TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085075
公報種別
公開特許公報(A)
公開日
2025-06-04
出願番号
2024198040
出願日
2024-11-13
発明の名称
冷凍圧縮機用軸受を製造するための遠心鋳造システム
出願人
ディーエスイー ベアリング カンパニー,リミテッド
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B22D
13/10 20060101AFI20250528BHJP(鋳造;粉末冶金)
要約
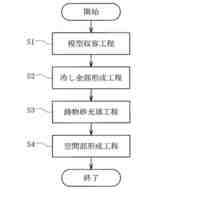
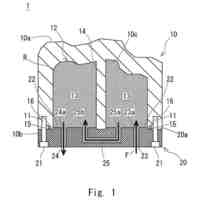
【課題】溶湯が収容された溶湯ラドルをキャスティングモールドの溶湯注入口に移送及び注入する過程で、溶湯が外部空気によって冷却されて凝固する現象を防止することにより、鋳造品の品質低下を防止できる冷凍圧縮機用軸受を製造するための遠心鋳造システムの提供。
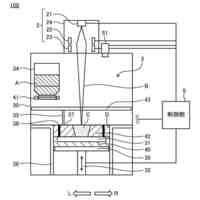
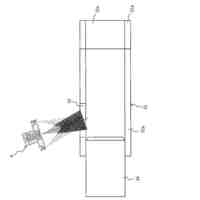
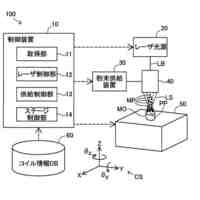
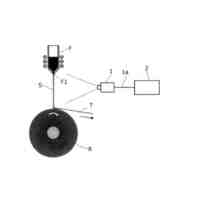
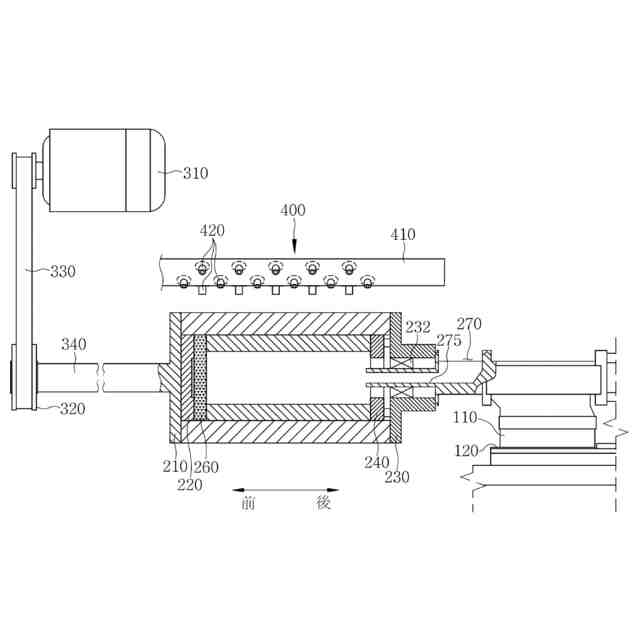
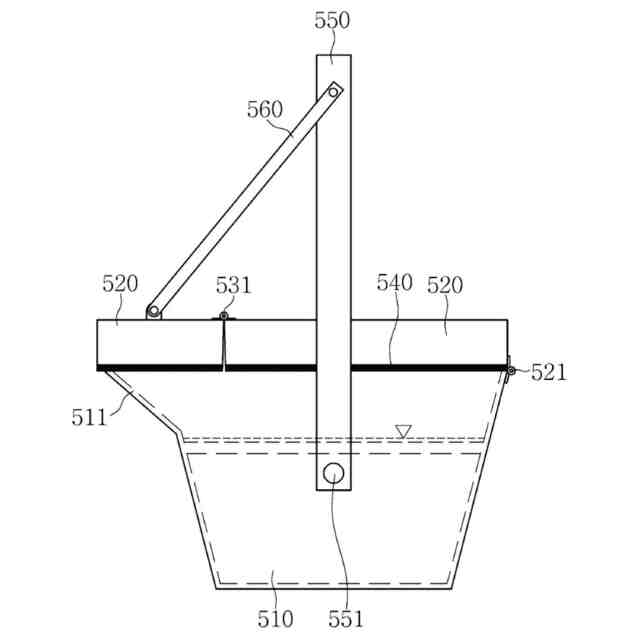
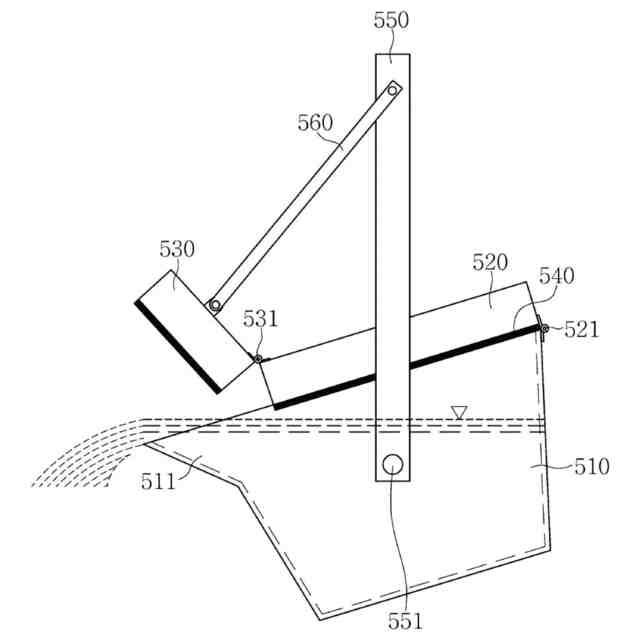
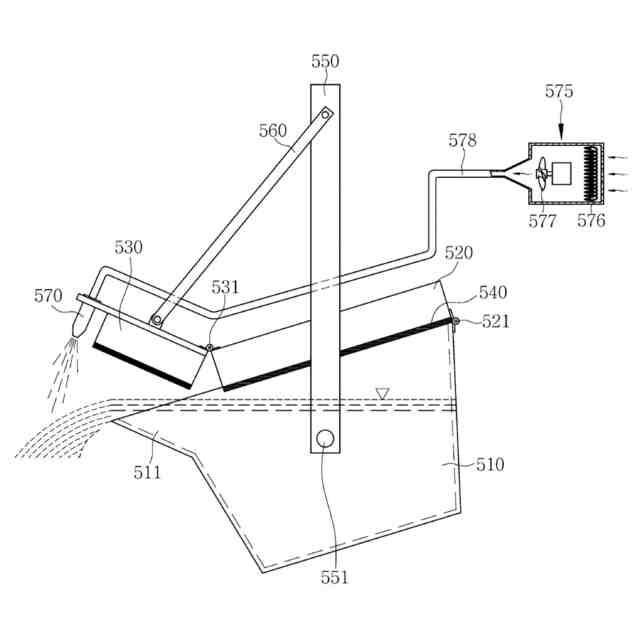
【解決手段】遠心鋳造システムは、溶湯が注入される溶湯注入口が形成されているキャスティングモールドと、前記キャスティングモールドを回転させるモールド駆動部と、前記キャスティングモールド内に注入する溶湯を貯蔵し、上端部の一側に溶湯が排出される溶湯排出口が備えられている溶湯ラドル、前記溶湯ラドルの上部面を開閉するラドルカバー、前記ラドルカバーの一側部に移動可能に設けられ、溶湯ラドルが溶湯排出口を介して溶湯を排出するように一側に傾斜したときに前記溶湯排出口を開放する補助カバー及び前記溶湯ラドルを移送するラドル移送ユニットを含む溶湯供給部とを含んでもよい。
【選択図】図1
特許請求の範囲
【請求項1】
溶湯が注入される溶湯注入口が形成されているキャスティングモールドと、
前記キャスティングモールドを回転させるモールド駆動部と、
前記キャスティングモールド内に注入する溶湯を貯蔵し、上端部の一側に溶湯が排出される溶湯排出口が備えられている溶湯ラドルと、前記溶湯ラドルの上部面を開閉するラドルカバーと、前記ラドルカバーの一側部に移動可能に設けられ、溶湯ラドルが溶湯排出口を介して溶湯を排出するように一側に傾斜したときに前記溶湯排出口を開放する補助カバーと、前記溶湯ラドルを移送するラドル移送ユニットと、を含む溶湯供給部と、
を含む、遠心鋳造システム。
続きを表示(約 680 文字)
【請求項2】
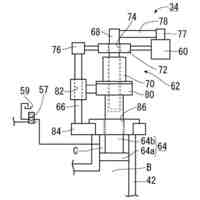
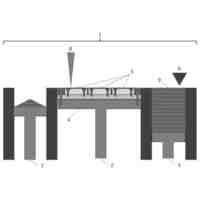
前記補助カバーは、ラドルカバーの一側部にヒンジ軸を中心に回転するように設けられ、補助カバーの上部面は、リンクバーによってラドル移送ユニットの構造物に接続され、前記溶湯ラドルが一側に傾斜したときにリンクバーによって補助カバーがヒンジ軸を中心に回転して溶湯排出口を開放する、請求項1に記載の遠心鋳造システム。
【請求項3】
前記補助カバーの末端部に、補助カバーが開放されるときに溶湯排出口に向かって熱風を噴射する熱風噴射ノズルと、空気を加熱して前記熱風噴射ノズルに供給する熱風供給器と、をさらに含む、請求項2に記載の遠心鋳造システム。
【請求項4】
前記ラドルカバーの下部面に、断熱材の外面に熱反射フィルムが積層された熱反射部材が取り付けられた、請求項1から請求項3のいずれか一項に記載の遠心鋳造システム。
【請求項5】
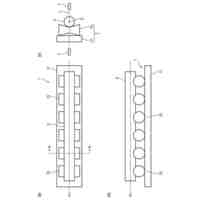
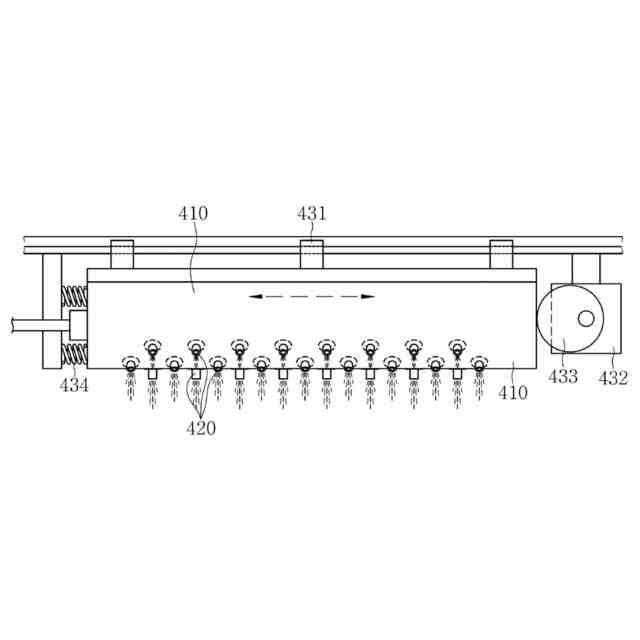
前記キャスティングモールドの上側にキャスティングモールドの長さ方向に沿って設けられ、冷却水を供給する冷却水ヘッダーと、前記冷却水ヘッダーに長さ方向に沿って配列され、前記キャスティングモールドに向かって冷却水を噴射する複数の冷却水ノズルと、をさらに含み、
前記複数の冷却水ノズルは、円周方向に異なる角度で冷却水を噴射するように円周方向に所定の位相差でずれるように配列された、請求項1に記載の遠心鋳造システム。
【請求項6】
前記冷却水ヘッダーを長さ方向又は幅方向に一定の周期で振動させる振動発生器をさらに含む、請求項5に記載の遠心鋳造システム。
発明の詳細な説明
【技術分野】
【0001】
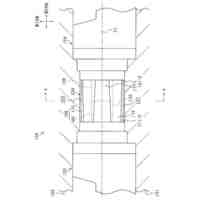
本発明は、冷凍圧縮機用軸受を遠心鋳造方式で製造するための遠心鋳造システムに関し、より詳しくは、キャスティングモールド内に金属溶湯を注入し、高速で回転させて遠心力によって冷凍圧縮機用軸受鋳造品を製造する遠心鋳造システムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
一般に、遠心鋳造は、300RPMで高速回転するキャスティングモールドに金属溶湯を注入し、遠心力によって緻密な組織を有する鋳造品を得ると共に、比重差による不純物の分離によって優れた特性の鋳物を製造する方法である。
【0003】
上記の横型遠心鋳造機は、耐磨耗性コーティング材が内部に形成された輸送用二重管やすべり(SLIDING)軸受のように、回転している軸を一定の位置に固定し、軸の自重と軸にかかる荷重を支持しながら軸を回転させる役割を果たす機械要素の製造に主に用いられている。
【0004】
遠心鋳造機の代表的な例としては、大韓民国登録特許第10-1566706号に開示している円筒体成形用横型遠心鋳造装置があり、これは、一端部に溶湯が注入される注入口が形成されており、水平な軸を中心に回転する中空の円筒鋳型と、前記円筒鋳型を水平な軸を中心に回転させる駆動部と、前記円筒鋳型を回転可能に支持する支持部と、上端部が開放された筒状に形成され、一側部に前記注入口の内側に進入する注入管が延びるように形成され、ラドル(ladle)によって供給された溶湯を前記注入管を介して円筒鋳型の内側空間に注入する湯口と、前記湯口の上端部に設けられ、湯口の内側空間に向かって下側に火炎を噴射して湯口内の溶湯を加熱すると共に、注入管側に加圧する注入補助トーチ(torch)と、を含むことを特徴とする。
【0005】
上記の登録特許の横型遠心鋳造装置は、トーチを用いて湯口容器内の溶湯を加熱及び加圧することで、注入管の内径が小さくても、溶湯が注入管側に押され、迅速かつスムーズにキャスティングモールド内に注入できるという利点を提供する。
【0006】
しかし、トーチを設けて湯口容器内の溶湯を加熱する方式は、溶湯がトーチの火炎によって外部に飛び出して安全事故が発生する危険があり、設置及び作動が難しい点から実際に適用することが困難であるという問題がある。
【0007】
また、従来の横型遠心鋳造装置は、遠心鋳造の完了時又は遠心鋳造の過程でキャスティングモールドに冷却水を噴射して冷却しているが、冷却水がキャスティングモールドに均一に噴射されない場合、鋳造品の品質確保が困難であり、冷却水の使用量も増加するという問題もある。
【先行技術文献】
【特許文献】
【0008】
大韓民国登録特許第10-1566706号
大韓民国公開特許第10-2021-0149253号
大韓民国登録特許第10-1175410号
大韓民国公開特許第10-2017-0119191号
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は上記の問題を解決するためのものであり、本発明の目的は、溶湯が収容された溶湯ラドルをキャスティングモールドの溶湯注入口に移送及び注入する過程で溶湯が外部空気によって冷却されて凝固する現象を防止することにより、鋳造品の品質低下を防止できる冷凍圧縮機用軸受を製造するための遠心鋳造システムを提供することである。
【0010】
本発明の他の目的は、遠心鋳造完了直後又は遠心鋳造過程でキャスティングモールドを迅速かつ均一に冷却することができ、冷却水の使用量を低減できる冷凍圧縮機用軸受を製造するための遠心鋳造システムを提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
株式会社 寿原テクノス
金型装置
5か月前
三菱電機株式会社
三次元造形装置
5か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
株式会社エスアールシー
インゴット
5か月前
個人
透かし模様付き金属板の製造方法
5か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
株式会社キャステム
鋳造品の製造方法
2か月前
芝浦機械株式会社
成形機
4か月前
芝浦機械株式会社
成形機
4か月前
東洋機械金属株式会社
ダイカストマシン
6か月前
株式会社浅沼技研
半溶融金属の成形方法
5か月前
トヨタ自動車株式会社
金型温度調整装置
5か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
トヨタ自動車株式会社
突き折り棒
1か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
トヨタ自動車株式会社
ケースの製造方法
13日前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社豊田中央研究所
積層造形装置
19日前
福田金属箔粉工業株式会社
Cu系粉末
9日前
新東工業株式会社
粉末除去装置
5か月前
日立Astemo株式会社
成形装置
2か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
セイコーエプソン株式会社
製造方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
4か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
6日前
山陽特殊製鋼株式会社
取鍋
5か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
トヨタ自動車株式会社
金型
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ