TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025081893
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023194962
出願日
2023-11-16
発明の名称
レーザクラッド加工品の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B23K
26/342 20140101AFI20250521BHJP(工作機械;他に分類されない金属加工)
要約
【課題】製造工程の効率化が可能なレーザクラッド加工品の製造方法を提供する。
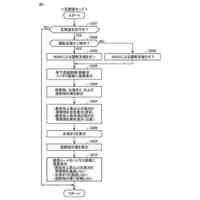
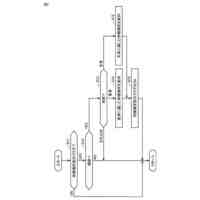
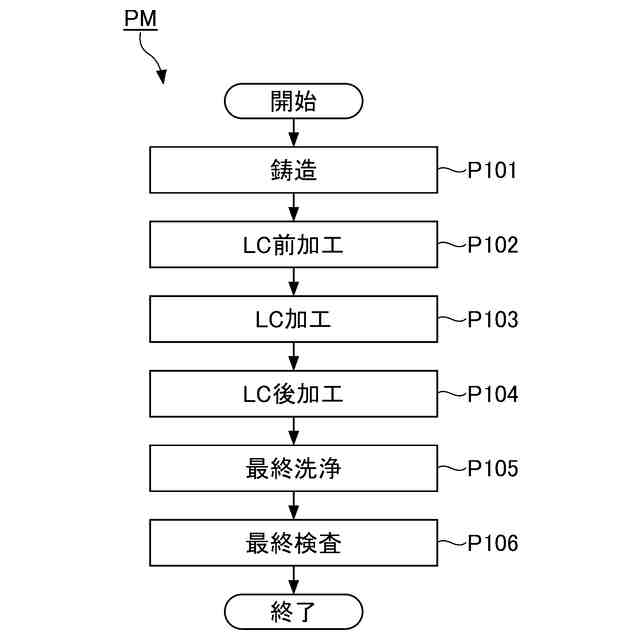
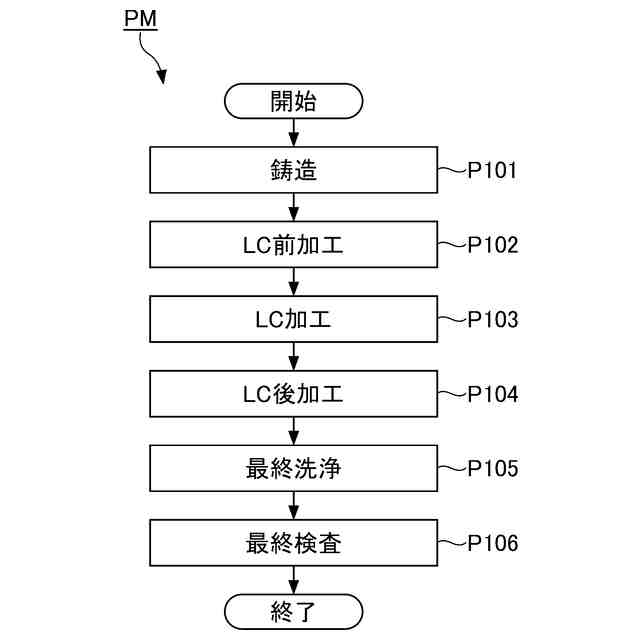
【解決手段】レーザクラッド加工品の製造方法PMは、加工品の加工部位をレーザクラッド法により加工する加工工程P103と、加工部位に蛍光物質を含む浸透液を兼ねたクーラントを供給する後加工工程P104と、加工品に付着したクーラントを除去する洗浄工程P105と、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
加工品の加工部位をレーザクラッド法により加工する加工工程と、
前記加工部位に蛍光物質を含む浸透液を兼ねたクーラントを供給する後加工工程と、
前記加工品に付着した前記クーラントを除去する洗浄工程と、を含む、
レーザクラッド加工品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザラッド加工品の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、探傷方法、特に複数の非破壊試験を組み合わせた方法によりピンホール、ブローホール、割れその他の欠陥を探傷する方法が知られている(例えば、下記特許文献1)。特許文献1に記載された探傷方法は、浸透液を含む接触媒質を探傷面と探触子との間に供給して超音波探傷試験を行い、その浸透液を含む接触媒質の供給から所要の浸透液浸透時間を経過したのちに浸透液による欠陥指示模様を検出する。
【0003】
上記従来の探傷方法では、超音波探傷によりピンホール、ブローホールなどの材料深部にある欠陥を検出し、また浸透液探傷により表面に開口する微細なピンホール、割れなどを検出する。したがって、種々の寸法、形状及び位置の欠陥を検出することができる。また、接触媒質は浸透液を含んでいるので、浸透液の散布あるいは塗布の工程を省くことができる。しかも、超音波探傷中に浸透液が欠陥へ浸透するので、浸透液探傷における浸透時間を短縮することができる。
【先行技術文献】
【特許文献】
【0004】
特開平02-186260号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
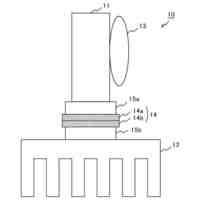
レーザクラッド加工品の加工部位は、加工時に高温になるが、加工後に熱が大気中及び加工品全体に急速に伝播して急冷される。この急冷時に加工部位に作用する熱応力によって加工部位近傍に割れが発生するおそれがある。
【0006】
レーザクラッド加工品の加工部位近傍に発生した割れは、加工後の染色浸透探傷試験による最終検査で検出できる。しかし、レーザクラッド加工品の全数検査を行うことは、検査時間及び検査費用の観点から現状では現実的でない。そのため、通常は、加工設備の状態管理、加工条件の管理、及びレーザクラッド加工品の抜取り検査により、レーザクラッド加工品の品質管理を行っている。
【0007】
レーザクラッド加工品の加工部位が高温になることは回避できないため、加工品の形状を予め割れを回避可能な形状に加工したり、加工品全体を予熱して加工部位の急冷を回避したりすることが考えられる。しかし、レーザクラッド加工品の割れを回避するための事前の形状加工は、製品形状の制約や製造コストを増加させる要因になるおそれがある。同様に、加工品全体の予熱も、予熱設備の導入や冷却時間の確保などに伴ってレーザクラッド加工品の製造コストを増加させる要因になり得る。
【0008】
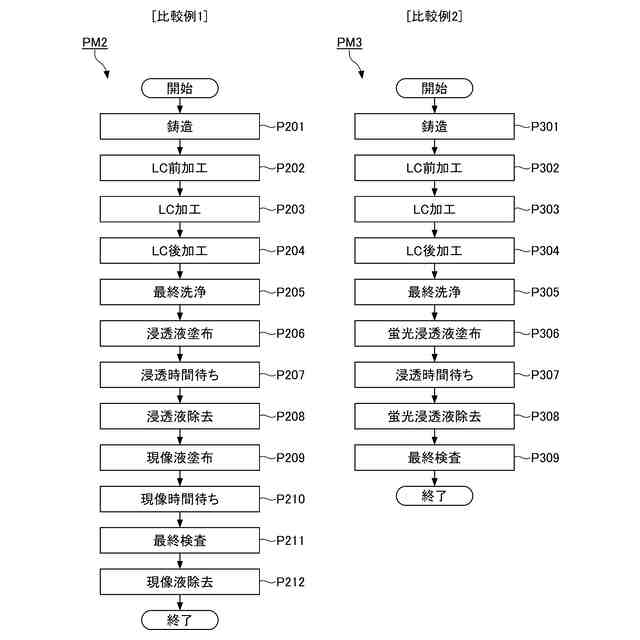
また、浸透探傷試験による検査は、浸透液の浸透から検査までに長時間を要する。多人数同時検査によって検査時間の短縮は可能であるが、検査スペース確保の問題や検査コストの上昇などの観点から課題がある。また、前述の特許文献1に記載された従来の探傷方法は、浸透探傷試験による検査の前に超音波探傷試験による検査が必要になるだけでなく、浸透液の洗浄に長時間を要するという課題がある。
【0009】
本開示は、製造工程の効率化が可能なレーザクラッド加工品の製造方法を提供する。
【課題を解決するための手段】
【0010】
本開示の一つの態様は、加工品の加工部位をレーザクラッド法により加工する加工工程と、前記加工部位に蛍光物質を含む浸透液を兼ねたクーラントを供給する後加工工程と、前記加工品に付着した前記クーラントを除去する洗浄工程と、を含む、レーザクラッド加工品の製造方法を提供する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
モータ
2日前
トヨタ自動車株式会社
モータ
5日前
トヨタ自動車株式会社
モータ
5日前
トヨタ自動車株式会社
モータ
4日前
トヨタ自動車株式会社
パネル
4日前
トヨタ自動車株式会社
電源装置
4日前
トヨタ自動車株式会社
情報機器
4日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
関節機構
10日前
トヨタ自動車株式会社
製造装置
9日前
トヨタ自動車株式会社
ドローン
9日前
トヨタ自動車株式会社
回転電機
5日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
エンジン
9日前
トヨタ自動車株式会社
予測方法
10日前
トヨタ自動車株式会社
蓄電セル
5日前
トヨタ自動車株式会社
剥離装置
9日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
内燃機関
1日前
トヨタ自動車株式会社
防曇装置
1日前
トヨタ自動車株式会社
二次電池
8日前
トヨタ自動車株式会社
電動車両
8日前
トヨタ自動車株式会社
制御装置
12日前
トヨタ自動車株式会社
水系電池
1日前
トヨタ自動車株式会社
駆動装置
1日前
トヨタ自動車株式会社
内燃機関
8日前
トヨタ自動車株式会社
ステータ
12日前
トヨタ自動車株式会社
内燃機関
5日前
トヨタ自動車株式会社
二次電池
10日前
トヨタ自動車株式会社
電池パック
8日前
トヨタ自動車株式会社
電池パック
12日前
トヨタ自動車株式会社
電池パック
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ