TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025081861
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023194915
出願日
2023-11-16
発明の名称
切削工具および切削工具の刃先近傍の観察方法
出願人
学校法人大同学園
代理人
個人
主分類
B23B
27/00 20060101AFI20250521BHJP(工作機械;他に分類されない金属加工)
要約
【課題】現実的な切削条件下での刃先近傍で発生する現象をより的確に把握する。
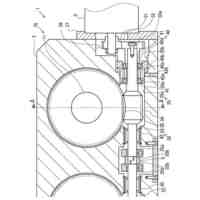
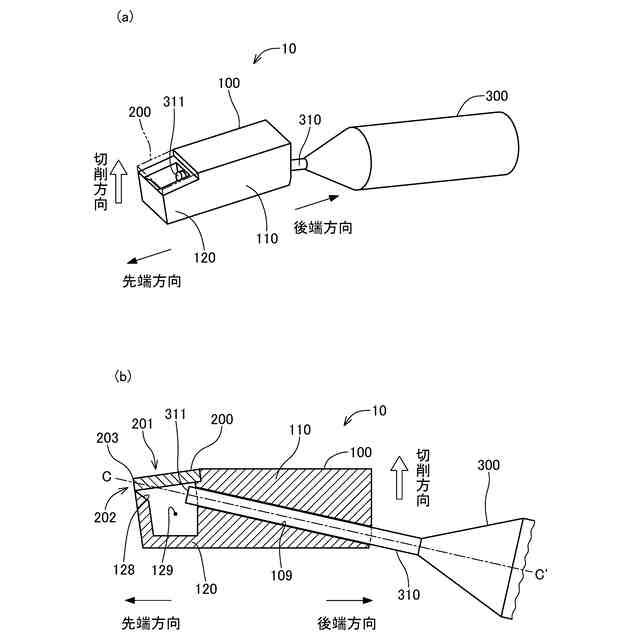
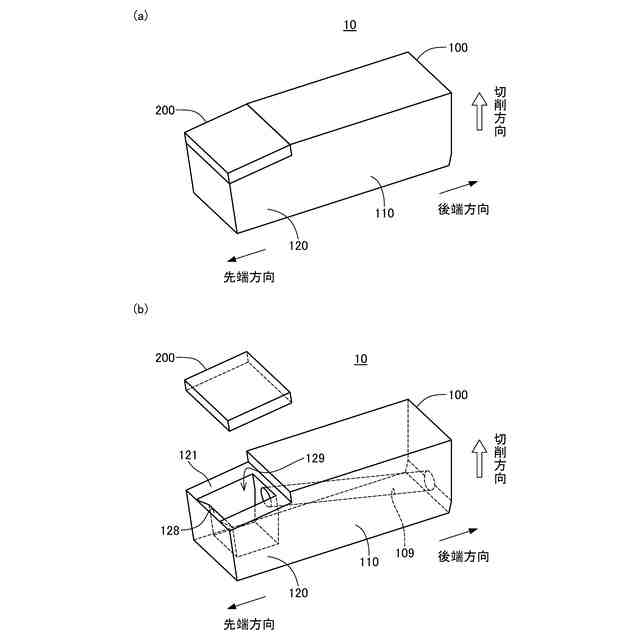
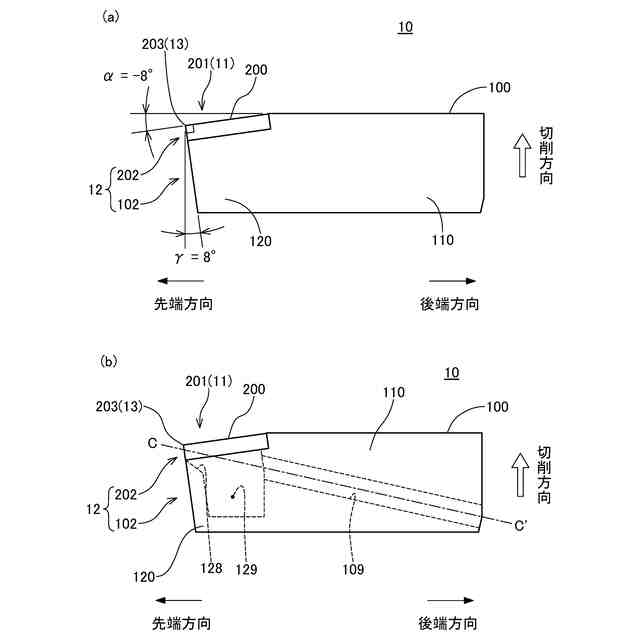
【解決手段】切削工具10は、平板状透明部材の切削チップ200と、角棒状のシャンク部110およびシャンク部110の先端方向側の先端部120を有するホルダー100とを備えている。先端部120の切削方向側に形成され、切削チップ200が取り付けられるチップ取付面は、切削方向側の面がシャンク部110よりも反切削方向に位置している。ホルダー100には、カメラ300の対物面311が刃先203の近傍に向かうように、対物面311が設けられたカメラ300の少なくとも一部である対物部310が挿入可能なカメラ挿入穴109と、カメラ挿入穴109に対物部310が挿入された状態において、対物面311から刃先203の近傍に向かい、チップ取付面の外形内を通して開口する開口部129が形成されている。
【選択図】図3
特許請求の範囲
【請求項1】
切削工具であって、
平板状の透明部材である切削チップと、
外形が角棒状のシャンク部と、前記シャンク部の先端方向側に設けられ、切削方向側に前記切削チップが取り付けられるチップ取付面が形成された先端部と、を有するホルダーと、
を備え、
前記チップ取付面は、前記シャンク部の切削方向側の面よりも、反切削方向に位置しており、
前記ホルダーには、
カメラの対物面が前記切削チップの刃先の近傍に向かうように、前記対物面が設けられた前記カメラの少なくとも一部である対物部が挿入可能なカメラ挿入穴と、
前記カメラ挿入穴に前記対物部が挿入された状態において、前記対物面から前記刃先の近傍に向かい、前記チップ取付面の外形内を通して開口する開口部が形成されている、
切削工具。
続きを表示(約 780 文字)
【請求項2】
請求項1記載の切削工具であって、
前記チップ取付面には、前記開口部を形成する、前記チップ取付面から反切削方向に穿たれた有底穴が形成されており、
前記対物面は、前記有底穴の内部に配置される、
切削工具。
【請求項3】
前記有底穴には、前記有底穴の先端方向の縁端部に、先端方向側が切削方向に向かって傾斜している傾斜部が設けられている、請求項2記載の切削工具。
【請求項4】
前記有底穴は、前記ホルダーの先端方向側の面から離間して形成されている、請求項2または3記載の切削工具。
【請求項5】
前記切削チップの主面形状は、前記チップ取付面の外形に合わせた形状に設定されている、請求項1ないし3のいずれか記載の切削工具。
【請求項6】
請求項1ないし3のいずれか記載の切削工具であって、さらに、
前記切削チップを収容する切欠部が設けられた、平板状のチップ保持部材を備え、
前記切削チップが前記チップ保持部材に収容された状態における、前記切削チップおよび前記チップ保持部材の外形形状は、前記チップ取付面の外形形状と同一に設定され、
前記切削チップは、前記チップ保持部材に収容された状態で、前記チップ取付面に取り付けられる、
切削工具。
【請求項7】
切削工具における刃先近傍の観察方法であって、
請求項1ないし3のいずれか記載の切削工具の前記カメラ挿入穴に前記対物部を挿入する工程と、
前記切削工具により、被削材に切削加工を施す工程と、
前記切削工具により前記被削材に切削加工を施す際に、前記カメラにより、前記切削工具の前記刃先の近傍を撮影する工程と、
を含む、
観察方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、切削工具に関し、特に、刃先近傍の観察に適した切削工具に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
切削加工を行う際、被削材は、切削工具の刃先から加えられる応力によりせん断破壊され、切りくずが生成される。そして、生成された切りくずは、すくい面に沿って流れ、排出される。このように切りくずがすくい面に沿って流れる際、切りくずとすくい面との間に摩擦力が発生するが、発生する摩擦力が大きくなると切削抵抗が増大するため、変形による加工精度の低下や切削工具の損耗の加速等の問題が生じる虞がある。
【0003】
また、すくい面に被削材が溶着して構成刃先(デッドメタル)が形成されると、切削抵抗は低下するものの、刃先のすくい角の変化による加工精度の低下や、構成刃先の脱落による切削面の劣化等が生じる虞がある。一方、逃げ面に被削材が溶着した場合、切削抵抗が増大し、加工精度が低下する虞がある。そこで、構成刃先の形成状態等を確認するため、二次元切削を行う際に、刃先の伸長方向から観察することや、切削加工中に切削を急停止させた後、切削工具と被削材とを切断して刃先の近傍を撮影することが行われてきた(例えば、非特許文献1参照)。
【0004】
しかしながら、非特許文献1に記載された手法では、切削加工の仕上がりや切削工具の耐久性に大きな影響を与える切削加工中のすくい面や逃げ面の状態を観察することができない。そこで、非特許文献2では、ガラスで形成された工具を使用し、すくい面や逃げ面からの光を工具内を透過させることにより、切削加工中のすくい面や逃げ面の状態を観察することが提案されている。非特許文献2では、このように切削加工中のすくい面や逃げ面の状態を観察することにより、すくい面への切削剤(切削液)の侵入過程等の切削剤の挙動が観察可能であることが示されている。
【先行技術文献】
【特許文献】
【0005】
中山一雄,上原邦雄,「新版機械加工」,株式会社朝倉書店,1997年,p.20-33
竹山秀彦,糟谷梅太郎,「切削剤の挙動に関する研究」,精密機械,社団法人精機学会,1960年,第26巻,第6号,p.347-351
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、切削速度、すなわち、送り速度成分を除外した工具と被削材との相対速度は、変形領域での被削材のひずみ速度や切削温度、あるいは、刃先近傍における切削液の挙動等に大きな影響を与える。そのため、切りくずの生成や構成刃先の発生、あるいは、切削液の流動状態等、刃先近傍で発生する現象は、切削速度が変化することにより大きく変化する。
【0007】
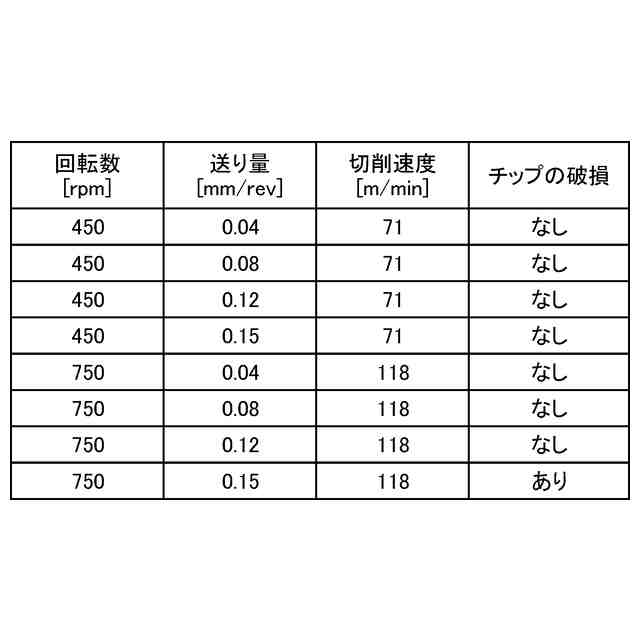
しかしながら、非特許文献2に提案されているようにガラスで形成された工具を用いた場合、工具自体が容易に破損するため、切削速度を十分に低くする(非特許文献2では、0.08mm/min)必要がある。そのため、非特許文献2では、切削加工中のすくい面や逃げ面の状態が観察可能ではあるものの、切削速度が現実的な切削速度(例えば、50m/min以上)から懸け離れているため、現実の切削加工の際に刃先の近傍で発生する現象を把握することは困難である。
【0008】
本発明は、上述した従来の課題を解決するためになされたものであり、現実的な切削条件において、刃先の近傍で発生する現象をより的確に把握することを可能にすることを目的とする。
【課題を解決するための手段】
【0009】
上記目的の少なくとも一部を達成するために、本発明は、以下の形態又は適用例として実現することが可能である。
【0010】
[適用例1]
切削工具であって、平板状の透明部材である切削チップと、外形が角棒状のシャンク部と、前記シャンク部の先端方向側に設けられ、切削方向側に前記切削チップが取り付けられるチップ取付面が形成された先端部と、を有するホルダーと、を備え、前記チップ取付面は、前記シャンク部の切削方向側の面よりも、反切削方向に位置しており、前記ホルダーには、カメラの対物面が前記切削チップの刃先の近傍に向かうように、前記対物面が設けられた前記カメラの少なくとも一部である対物部が挿入可能なカメラ挿入穴と、前記カメラ挿入穴に前記対物部が挿入された状態において、前記対物面から前記刃先の近傍に向かい、前記チップ取付面の外形内を通して開口する開口部が形成されている、切削工具。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
カヤバ株式会社
筒型リニアモータ
4か月前
カヤバ株式会社
筒型リニアモータ
4か月前
大同特殊鋼株式会社
回転電気機械
4か月前
カヤバ株式会社
筒型リニアモータ
7か月前
学校法人大同学園
切削工具および切削工具の刃先近傍の観察方法
11日前
大同特殊鋼株式会社
ロータおよびそれを有する永久磁石型モータジェネレータ
4か月前
大同特殊鋼株式会社
ロータおよびそれを有する永久磁石型モータジェネレータ
4か月前
個人
タップ
1か月前
個人
加工機
25日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
18日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
10日前
株式会社不二越
ドリル
24日前
有限会社 ナプラ
金属粒子
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社アンド
半田付け方法
24日前
株式会社アンド
半田付け方法
24日前
ブラザー工業株式会社
工作機械
2か月前
株式会社FUJI
チャック装置
2か月前
株式会社トヨコー
被膜除去方法
12日前
村田機械株式会社
レーザ加工機
11日前
ブラザー工業株式会社
工作機械
2か月前
村田機械株式会社
レーザ加工機
11日前
トヨタ自動車株式会社
接合方法
1か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社コスメック
クランプ装置
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
オークマ株式会社
工作機械
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ