TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075447
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186620
出願日
2023-10-31
発明の名称
ペレットの製造方法、および、ペレットの製造装置
出願人
住友化学株式会社
代理人
弁理士法人藤本パートナーズ
主分類
B29B
9/06 20060101AFI20250508BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】フィッシュアイの発生を比較的低減できるペレットの製造方法及び該ペレットを製造可能なペレットの製造装置を提供する。
【解決手段】
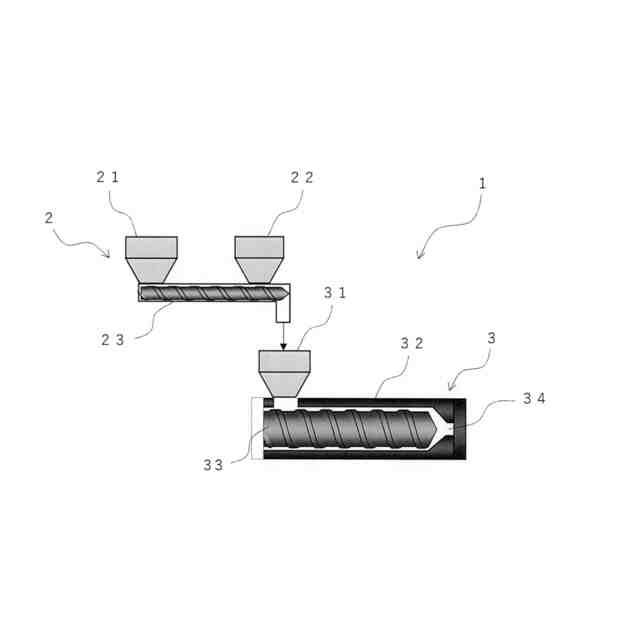
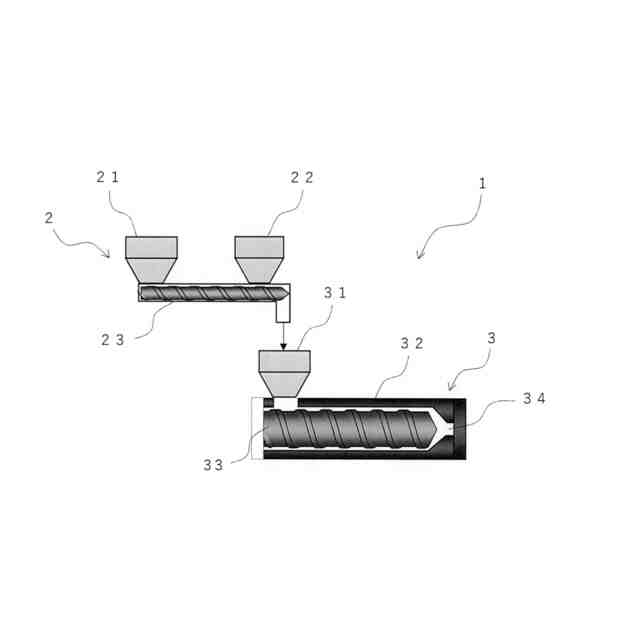
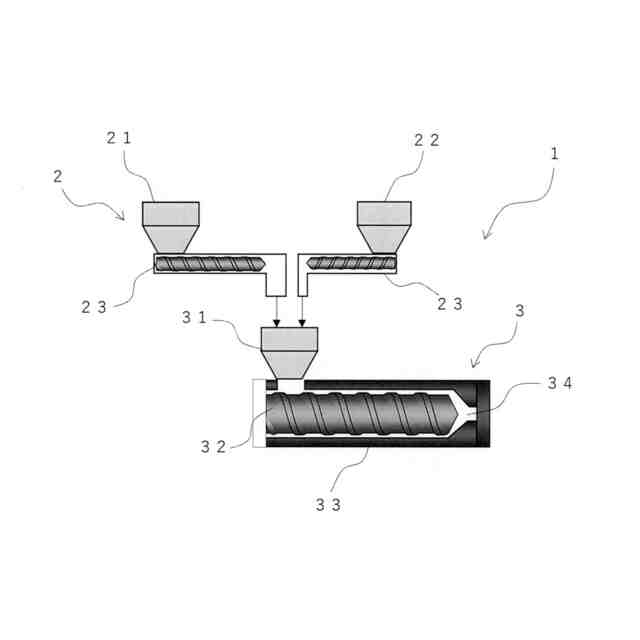
本発明のペレットの製造方法は、オレフィン系重合体及びアンチブロッキング剤を含むペレットの製造方法であって、以下の工程1及び2を含む。
工程1:オレフィン系重合体及びアンチブロッキング剤をそれぞれ計量し、計量された所定量のオレフィン系重合体及びアンチブロッキング剤を、それぞれ別の箇所から搬送フィーダーに供給して搬送フィーダーにて搬送する計量搬送工程
工程2:搬送フィーダーから、オレフィン系重合体及びアンチブロッキング剤を、それぞれ同じ箇所から造粒機へ供給し、供給されたオレフィン系重合体を加熱溶融しつつ、オレフィン系重合体及びアンチブロッキング剤を、造粒機内で混練して混練物とし、該混練物を造粒機から排出する造粒工程
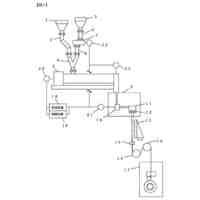
【選択図】図1
特許請求の範囲
【請求項1】
オレフィン系重合体、および、アンチブロッキング剤を含むペレットの製造方法であって、以下の工程1および2を含む、ペレットの製造方法。
工程1:オレフィン系重合体、および、アンチブロッキング剤をそれぞれ計量し、計量された所定量のオレフィン系重合体、および、アンチブロッキング剤を、それぞれ別の箇所から搬送フィーダーに供給して搬送フィーダーにて搬送する計量搬送工程。
工程2:搬送フィーダーから、オレフィン系重合体、および、アンチブロッキング剤を、それぞれ同じ箇所から造粒機へ供給し、供給されたオレフィン系重合体を加熱溶融しつつ、オレフィン系重合体、および、アンチブロッキング剤を、造粒機内で混練して混練物とし、該混練物を造粒機から排出する造粒工程。
続きを表示(約 1,300 文字)
【請求項2】
前記搬送フィーダーが、搬送方向に沿って配されたスクリューを有し、スクリューの回転により被搬送物を搬送するスクリュー式フィーダーである、請求項1に記載のペレットの製造方法。
【請求項3】
前記工程1において、オレフィン系重合体、および、アンチブロッキング剤が、粉体である、請求項1に記載のペレットの製造方法。
【請求項4】
前記アンチブロッキング剤の質量比率が、前記オレフィン系重合体100質量部に対して、0.01質量部以上20質量部以下である、請求項1に記載のペレットの製造方法。
【請求項5】
前記アンチブロッキング剤が、二酸化ケイ素、アルミノシリケート、ケイ酸マグネシウム、ケイ酸アルミニウム、ホウ酸アルミニウム、および、炭酸カルシウムからなる群から選ばれる少なくとも1種から構成される微粒子、または、スチレン誘導体モノマーと、ラジカル重合性モノマーユニットと、架橋剤とから構成される架橋ポリマー微粒子である、請求項1に記載のペレットの製造方法。
【請求項6】
前記ペレットが、オレフィン系重合体として、オレフィン単独重合体、および、オレフィン系共重合体からなる群から選ばれる少なくとも1つを含む、請求項1に記載のペレットの製造方法。
【請求項7】
前記オレフィン系重合体が、プロピレンに由来する構造単位が主成分であるプロピレン系重合体である、請求項1に記載のペレットの製造方法。
【請求項8】
さらに、前記工程1の前に、オレフィン系重合体、並びに、中和剤、酸化防止剤、光安定剤、滑剤、帯電防止剤、顔料、造核剤、および、メルトフローレート調整剤からなる群から選ばれる少なくとも一つの添加剤を混合する混合工程を含む、請求項1に記載のペレットの製造方法。
【請求項9】
前記工程1が、さらに、中和剤、酸化防止剤、光安定剤、滑剤、帯電防止剤、顔料、造核剤、および、メルトフローレート調整剤からなる群から選ばれる少なくとも1つの添加剤を計量し、計量された所定量の該添加剤を、オレフィン系重合体、および、アンチブロッキング剤とは別の箇所から搬送フィーダーに供給して搬送フィーダーにて搬送する、請求項1に記載のペレットの製造方法。
【請求項10】
オレフィン系重合体およびアンチブロッキング剤をそれぞれ計量する計量部と、計量された所定量のオレフィン系重合体およびアンチブロッキング剤が供給され、供給されたオレフィン系重合体およびアンチブロッキング剤を搬送する搬送フィーダーとを有する計量搬送装置と、
該計量搬送装置の搬送フィーダーからオレフィン系重合体およびアンチブロッキング剤が供給され、供給されたオレフィン系重合体を加熱溶融しつつオレフィン系重合体およびアンチブロッキング剤を混練して混練物とし、該混練物を排出する造粒機と、
を備え、
前記搬送フィーダーは、オレフィン系重合体およびアンチブロッキング剤が供給される箇所が別であり、前記造粒機は、オレフィン系重合体およびアンチブロッキング剤が供給される箇所が同じである、ペレットの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ペレットの製造方法、および、ペレットの製造装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、アルミニウムを蒸着させたフィルム(「アルミ蒸着フィルム」と称する)は、軽量でバリア性に優れるため、食品軽包装用の包装材等として好適に用いられている。アルミニウムを蒸着させるフィルム(「原反フィルム」と称する)としては、ポリオレフィンフィルムが用いられている。
【0003】
ポリオレフィンフィルムは、一般的に、フィルム同士の滑り性および耐ブロッキング性を向上させるため、ポリオレフィン樹脂に無機微粉末などのアンチブロッキング剤が配合されたポリオレフィン樹脂組成物のペレットを原料とする。このようなポリオレフィン樹脂組成物のペレットの製造方法として、例えば、特許文献1には、ポリプロピレン樹脂およびアンチブロッキング剤などの添加剤を、所定量ヘンシェルミキサーを用いて混合し、その後二軸押出機に供給して溶融混練を加えるという方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2003-292687号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、原反フィルムには、フィッシュアイの発生が少ないことが求められる。原反フィルムにフィッシュアイが存在すると、アルミ蒸着フィルムにピンホール状の蒸着抜けが生じ、バリア性が低下する虞がある。
【0006】
しかしながら、特許文献1に記載の方法では、ポリオレフィン樹脂とアンチブロッキング剤とを混合する際に分散不良が生じ、得られたフィルムにフィッシュアイが生じやすいという問題がある。
【0007】
本発明は、このような問題に鑑みてなされたものであり、フィッシュアイの発生を比較的低減できるペレットの製造方法、および、該ペレットを製造可能なペレットの製造装置を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明に係るペレットの製造方法は、オレフィン系重合体、および、アンチブロッキング剤を含むペレットの製造方法であって、以下の工程1および2を含む。
工程1:オレフィン系重合体、および、アンチブロッキング剤をそれぞれ計量し、計量された所定量のオレフィン系重合体、および、アンチブロッキング剤を、それぞれ別の箇所から搬送フィーダーに供給して搬送フィーダーにて搬送する計量搬送工程。
工程2:搬送フィーダーから、オレフィン系重合体、および、アンチブロッキング剤を、それぞれ同じ箇所から造粒機へ供給し、供給されたオレフィン系重合体を加熱溶融しつつ、オレフィン系重合体、および、アンチブロッキング剤を、造粒機内で混練して混練物とし、該混練物を造粒機から排出する造粒工程。
【0009】
本発明に係るペレットの製造装置は、オレフィン系重合体およびアンチブロッキング剤をそれぞれ計量する計量部と、計量された所定量のオレフィン系重合体およびアンチブロッキング剤が供給され、供給されたオレフィン系重合体およびアンチブロッキング剤を搬送する搬送フィーダーとを有する計量搬送装置と、
該計量搬送装置の搬送フィーダーからオレフィン系重合体およびアンチブロッキング剤が供給され、供給されたオレフィン系重合体を加熱溶融しつつオレフィン系重合体およびアンチブロッキング剤を混練して混練物とし、該混練物を排出する造粒機と、
を備え、
前記搬送フィーダーは、オレフィン系重合体およびアンチブロッキング剤が供給される箇所が別であり、前記造粒機は、オレフィン系重合体およびアンチブロッキング剤が供給される箇所が同じである。
【発明の効果】
【0010】
本発明によれば、フィッシュアイの発生を比較的低減できるペレットの製造方法、および、該ペレットを製造可能なペレットの製造装置を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
11か月前
東レ株式会社
吹出しノズル
5か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
プリプレグテープ
7か月前
CKD株式会社
型用台車
4か月前
グンゼ株式会社
ピン
5か月前
株式会社日本製鋼所
押出機
7か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
7か月前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
23日前
株式会社リコー
シート剥離装置
9か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社FTS
成形装置
4か月前
東レ株式会社
一体化成形品の製造方法
9か月前
帝人株式会社
成形体の製造方法
10か月前
株式会社シロハチ
真空チャンバ
6か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社FTS
セパレータ
3か月前
株式会社神戸製鋼所
混練機
3か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
東レ株式会社
炭素繊維シートの製造方法
29日前
株式会社リコー
画像形成システム
5か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
シート処理システム
8か月前
個人
ノズルおよび熱風溶接機
4か月前
KTX株式会社
シェル型の作製方法
10か月前
トヨタ自動車株式会社
真空成形装置
15日前
株式会社リコー
シート処理システム
9か月前
日東工業株式会社
インサート成形機
5か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ