TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025079486
公報種別
公開特許公報(A)
公開日
2025-05-22
出願番号
2023192186
出願日
2023-11-10
発明の名称
圧入接合装置及び圧入接合方法
出願人
株式会社 テーケー
代理人
めぶき弁理士法人
主分類
B23P
19/02 20060101AFI20250515BHJP(工作機械;他に分類されない金属加工)
要約
【課題】1つの金属部材に対して複数の軸体部の接合を高い精度で行うことができ、かつ、生産性を高くすることが可能な圧入接合装置を提供する。
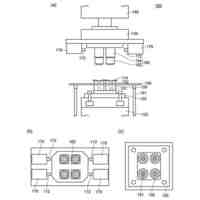
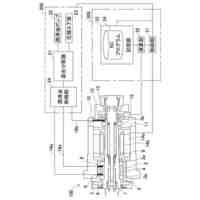
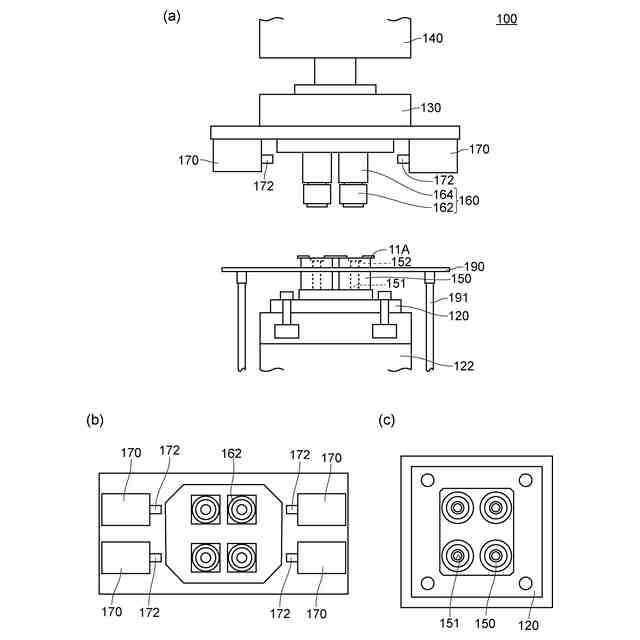
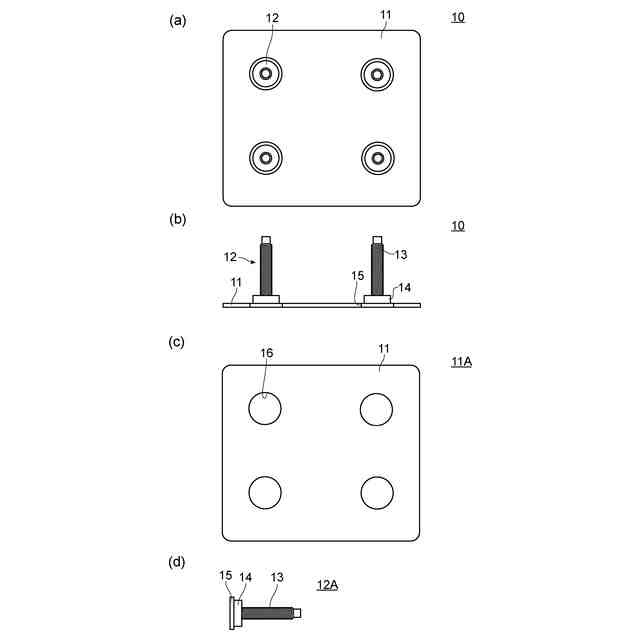
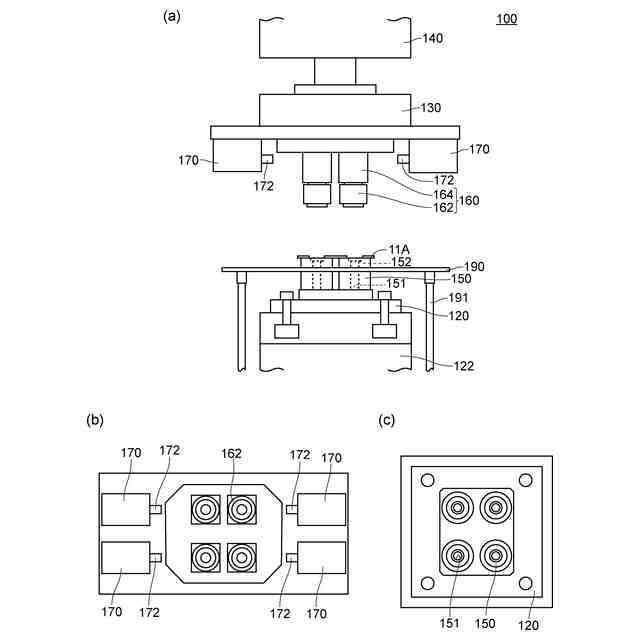
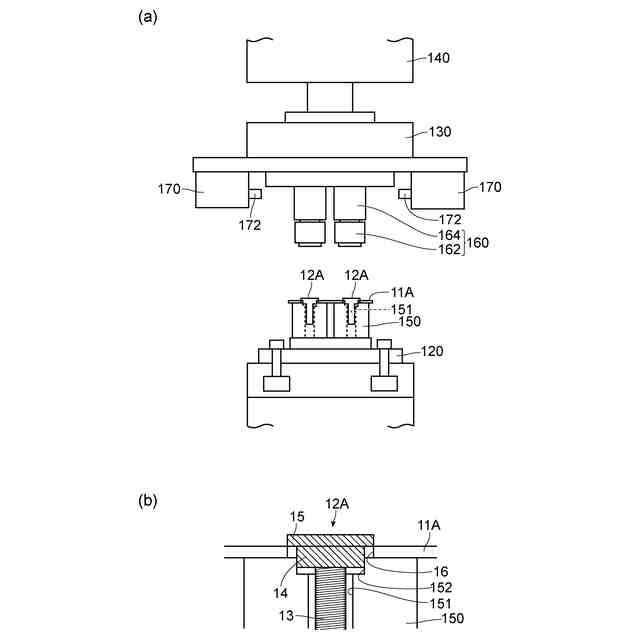
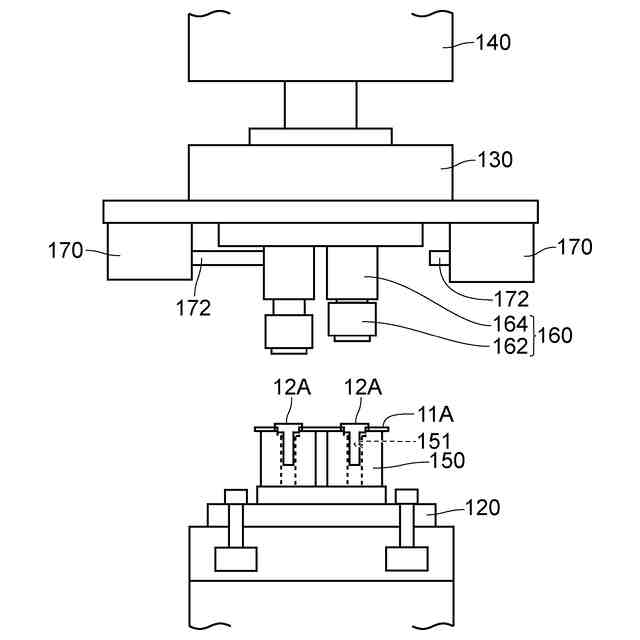
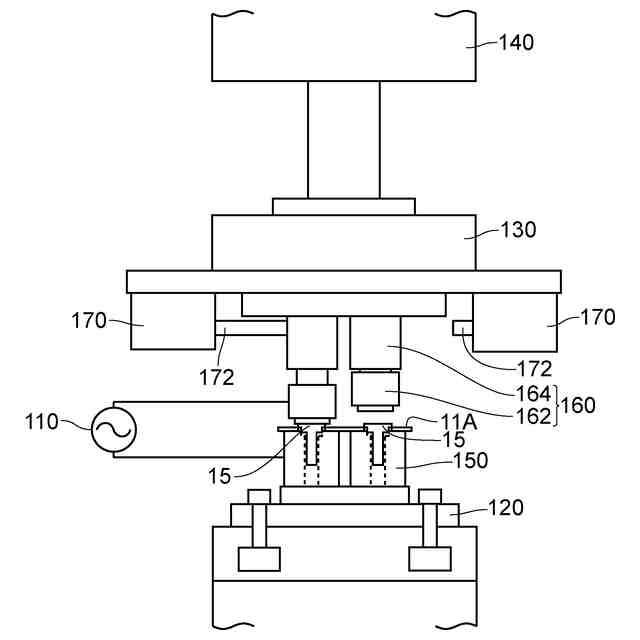
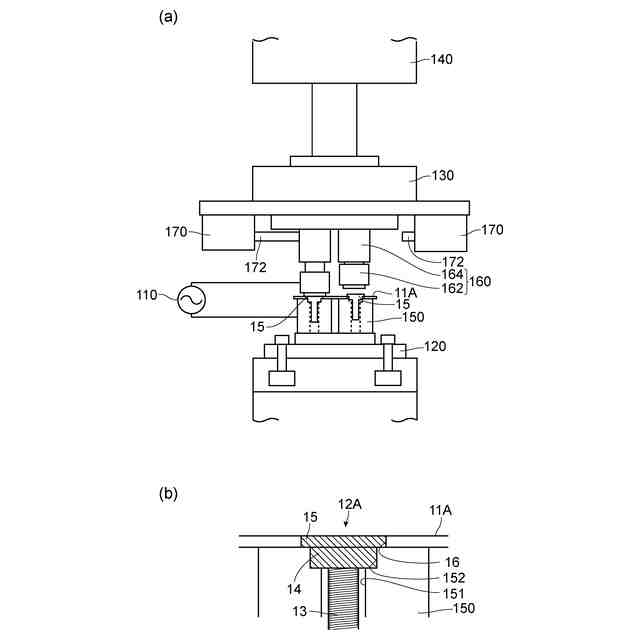
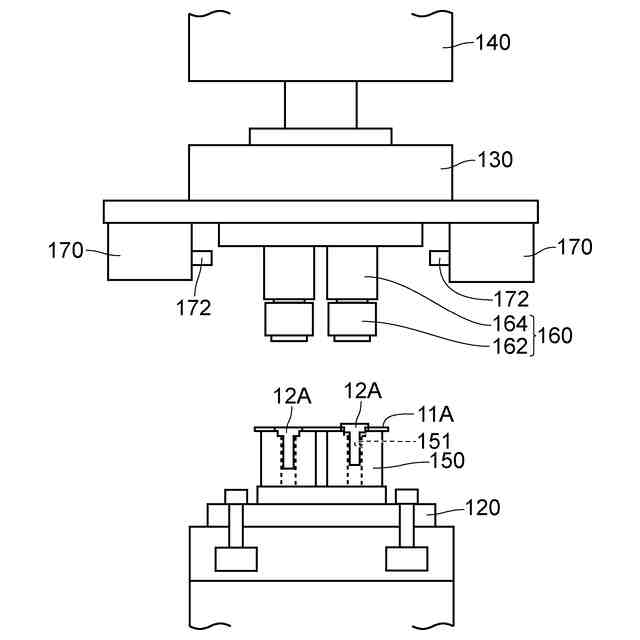
【解決手段】第1部材11Aの孔部16と第2部材12Aとを圧入接合する圧入接合装置であって、電源装置110と、押圧装置120と、下部プラテン120と、上部プラテン130と、台座電極部150と、4つの加圧機構160と、4つのシリンダー機構170と、切替部112と、弾性機構122と、を備え、シリンダー172が接続されたときに加圧電極部162を下方に突出させ、第1部材21Aと第2部材22Aとを圧入接合し、原点復帰させるときには、シリンダーとの接続を解除して突出した加圧電極部162の高さ位置を原点復帰させる圧入接合装置100。
【選択図】図2
特許請求の範囲
【請求項1】
「複数の孔部を有する第1部材」の前記孔部それぞれに対して「前記第1部材の前記孔部との間に所定の圧入代が設けられた軸体部を有する第2部材」の前記軸体部を所定の圧力で押圧しながら前記第1部材・前記第2部材間に電流を流すことにより前記第1部材の前記孔部と前記第2部材の前記軸体部とを圧入接合する圧入接合装置であって、
電源装置と、
下部プラテンと、
前記下部プラテンと対向する位置に配置された上部プラテンと、
前記上部プラテンを昇降させる昇降装置と、
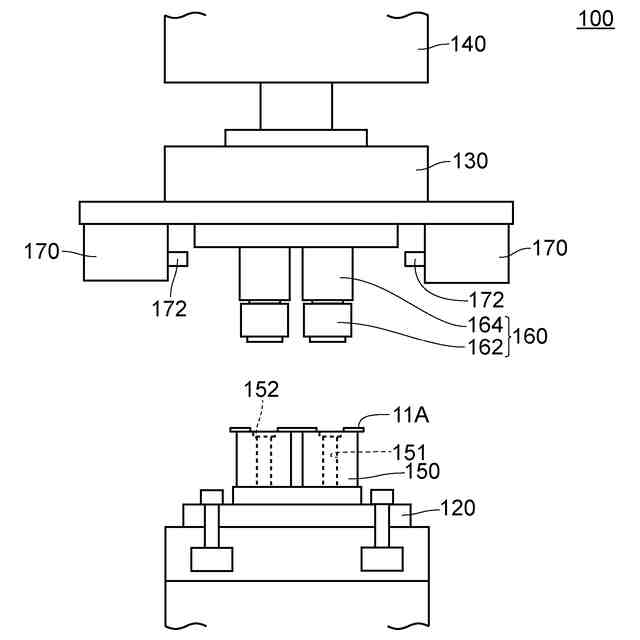
前記下部プラテン上に配置され、上面で前記第1部材を載置可能な複数の台座電極部であって、前記台座電極部のそれぞれは、前記電源装置の一方の電極と接続可能で、前記第1部材を載置したときに前記孔部と重なる位置に、前記軸体部の一部を収容する軸体部収容孔を有する台座電極部と、
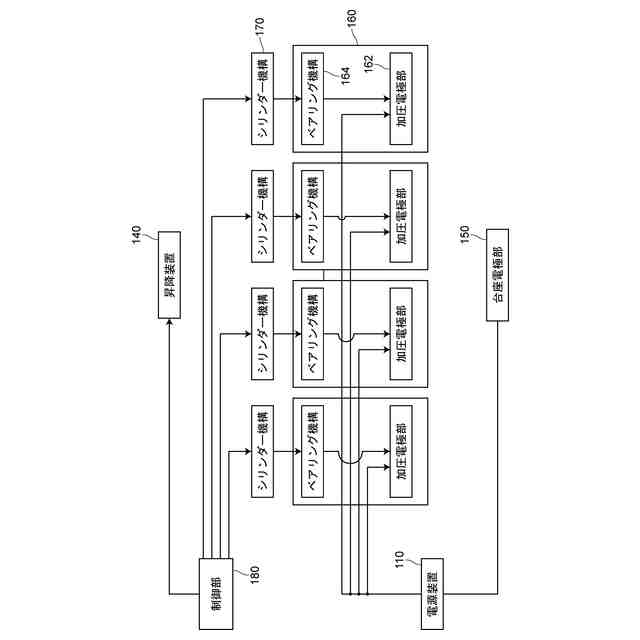
前記上部プラテンの下面において複数の前記台座電極部それぞれと対向する位置に前記上部プラテンから前記台座電極部に向かって突出した状態で配置された複数の加圧機構であって、前記加圧機構の下端に配置され、前記電源装置の他方の電極と接続可能な加圧電極部、及び、前記加圧電極部を下方に突出させるベアリング機構をそれぞれ有する複数の加圧機構と、
前記複数の加圧機構それぞれに対応して配置され、対応する前記加圧機構に所定の順番でシリンダーを接続する複数のシリンダー機構と、を備え、
前記ベアリング機構は、前記シリンダーが接続された前記加圧機構の前記加圧電極部を、他の前記加圧電極部よりも下方に突出させ、
前記圧入接合装置は、前記第1部材と前記第2部材とを圧入接合するときは、前記シリンダーが接続された前記加圧機構の前記加圧電極部が前記電源装置の他方の電極と接続され、かつ、少なくとも当該加圧電極部に対応する位置の前記台座電極部が前記電源装置の一方の電極と接続された状態で、前記加圧電極部によって前記第2部材を所定の圧力で押圧して前記第1部材と前記第2部材とを圧入接合し、
前記昇降装置で前記上部プラテンの高さ位置を原点復帰させるときには、下方に突出した前記加圧機構と前記電源装置との接続を切断し、かつ、前記シリンダーと前記加圧機構との接続を解除して、突出した前記加圧電極部の高さ位置を原点復帰させることを特徴とする圧入接合装置。
続きを表示(約 2,000 文字)
【請求項2】
前記軸体部は、軸部と、前記軸部よりも外径が大きい大径部とを有し、
前記軸体部収容孔は、前記軸部を収容するように構成されており、
前記圧入接合装置は、前記第1部材の前記孔部と前記第2部材の前記大径部とを圧入接合することを特徴とする請求項1に記載の圧入接合装置。
【請求項3】
前記軸部と、前記大径部との間に、前記軸体部よりも外径が大きく、かつ、前記大径部よりも外径が小さい基部を有し、
前記台座電極部は、前記軸体部収容孔の上部に、前記軸体部収容孔よりも開口幅が大きく、かつ、前記基部の厚さと対応した深さを有する基部収容部をさらに有することを特徴とする請求項2に記載の圧入接合装置。
【請求項4】
前記第1部材と前記第2部材とが圧入接合された接合体を持ち上げて前記台座電極部から前記接合体を取り外し、外部に搬送する搬送部をさらに備えることを特徴とする請求項1~3のいずれかに記載の圧入接合装置。
【請求項5】
前記軸体部は、中空軸である筒状部と、前記筒状部よりも外径が大きい大径部とを有し、
前記軸体部収容孔は、前記筒状部を収容するように構成されており、
前記圧入接合装置は、前記第1部材の前記孔部と前記第2部材の前記大径部とを圧入接合することを特徴とする請求項1に記載の圧入接合装置。
【請求項6】
前記軸体部収容孔は、前記筒状部の前記大径部からの長さに対応した深さを有し、
前記軸体部収容孔の底部には、前記中空軸の内径に対応した大きさの凸部が設けられていることを特徴とする請求項5に記載の圧入接合装置。
【請求項7】
前記台座電極部は、
前記台座電極部の上部に設けられ、前記筒状部を収容するように構成されている前記軸体部収容孔と、前記軸体部収容孔の縁部に形成され、前記第2部材の前記大径部を支持する支持部とを有する有底筒状の受け部をさらに有し、
前記軸体部収容孔の底部には、前記筒状部の中空軸の内径に対応した大きさの凸部が設けられており、
前記支持部の先端の高さ位置は、圧入接合前には前記台座電極部の他の部分よりも高い高さ位置にあり、圧入接合後には前記台座電極部の他の部分と同じ高さ位置にあることを特徴とする請求項5又は6に記載の圧入接合装置。
【請求項8】
前記軸体部は、中空軸であり、
前記軸体部収容孔の底部には、前記中空軸の内径に対応した大きさの凸部が設けられていることを特徴とする請求項1に記載の圧入接合装置。
【請求項9】
「複数の孔部を有する第1部材」の前記孔部それぞれに対して「前記第1部材の前記孔部との間に所定の圧入代が設けられた軸体部を有する第2部材」の前記軸体部を所定の圧力で押圧しながら前記第1部材・前記第2部材間に電流を流すことにより前記第1部材の前記孔部と前記第2部材の前記軸体部とを圧入接合する圧入接合方法であって、
軸体部収容孔を有する複数の台座電極部の上面に、前記孔部と前記軸体部収容孔とが重なるように前記第1部材を載置する第1部材載置工程と、
前記軸体部収容孔それぞれに、前記軸体部の一部を収容するとともに前記第1部材の前記孔部の縁で前記第2部材を支持するように前記第2部材を載置する第2部材載置工程と、
前記複数の台座電極部と対向する位置にそれぞれ配置された複数の加圧機構のうちの1の加圧機構にシリンダーを接続して加圧機構の下端に設けられた加圧電極部を下方に突出させるシリンダー接続工程と、
前記加圧電極部を下方に突出させた加圧機構を電源装置の一方の電極と接続された状態で、前記電源装置の他方の電極と接続された前記台座電極部に向かって下降させ、前記第2部材と前記第1部材との間に電流を流しながら前記第2部材を加圧することによって第1部材と前記第2部材とを圧入接合する圧入接合工程と、
前記加圧機構を原点復帰させ、前記加圧機構と前記シリンダーとの接続を解除するとともに前記加圧機構と前記電源装置との接続を切断する原点復帰工程とを含み、
複数の前記加圧機構全てについて前記シリンダー接続工程から前記原点復帰工程までをそれぞれ実施することを特徴とする圧入接合方法。
【請求項10】
複数の前記加圧機構は、平面的に見て所定の点に対して互いに対称な位置に配置されており、
複数の前記加圧機構のうち、1の加圧機構に前記シリンダー接続工程から前記原点復帰工程を実施した場合、次に、前記1の加圧機構とは対称の位置、又はそれに最も近い位置にある加圧機構で前記シリンダー接続工程から前記原点復帰工程を実施することを特徴とする請求項9に記載の圧入接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧入接合装置及び圧入接合方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、自動車等に使用される金属製要素部品を製造する場合、通常、アーク溶接等により部材同士を接合している。これは、例えば金属平板に軸体を接合する場合には、金属平板に設けた孔に軸体を嵌め込み、アーク溶接等により溶加材を用いて軸体との嵌め合せ部位の全周又は局部的に溶接を行うものである。また、抵抗溶接法、例えば、スポット溶接法、プロジェクション溶接法による接合、或いは、かしめ加工により部材同士を接合する方法も行われている。
【0003】
しかし、上記接合方法によれば、アーク溶接の溶接熱による熱変形等により、金属平板、軸体等の母材の熱的劣化や、寸法歪みが発生して精度への影響が避けられないという問題がある。この場合には、溶接後に後加工を加えて製品の精度を高め、また溶接部分の不要な溶加材を削除するなど、溶接後の仕上げ加工に多くの手間と費用を要するといった問題がある。
【0004】
また、上記抵抗溶接法は重ね抵抗溶接法が主力であり、いずれも接合部にナゲットと呼ばれる溶融組織を形成することで接合している。この重ね抵抗溶接法では、溶接を強くするためにはナゲットの数を増やすしかなく、結果として接合母材の熱的劣化や、寸法精度への影響が避けられないという問題がある。また、溶融溶接の場合は接合強度は高いが、母材の熱影響が広範囲の為、熱的劣化や寸法精度への影響が大きく、後加工等を要し、費用がかかるという問題があった。
【0005】
そこで、出願人等により、板体の孔部に対して軸体を所定の圧力で押圧しながら板体・軸体間に電流を流すことにより、板体及び軸体の接合部に電気抵抗熱を発生させ、板体の孔部に軸体を圧入し、板体の孔部と軸体とを固相拡散接合する圧入接合方法が開発され、実用化されている(例えば、特許文献1参照。)。
【0006】
図20は、従来の圧入接合方法を説明するために示す図である。従来の圧入接合方法は、図20に示すように、板体901の孔部902に対して「板体901の孔部902との間に所定の圧入代が設けられた軸体903」を所定の圧力で押圧しながら板体・軸体間に電流を流すことにより、板体901及び軸体903の接合部に電気抵抗熱を発生させ、板体901の孔部902に軸体903を圧入し、板体901の孔部902と軸体903とを固相拡散接合するというものである。なお、図20中、符号904は下側電極を示し、符号905は上側電極を示す。
【0007】
従来の圧入接合方法は、仕上精度が良く、強度的にも優れ、経済効果も高い、板体と軸体との圧入接合方法となる。
【先行技術文献】
【特許文献】
【0008】
特開2001-353628号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、金属製要素部品には、1つの金属部材に対して複数の金属製の軸体(軸体部)の接合が必要となる場合がある。この場合において、複数の軸体部に同時に電流を流しながら一括して接合することも考えられる。しかしながら、この場合には、軸体部に流れる電流や圧力を均一にすることが難しく、全ての軸体部を高品質で接合することは難しい、という問題がある。一方、軸体部を1つ1つ金属部材に接合しようとすると、都度位置決めをしたり、金属部材を搬送する必要があるなど作業が煩雑になり、生産性を高くすることが難しい、という問題がある。
【0010】
本発明は、上記した問題を解決するためになされたものであり、1つの金属部材に対して複数の軸体部の接合を高い精度で行うことができ、かつ、生産性を高くすることが可能な圧入接合装置を提供することを目的とする。また、そのような圧入接合方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社 テーケー
圧入接合装置及び圧入接合方法
17日前
個人
タップ
1か月前
個人
加工機
25日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
18日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
10日前
株式会社不二越
ドリル
24日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
2か月前
有限会社 ナプラ
金属粒子
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
株式会社アンド
半田付け方法
24日前
株式会社アンド
半田付け方法
24日前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社ダイヘン
積層造形溶接方法
3か月前
日進工具株式会社
エンドミル
1か月前
株式会社トヨコー
被膜除去方法
12日前
株式会社ナベヤ
締結装置
3か月前
ブラザー工業株式会社
工作機械
2か月前
村田機械株式会社
レーザ加工機
11日前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
接合方法
1か月前
村田機械株式会社
レーザ加工機
11日前
株式会社FUJI
チャック装置
2か月前
株式会社コスメック
クランプ装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
オークマ株式会社
工作機械
2か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ