップとを実行することを特徴とする加工異常検知方法。
続きを表示(約 570 文字)
【請求項2】
前記加工情報が、所定の工具が前記ワークに接触してから、当該工具による加工が終了若しくは定常状態となるまでの加工時間及び/又は加工距離であることを特徴とする請求項1に記載の加工異常検知方法。
【請求項3】
前記ワークに対する加工が、第1の工具により前記ワークを加工するとともに加工異常を検知する加工工程と、当該加工工程よりも事前に前記工具とは別の第2の工具により前記ワークを加工する事前工程とを含んでおり、
前記事前工程において、前記加工情報を算出することを特徴とする請求項1又は2に記載の加工異常検知方法。
【請求項4】
ワークに対する加工にあたり、前記加工に係る信号を取得する信号取得部と、異常閾値を記憶する記憶部と、前記信号と前記異常閾値とにもとづいて加工異常が発生しているか否かを診断する加工異常診断部とを備えた加工異常検知装置であって、
加工する部位の取り代の大小に起因して変化する所定の加工情報を算出する加工情報算出部と、算出された前記加工情報にもとづいて前記異常閾値を変更する異常閾値変更部とを備えており、
前記加工異常診断部は、前記信号と変更された前記異常閾値とにもとづいて加工異常が発生しているか否かを診断することを特徴とする加工異常検知装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、たとえば切削加工等を行う際の加工異常を検知するための加工異常検知方法及び加工異常検知装置に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
一般的に、切削加工に用いる切削工具では、その個体差等によって工具寿命のばらつきが大きい。そのため、加工開始前に、総加工時間や総加工距離にもとづいて、加工異常が発生しない工具寿命を決定することが多い。したがって、実際には加工可能な状態にある切削工具であっても交換するという状況が発生し、加工に係るコスト削減が難しいという問題がある。
【0003】
そこで、従来、たとえば主軸モータの電流値等を測定し、測定値と基準値とを比較することによって加工異常を検知するとした加工異常検知方法が考案されている。たとえば特許文献1に記載の加工異常検知方法では、切削加工中の負荷値を測定するとともに複数の時間帯に分けて記憶し、時間帯同士で負荷値を比較して得られた値が所定値を超えると工具寿命であると判定する、すなわち加工異常を検知するとしている。
【先行技術文献】
【特許文献】
【0004】
特許第4919999号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、加工する部位の切削量が均一でない場合があると、正常な加工であっても負荷値がばらつくことが考えられる。そのため、上記特許文献1に記載の加工異常検知方法によれば、正常な加工であるにもかかわらず誤って工具寿命であると判定しかねない。たとえばタップ加工の場合、加工する部位は下穴であり、その下穴は一般的にドリルによって事前に加工される。その事前加工においてドリルの刃先に溶着が生じると、下穴径が大きくなるため、タップ加工時における負荷は小さくなる。一方、ドリルの刃先が摩耗、チッピングしていると、下穴径が小さくなるため、タップ加工時における負荷は大きくなる。したがって、このような場合に従来の加工異常検知方法では、切削工具の異常による信号の変化であるか、それとも加工する部位の取り代のばらつきによる信号の変化であるのか判別することができない。そのため、加工異常を見逃してしまったり誤検知してしまったり等、加工異常の検知精度が低くなるという問題があった。
【0006】
そこで、本発明は、上記問題に鑑みなされたものであって、たとえ加工する部位の取り代にばらつきがあったとしても高精度で加工異常を検知することができる加工異常検知方法及び加工異常検知装置を提供しようとするものである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明のうち請求項1に記載の発明は、ワークに対する加工にあたり、前記加工に係る信号を取得するとともに、当該信号と予め記憶されている異常閾値とにもとづいて加工異常を検知するための加工異常検知方法であって、加工する部位の取り代の大小に起因して変化する所定の加工情報を算出するステップと、算出した前記加工情報にもとづいて前記異常閾値を変更するステップと、変更した前記異常閾値にもとづいて加工異常を検知するステップとを実行することを特徴とする。
請求項2に記載の発明は、請求項1に記載の発明において、前記加工情報が、所定の工具が前記ワークに接触してから、当該工具による加工が終了若しくは定常状態となるまでの加工時間及び/又は加工距離であることを特徴とする。
請求項3に記載の発明は、請求項1又は2に記載の発明において、前記ワークに対する加工が、第1の工具により前記ワークを加工するとともに加工異常を検知する加工工程と、当該加工工程よりも事前に前記工具とは別の第2の工具により前記ワークを加工する事前工程とを含んでおり、前記事前工程において、前記加工情報を算出することを特徴とする。
また、上記目的を達成するために、本発明のうち請求項4に記載の発明は、ワークに対する加工にあたり、前記加工に係る信号を取得する信号取得部と、異常閾値を記憶する記憶部と、前記信号と前記異常閾値とにもとづいて加工異常が発生しているか否かを診断する加工異常診断部とを備えた加工異常検知装置であって、加工する部位の取り代の大小に起因して変化する所定の加工情報を算出する加工情報算出部と、算出された前記加工情報にもとづいて前記異常閾値を変更する異常閾値変更部とを備えており、前記加工異常診断部は、前記信号と変更された前記異常閾値とにもとづいて加工異常が発生しているか否かを診断することを特徴とする。
【発明の効果】
【0008】
本発明によれば、加工する部位の取り代の大小に起因して変化する所定の加工情報を算出するステップと、算出した加工情報にもとづいて異常閾値を変更するステップと、変更した異常閾値にもとづいて加工異常を検知するステップとを実行するため、たとえ加工する部位の取り代にばらつきがあったとしても高精度で加工異常を検知することができる。
【図面の簡単な説明】
【0009】
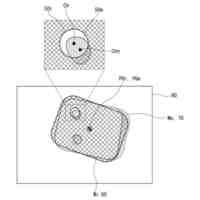
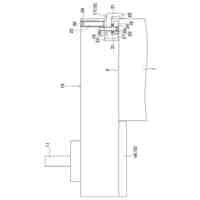
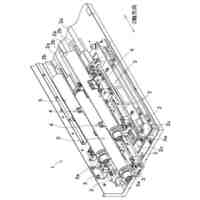
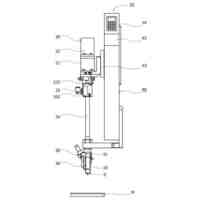
マシニングセンタを示した説明図である。
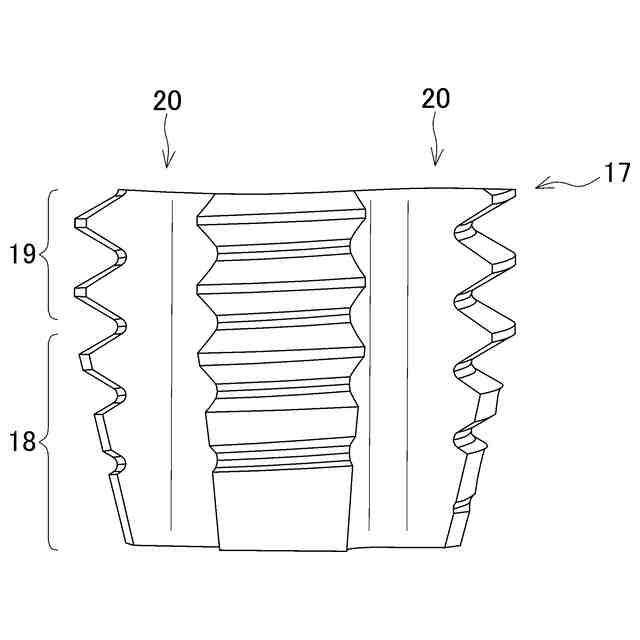
タップの形状を示した説明図である。
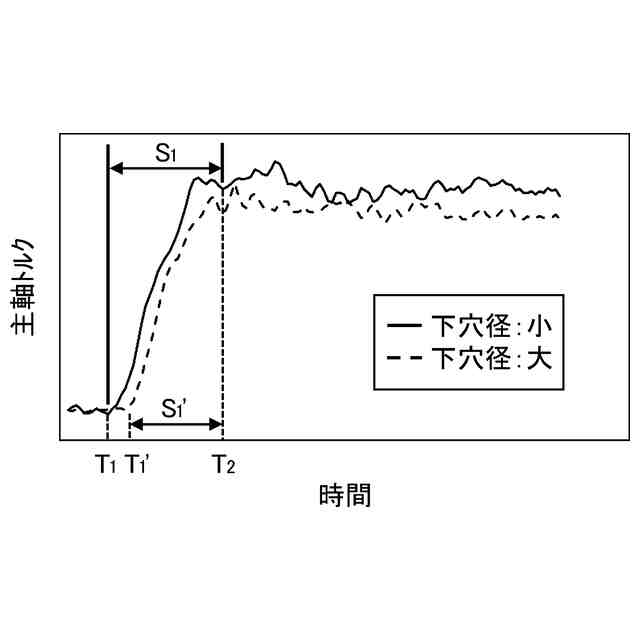
下穴に対してタップ加工を実施する際に、信号取得部で取得される主軸トルクの変化の一例を示した説明図である。
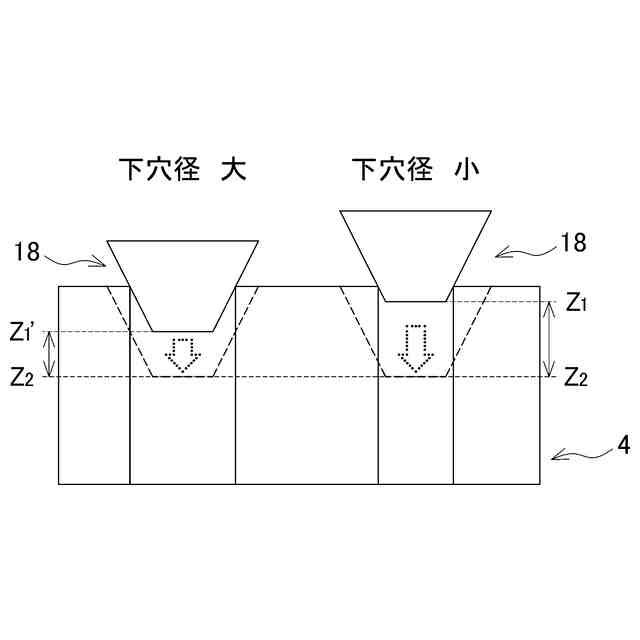
下穴の径の違いによりタップとワークとの接触位置が変化することを示した説明図である。
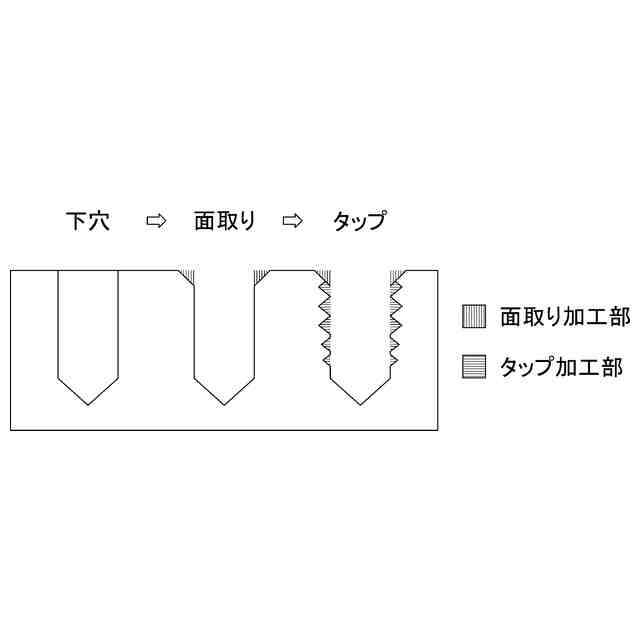
下穴加工、面取り加工、及びタップ加工の各工程での下穴の断面を示した説明図である。
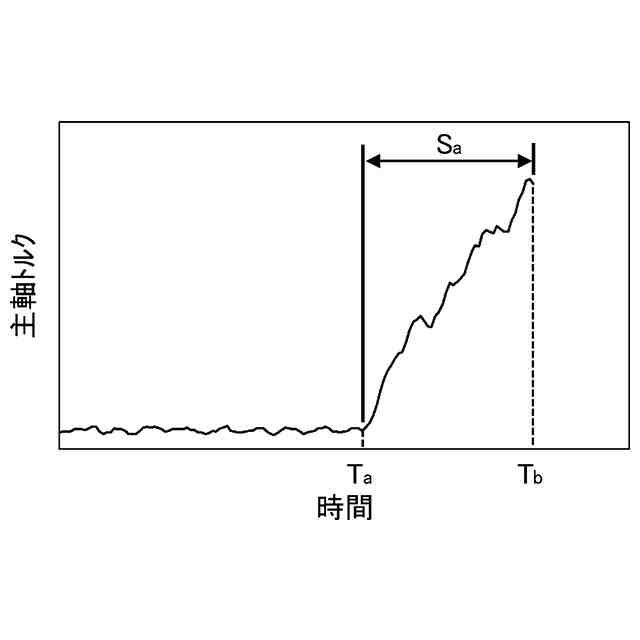
面取り加工における主軸トルクの変化の一例を示した説明図である。
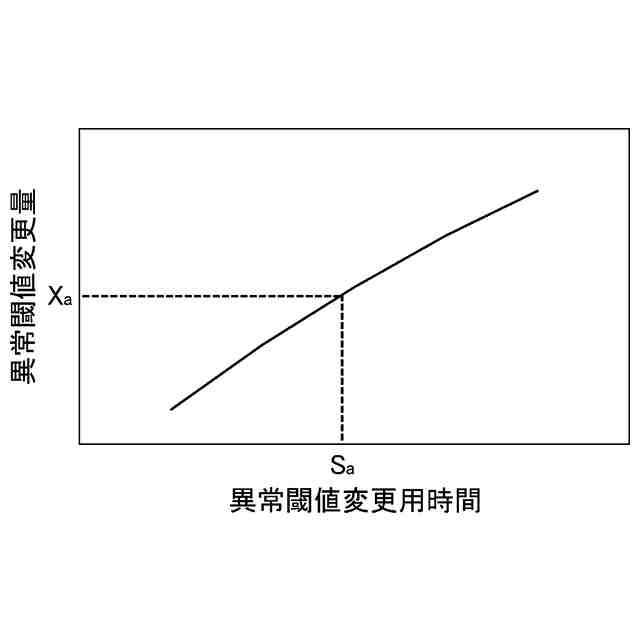
異常閾値変更用時間と異常閾値変更量との関係を示した説明図である。
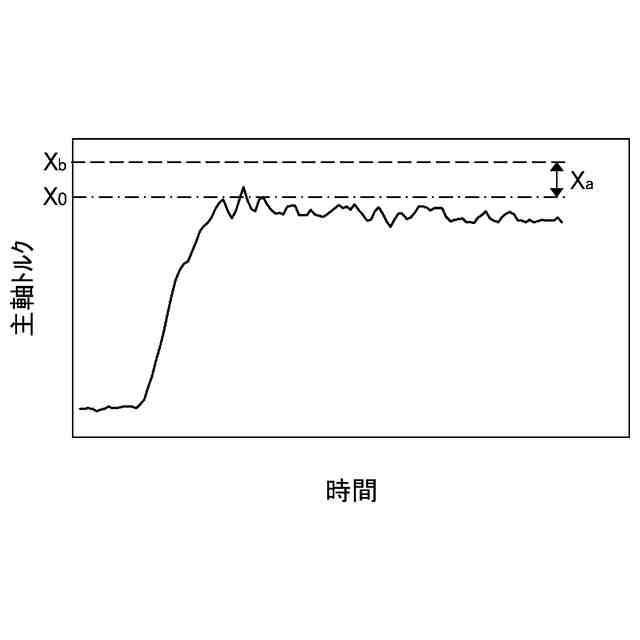
異常閾値の変更について示した説明図である。
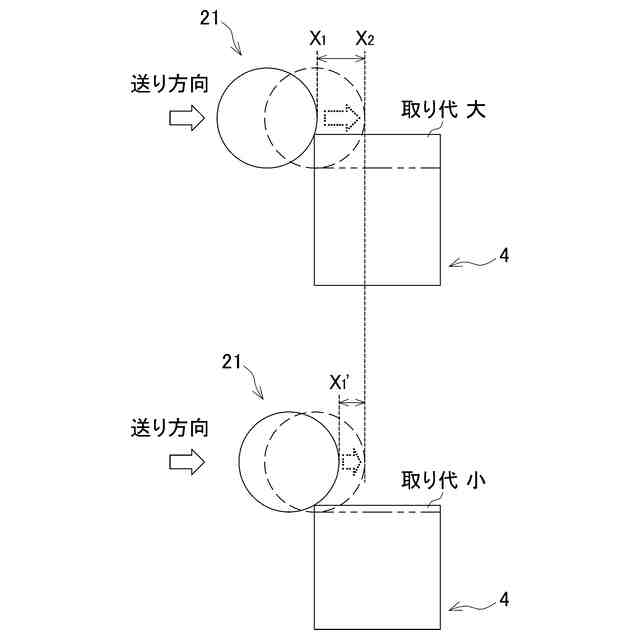
エンドミルによる側面切削加工において、取り代の違いによりエンドミルとワークとの接触位置が変化することを工具軸方向から示した説明図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態となる加工異常検知方法及び加工異常検知装置について、図面にもとづき詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
配置特定装置
今日
オークマ株式会社
PWM制御装置
28日前
オークマ株式会社
複合旋盤用刃物台
13日前
オークマ株式会社
リニアエンコーダ
1か月前
オークマ株式会社
エンコーダ速度監視装置
4日前
オークマ株式会社
工具ホルダの位置決め機構
13日前
オークマ株式会社
工具交換装置及び工具交換方法
1か月前
オークマ株式会社
加工異常検知方法及び加工異常検知装置
4日前
オークマ株式会社
情報処理装置、プログラム、および面粗度の算出方法
今日
オークマ株式会社
工作機械の表示装置及び工作機械の表示装置における表示方法
15日前
個人
タップ
5日前
株式会社不二越
ドリル
29日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
1か月前
日進工具株式会社
エンドミル
15日前
エフ・ピー・ツール株式会社
リーマ
15日前
株式会社ダイヘン
多層盛り溶接方法
13日前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
27日前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
株式会社不二越
超硬合金製ドリル
11日前
ビアメカニクス株式会社
レーザ加工装置
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
オークマ株式会社
工作機械
1か月前
株式会社ダイヘン
溶接装置
26日前
株式会社不二越
管用テーパタップ
1か月前
オークマ株式会社
工作機械
2か月前
株式会社コスメック
クランプ装置
1か月前
大和ハウス工業株式会社
溶接方法
2か月前
株式会社コスメック
クランプ装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
大肯精密株式会社
自動送り穿孔機
27日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ