TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025076537
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2023188082
出願日
2023-11-02
発明の名称
ウェーハの研削方法
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
H01L
21/304 20060101AFI20250509BHJP(基本的電気素子)
要約
【課題】研削加工を一時停止させチャックテーブルの傾きを変更することなく、ウェーハを所定の厚みに研削するウェーハの研削方法を提供する。
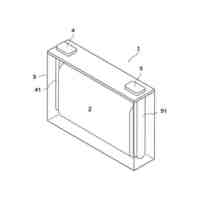
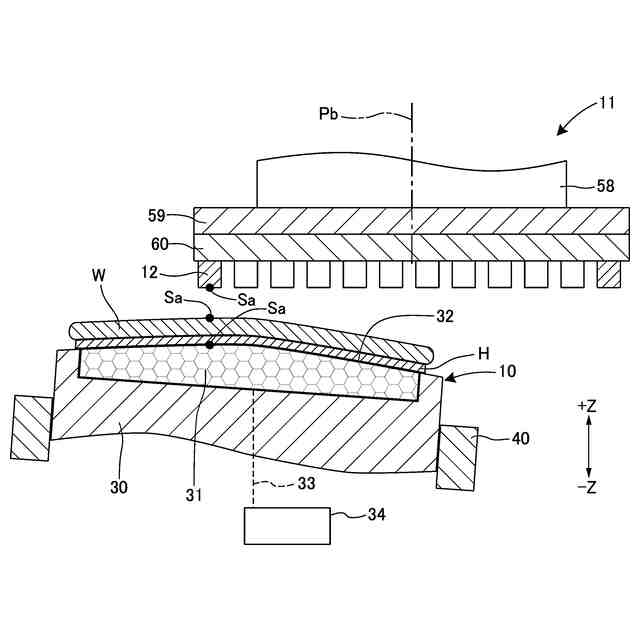
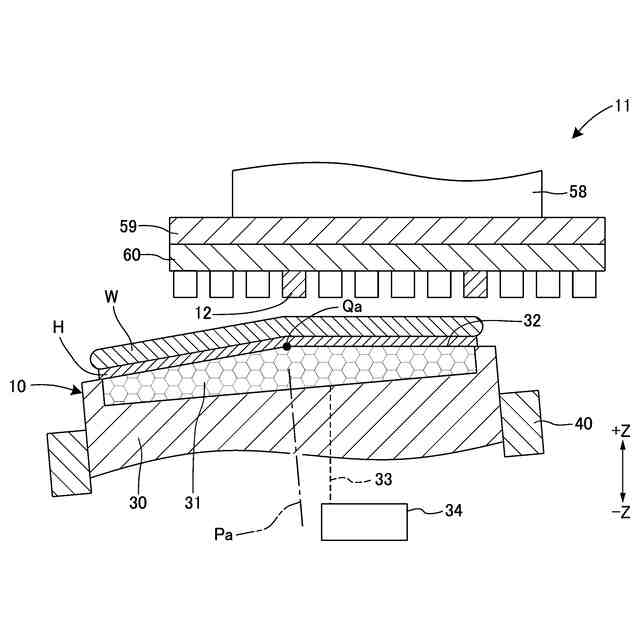
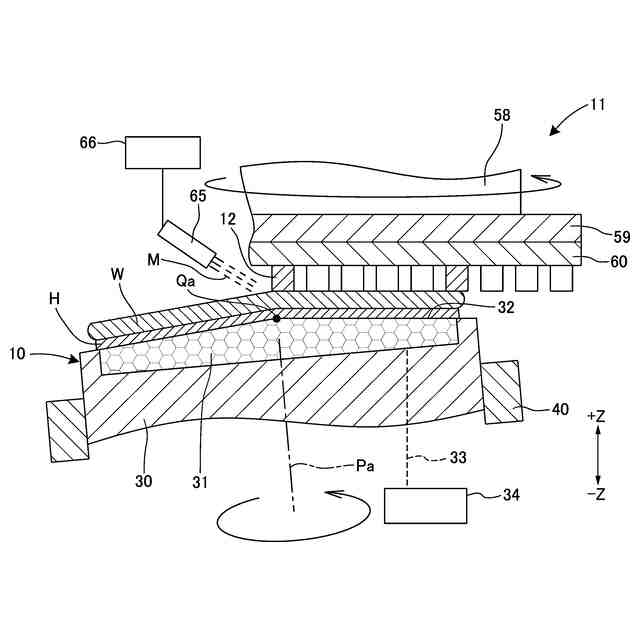
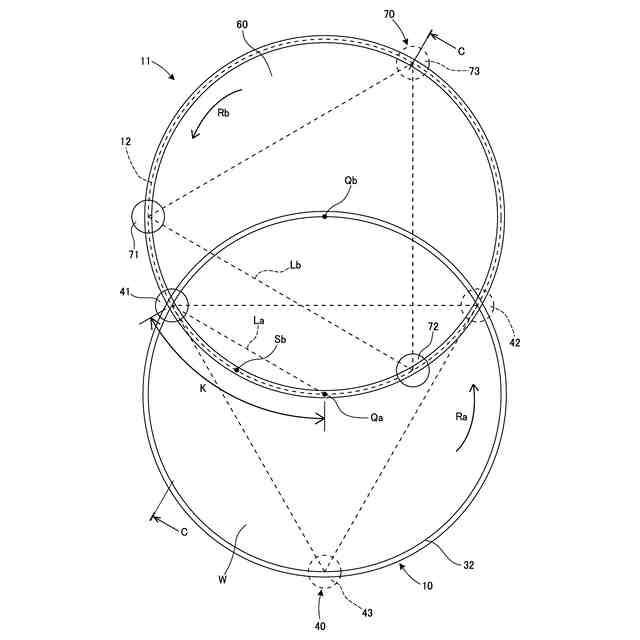
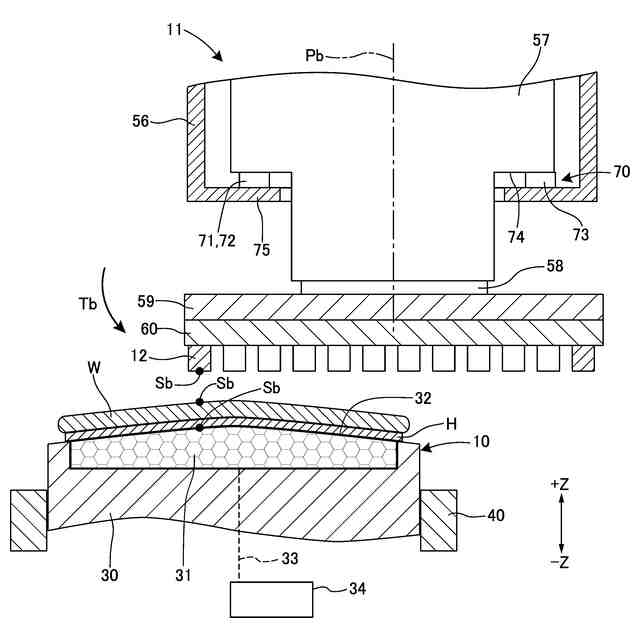
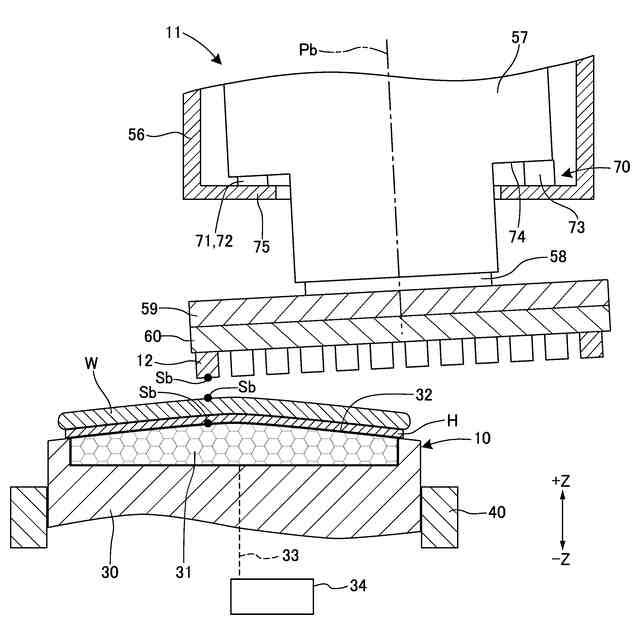
【解決手段】チャックテーブル(10)の円錐状の保持面(32)に保持されたウェーハ(W)の上面の半径領域に環状の研削砥石(12)の下面を接触させ、円弧状の研削領域(K)によって回転するウェーハを回転する研削砥石で研削するウェーハの研削方法であって、研削砥石の下面とチャックテーブルの保持面とが研削領域において平行になっている状態から、研削領域の中間部分で研削砥石の下面に対してチャックテーブルの保持面を近づける方向に保持面の傾きを変更する傾き変更工程と、傾き変更工程の後、研削砥石の外側からウェーハの上面中央に所定の温度の冷却水(M)を供給しつつ、ウェーハを仕上げ厚みに研削する研削工程と、を行う。
【選択図】図5
特許請求の範囲
【請求項1】
チャックテーブルの円錐状の保持面に保持されたウェーハの上面の半径領域に環状の研削砥石の下面を接触させ、円弧状の研削領域によって回転するウェーハを回転する研削砥石で研削するウェーハの研削方法であって、
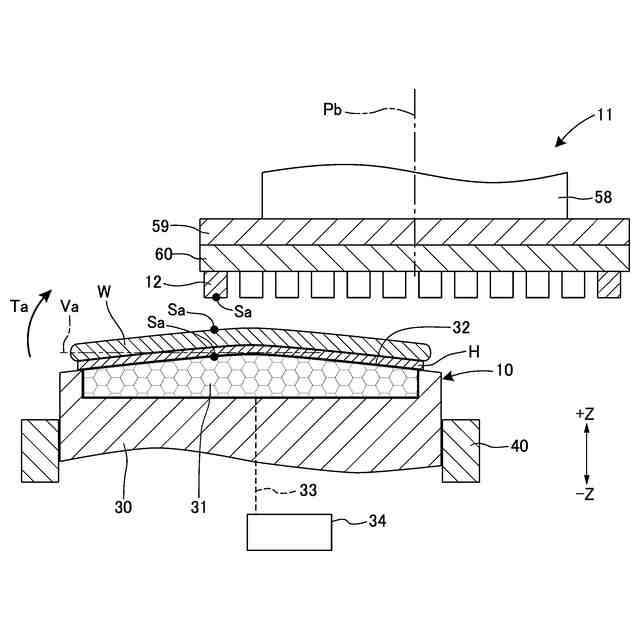
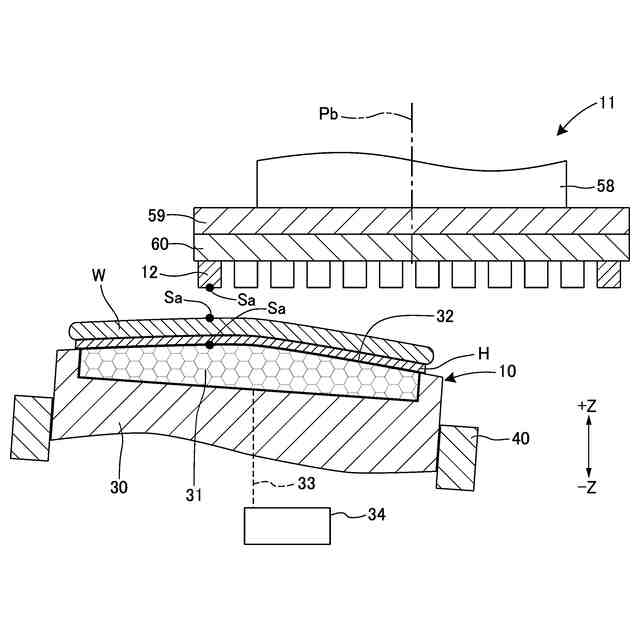
前記研削砥石の下面と前記チャックテーブルの前記保持面とが前記研削領域において平行になっている状態から、前記研削領域の中間部分で前記研削砥石の下面に対して前記チャックテーブルの保持面を近づける方向に前記保持面の傾きを変更する傾き変更工程と、
前記傾き変更工程の後、前記研削砥石の外側から前記ウェーハの上面中央に所定の温度の冷却水を供給しつつ、前記ウェーハを仕上げ厚みに研削する研削工程と、
からなる、ウェーハの研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの研削方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1に開示のように、研削装置によってウェーハを研削する際に、研削砥石で研削したウェーハが均一な厚みになるように、研削加工を途中で停止させ、ウェーハの厚みを測定した後、チャックテーブルの傾きを調整して、予め設定した仕上げ厚みまで研削している。
【0003】
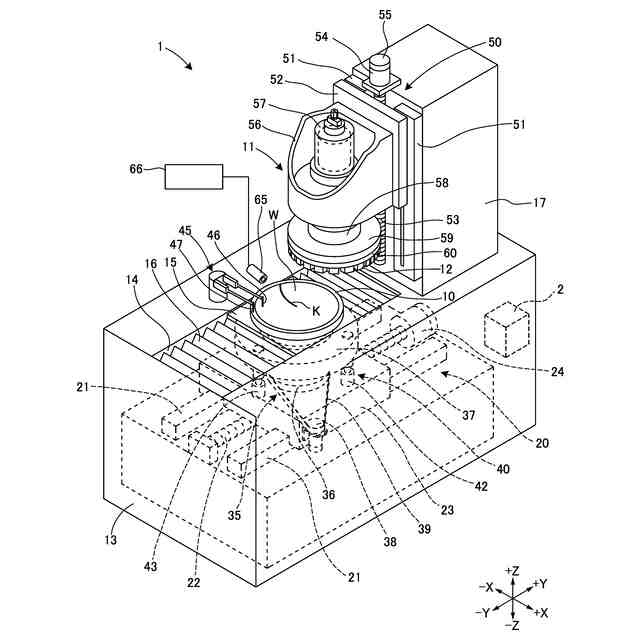
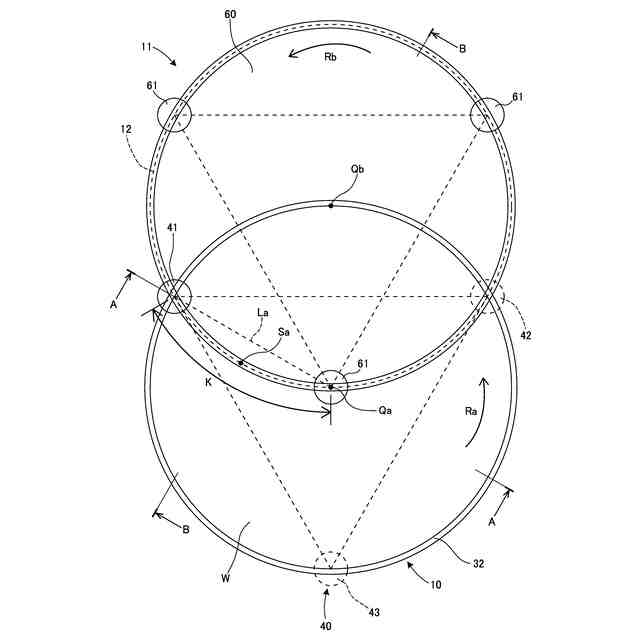
研削装置は、研削ホイールの下面に研削砥石を環状に配置し、ウェーハを保持するチャックテーブルと研削ホイールとを相対的に回転させながら研削を行う。チャックテーブルは回転中心を頂点とする緩やかな円錐状であり、研削加工の際に、研削砥石がチャックテーブルの回転中心を通るように位置づけられる。そのため、ウェーハの中央部分以外は、チャックテーブルと研削ホイールとの相対的な回転に伴って、研削砥石に対して接触する領域が周方向(回転方向)に順次変化するのに対して、ウェーハの中央部分には、研削砥石が常に接触する状態になる。すると、ウェーハの中央部分が多く研削されて凹みを生じることがある。
【0004】
その対策として、特許文献2に開示のように、研削したウェーハの中央部分に凹みが生じるのを防止するために、チャックテーブルの円錐状の保持面の中央を平坦にしている。保持面の中央を平坦にすることによって、ウェーハの中央部分に対する研削砥石の当接が緩和され、凹みの発生を防止できる。
【先行技術文献】
【特許文献】
【0005】
特開2013-119123号公報
特開2019-130637号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1のように、ウェーハの研削を行う度に、研削加工を一時停止してからチャックテーブルの傾きを変更すると、研削加工に要する時間が長くなり製造効率が悪いという問題がある。
【0007】
特許文献2のように、チャックテーブルにおいて中央を平坦にした保持面を形成する際には、円錐面を形成する研削加工と、円錐の中央に平坦面を形成する研削加工との2つの研削加工を行うため、途中でチャックテーブルの傾きを変更する必要があり、保持面形成に時間がかかるという問題がある。
【0008】
したがって、研削加工を一時停止させチャックテーブルの傾きを変更することなくウェーハを所定の厚みに研削するウェーハの研削方法が求められている。
【課題を解決するための手段】
【0009】
本発明の一態様は、チャックテーブルの円錐状の保持面に保持されたウェーハの上面の半径領域に環状の研削砥石の下面を接触させ、円弧状の研削領域によって回転するウェーハを回転する研削砥石で研削するウェーハの研削方法であって、前記研削砥石の下面と前記チャックテーブルの前記保持面とが前記研削領域において平行になっている状態から、前記研削領域の中間部分で前記研削砥石の下面に対して前記チャックテーブルの保持面を近づける方向に前記保持面の傾きを変更する傾き変更工程と、前記傾き変更工程の後、前記研削砥石の外側から前記ウェーハの上面中央に所定の温度の冷却水を供給しつつ、前記ウェーハを仕上げ厚みに研削する研削工程と、からなることを特徴とする。
【発明の効果】
【0010】
本発明のウェーハの研削方法によれば、傾き変更工程による保持面と研削砥石との相対的な傾き関係の調整によって、ウェーハの上面中央が多く研削されることを防ぎ、さらにウェーハの上面中央に冷却水を供給することによってウェーハの上面中央の熱膨張を抑制し、ウェーハの中央部分に凹みを生じさせずにウェーハを所定の厚みに研削することができる。傾き変更工程によって保持面と研削砥石との相対的な傾き関係を設定した後は、研削加工を一時停止させずに研削工程を実行できるため、研削加工の時間が長くなることを防いで、効率的なウェーハの加工を実現できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
超音波接合
1か月前
甲神電機株式会社
変流器
9日前
APB株式会社
二次電池
3日前
ローム株式会社
半導体装置
5日前
オムロン株式会社
電磁継電器
17日前
オムロン株式会社
電磁継電器
17日前
太陽誘電株式会社
全固体電池
4日前
株式会社GSユアサ
蓄電装置
16日前
トヨタ自動車株式会社
集合導線
5日前
トヨタ自動車株式会社
二次電池
4日前
トヨタ自動車株式会社
二次電池
1か月前
キヤノン株式会社
無線通信装置
1か月前
日本特殊陶業株式会社
保持装置
16日前
シチズン電子株式会社
発光装置
1か月前
住友電装株式会社
コネクタ
24日前
TDK株式会社
コイル部品
24日前
株式会社プロテリアル
シート状磁性部材
10日前
APB株式会社
二次電池セルの製造方法
3日前
株式会社バンダイ
電池収容構造及び玩具
16日前
トヨタバッテリー株式会社
組電池
25日前
三菱電機株式会社
半導体装置
25日前
三菱電機株式会社
半導体装置
4日前
トヨタ自動車株式会社
充電システム
5日前
株式会社AESCジャパン
二次電池
16日前
株式会社アイシン
電池
1か月前
TDK株式会社
電子部品
1か月前
TDK株式会社
電子部品
16日前
富士通商株式会社
全固体リチウム電池
18日前
住友電気工業株式会社
ペレット
6日前
三菱電機株式会社
アレーアンテナ装置
17日前
富士通商株式会社
両面負極全固体電池
18日前
トヨタ自動車株式会社
電池モジュール
24日前
グンゼ株式会社
導電性フィルム
2日前
株式会社村田製作所
半導体装置
16日前
日本電気株式会社
高周波スイッチ回路
24日前
株式会社GSユアサ
非水電解質蓄電素子
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ